Método e instalación para aplicar material en lámina sobre hojas sucesivas.
Un método para aplicar material en lámina (200) sobre hojas sucesivas (S),
especialmente hojas de títulos financieros, que comprende las operaciones de:
- transportar hojas individuales (S) en sucesión a lo largo de un trayecto de transporte de hojas;
- aplicar al menos una banda continua de material en lámina (200) sobre las hojas individuales (S) a lo largo de una dirección sustancialmente paralela a una dirección de desplazamiento de dichas hojas individuales, formando por ello un flujo continuo de hojas unidas entre sí por al menos una banda continua de material en lámina (200); y
- cortar al menos una banda continua de material en lámina (200) por medio de un haz láser de tal modo que dicho flujo continuo de hojas es separado del nuevo en hojas individuales (S) permaneciendo partes del material en lámina (200*) sobre las hojas (S), por lo que el corte es realizado en posiciones (A, B) situadas sobre dichas hojas (S) de tal modo que dichas partes del material en lámina (200*) que permanecen sobre las hojas no se extiendan más allá de los bordes anterior y posterior de las hojas (S),
en el que partes sobrantes (205) de dicha banda continua de material en lámina (200) que son cortadas son evacuadas por aspiración, siendo llevada a cabo dicha evacuación por aspiración directa de las partes sobrantes (205) al menos en una primera posición situada aguas abajo y próxima a dicha posición de corte (A, B).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2009/050939.
Solicitante: KBA-NOTASYS SA.
Nacionalidad solicitante: Suiza.
Dirección: AVENUE DU GREY 55 CASE POSTALE 347 1000 LAUSANNE 22 SUIZA.
Inventor/es: GYGI,MATTHIAS, NAGLER,KURT,GEORG, EITEL,JOHANN,EMIL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B41F19/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41F MAQUINAS O PRENSAS DE IMPRIMIR (dispositivos para copiar en varios ejemplares o aparatos para impresión de oficina B41L). › B41F 19/00 Aparatos o máquinas para efectuar operaciones de impresión en combinación con otras operaciones. › Impresión y trabajo en relieve entre una forma negativa y una forma positiva, después de entintado y limpieza de la forma negativa; Impresión a partir de una banda entintada, en colores o en "oro".
PDF original: ES-2495094_T3.pdf
Fragmento de la descripción:
Método e instalación para aplicar material en lámina sobre hojas sucesivas Campo técnico El presente invento se refiere en general a un método e instalación para aplicar material en lámina sobre hojas sucesivas, especialmente hojas de títulos financieros. El presente invento es especialmente aplicable en el contexto de la producción de documentos de seguridad, tales como billetes de banco.
Antecedentes del invento La aplicación de material en lámina sobre hojas, especialmente hojas de títulos financieros, es como tal ya bien conocida en la técnica. Tal aplicación está típicamente orientada a proporcionar títulos financieros con elementos de seguridad adicionales, tal como en particular los así llamados OVD (Dispositivos Ópticamente Variables) . Los OVD tienen típicamente la forma de un parche o estratificado de lámina que comprende una capa que difracta ópticamente (usualmente una capa metalizada) que produce efectos ópticamente variables. Los OVD son en particular conocidos bajo el nombre de KINEGRAM®, que es una marca registrada de OVD Kinegram AG, un miembro de Leonhard Kurz Group.
Los OVD son típicamente suministrados en forma de una película o banda continua de material portador que lleva elementos de transferencia que son para conformar en último término los OVD reales. Estos son usualmente aplicados utilizando técnicas así llamadas de estampación de lámina en caliente, que utilizan presión y temperatura combinadas para activar una capa de adhesivo prevista en los elementos de transferencia y causar la transferencia del mismo desde el material portador sobre las hojas o banda que están siendo tratadas.
Métodos e instalaciones para llevar a la práctica técnicas de estampación de lámina en caliente están descritos por ejemplo en las solicitudes internacionales Nº WO 94/13487 A1, WO 97/01442 A1, WO 97/35271 A1, WO 97/35794 A1, WO 97/35795 A1, WO 97/36756 A1, WO 03/043823 A1, WO 2005/102733 A2, y la solicitud de patente europea EP 0 965 446 A1.
Además de la aplicación de los OVD sobre títulos financieros, se ha propuesto también para cortar ventanas en los títulos financieros y cubrir estas ventanas con una película de material en lámina, usualmente transparente. Tal solución es por ejemplo propuesta en la solicitud Internacional nº WO 95/10420 A1. En contraste con los OVD, la capa de material en lámina que es aplicada para cubrir ventanas es relativamente más gruesa y más resistente ya que tiene que resistir esfuerzos mecánicos mayores y ser autoportante en la región de la ventana.
Similarmente, se ha propuesto también reforzar regiones de grosor reducido creadas en títulos financieros mediante la previsión de una película de material en lámina sobre dichas regiones. Un método para reforzar documentos de seguridad provistos con al menos una zona de grosor reducido está por ejemplo descrito en la solicitud Internacional WO 2004/024464 A1.
La previsión de ventanas en títulos financieros puede ser llevada a cabo de diferentes modos. Un método e instalación para cortar ventanas en láminas utilizando herramientas de corte mecánicas están por ejemplo descritos en la solicitud Internacional Nº WO 03/092971 A1. Un método e instalación para cortar ventanas en láminas utilizando una herramienta de corte por láser está por ejemplo descrito en la solicitud Internacional WO 2004/096482 A1.
La cobertura de las ventanas por material en lámina está descrita en mayor detalle en las solicitudes Internacionales Nº WO 2004/096541 A1 y WO 2005/068211 A1.
De acuerdo con la solicitud Internacional Nº WO 2004/096541 A1, se aplica material en lámina en forma de tiras sucesivas de material en lámina que son cortadas aguas arriba de una unidad de aplicación. La unidad de aplicación es básicamente similar a las utilizadas para llevar a cabo la estampación de lámina en caliente con la principal diferencia de que las tiras de material en lámina son transferidas completamente sobre las hojas. En este contexto, es más apropiado decir que la unidad de aplicación realiza la estratificación del material en lámina sobre las hojas, en vez de la estampación, cuyo proceso implica la transferencia de un elemento desde una banda portadora sobre las hojas y la recuperación de la banda portadora utilizada.
La solución de la solicitud Internacional Nº WO 2004/096541 A1 ha sido encontrada bastante difícil de implementar ya que requiere un corte y posicionamiento precisos de las tiras cortadas de estratificado con respecto a las hojas. Esta solución de la técnica anterior en particular requiere un sistema de aspiración específicamente diseñado para sujetar y transportar apropiadamente las tiras de estratificado de tal modo que sean llevadas a contacto con las hojas en las posiciones deseadas.
La solución de la solicitud Internacional Nº WO 2004/096541 A1 es además aplicable solamente para tiras de estratificado que tienen una longitud mínima y no es particularmente adecuada para aplicar parches de pequeño
tamaño de material en lámina sobre las hojas.
Hay por ello una necesidad para un método e instalación mejorados para aplicar material en lámina sobre hojas sucesivas. Tal método e instalación mejorados forman el sujeto de la solicitud de patente Europea Nº 07103051.4 titulada "MÉTODO E INSTALACIÓN PARA APLICAR MATERIAL EN LÃ?MINA SOBRE HOJAS SUCESIVAS" presentada el 27 de Febrero de 2007 a nombre de la presente Solicitante (publicada como EP 1 961 578 A1) , así como el sujeto de la solicitud Internacional Nº PCT/IB2008/050626 de 21 de Febrero de 2008 (publicada como WO 2008/104904 A1) que reivindica prioridad de EP 07103051.4.
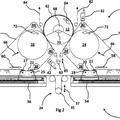
Este método perfeccionado comprende las siguientes operaciones. En una primera operación, se transportan hojas individuales en sucesión a lo largo de un trayecto de transporte de hojas. En una segunda operación, al menos una banda continua de material en lámina es aplicada sobre las hojas individuales a lo largo de una dirección sustancialmente paralela a una dirección de desplazamiento de las hojas individuales, formando por ello un flujo continuo de hojas unidas una con otra por al menos una de dichas bandas continuas de material en lámina. En una tercera operación, al menos dicha banda continua de material en lámina es cortada de tal modo que el flujo continuo de hojas es separado de nuevo en hojas individuales quedando partes de material en lámina sobre la hoja. El corte de al menos dicha banda continua de material en lámina es realizado en posiciones situadas sobre las hojas de tal modo que las partes de material en lámina que permanecen sobre las hojas no se extienden más allá de los bordes anterior y posterior de las hojas.
Una instalación para llevar a cabo el método anterior comprende (i) un puesto de alimentación de hoja por hoja para alimentar las hojas individuales, (ii) una unidad de aplicación de lámina para aplicar al menos dicha banda continua de material en lámina sobre las hojas individuales, (iii) una unidad de corte, situadas aguas abajo de la unidad de aplicación de lámina, para cortar al menos dicha banda continua de material en lámina, y (iv) un puesto de entrega de hojas para recibir las hojas individuales.
Gracias al método e instalación anteriores, se asegura una aplicación precisa del material en lámina sobre las hojas sucesivas, al tiempo que se garantiza que el material en lámina aplicado no causa perturbaciones durante el tratamiento adicional de las hojas en los procesos de aguas abajo. De hecho, como el corte del material en lámina es realizado en posiciones situadas sobre las hojas de tal modo que las partes de material en lámina restantes sobre las hojas no se extienden más allá de los bordes anterior y posterior de las hojas, no se ve afectada la alineación apropiada de las hojas en los procesos de aguas abajo (cuya alineación utiliza como referencia el borde anterior de las hojas, o según el caso puede ser el borde posterior) .
De acuerdo con una realización del método e instalación anteriores, el corte puede por ejemplo ser realizado mediante herramientas de corte mecánicas sin causar daño a las hojas. De acuerdo con una realización alternativa, y siempre que el material en lámina está hecho de plástico o cualquier otro material que puede ser fundido, el corte puede ser realizado fundiendo el material en lámina utilizando un elemento de calentamiento (tal como un hilo eléctrico calentado) . Aún de acuerdo con una realización alternativa, el corte del material en lámina puede ser llevado a cabo utilizando un haz láser. Los ensayos realizados por la solicitante han demostrado que el corte con láser es en particular muy eficiente al cortar de manera selectiva el material en lámina sin... [Seguir leyendo]
Reivindicaciones:
1. Un método para aplicar material en lámina (200) sobre hojas sucesivas (S) , especialmente hojas de títulos financieros, que comprende las operaciones de:
- transportar hojas individuales (S) en sucesión a lo largo de un trayecto de transporte de hojas;
- aplicar al menos una banda continua de material en lámina (200) sobre las hojas individuales (S) a lo largo de una dirección sustancialmente paralela a una dirección de desplazamiento de dichas hojas individuales, formando por ello un flujo continuo de hojas unidas entre sí por al menos una banda continua de material en lámina (200) ; y -cortar al menos una banda continua de material en lámina (200) por medio de un haz láser de tal modo que dicho flujo continuo de hojas es separado del nuevo en hojas individuales (S) permaneciendo partes del material en lámina (200*) sobre las hojas (S) , por lo que el corte es realizado en posiciones (A, B) situadas sobre dichas hojas (S) de tal modo que dichas partes del material en lámina (200*) que permanecen sobre las hojas no se extiendan más allá de los bordes anterior y posterior de las hojas (S) , en el que partes sobrantes (205) de dicha banda continua de material en lámina (200) que son cortadas son evacuadas por aspiración, siendo llevada a cabo dicha evacuación por aspiración directa de las partes sobrantes (205) al menos en una primera posición situada aguas abajo y próxima a dicha posición de corte (A, B) .
2. El método según la reivindicación 1, en el que la aspiración es llevada a cabo además al menos en una segunda posición situadas aguas abajo de dicha primera posición.
3. El método según la reivindicación 1 o 2, en el que un haz láser es utilizado para realizar el corte de al menos dos bandas continuas contiguas de material en lámina (200) aplicadas sobre las hojas (S) .
4. El método según la reivindicación 1 a 3, en el que al menos una banda continua de material en lámina (200) es cortada inmediatamente después de un borde anterior de las hojas (S) e inmediatamente antes de un borde posterior de las hojas (S) sobre una anchura total de al menos dicha banda continua de material en lámina (200) , de tal modo que una parte continua del material en lámina (200*) es dejada permanecer sobre cada hoja (S) .
5. El método según la reivindicación 4, en el que el corte es realizado en márgenes sin imprimir (lm, tm) de las hojas (S) .
6. El método según la reivindicación 1 a 3, en el que al menos una banda continua de material en lámina (200) es cortada en una pluralidad de ubicaciones a lo largo de una longitud de al menos dicha banda continua de material en lámina (200) , de tal modo que una pluralidad de partes distintas de material en lámina (200*) son dejadas permanecer sobre cada hoja.
7. El método según cualquiera de las reivindicaciones precedentes, en el que al menos dicha banda continua de material en lámina (200) es suministrada en forma de un rollo (20) de material en lámina.
8. El método según cualquiera de las reivindicaciones precedentes, en el que dichas hojas (S) son hojas que llevan una agrupación de impresiones (P) dispuestas en una matriz de filas y columnas, y en el que al menos una banda continua de material en lámina (200) es aplicada a lo largo de cada columna de impresiones (P) .
9. El método según cualquiera de las reivindicaciones precedentes, que comprende además la operación de cortar ventanas o aberturas (100) en dichas hojas (S) antes de la aplicación de al menos dicha banda continua de material en lámina (200) , cuyas ventanas o aberturas (100) son cubiertas por al menos dicha banda continua de material en lámina (200) .
10. Una instalación para llevar a cabo el método según cualquiera de las reivindicaciones precedentes, que comprende:
- un puesto (1) de alimentación hoja por hoja para alimentar las hojas individuales (S) ;
- una unidad (2) de aplicación de lámina para aplicar al menos dicha banda continua de material en lámina (200) sobre dichas hojas individuales (S) ;
- una unidad de corte por láser (5*, 500) , situada aguas abajo de dicha unidad (2) de aplicación de lámina, para cortar al menos dicha banda continua de material en lámina (200) , y -un puesto (4) de entrega de hojas para recibir las hojas individuales (S) , comprendiendo además dicha instalación al menos una primera unidad (550) de succión que incluye una cabeza de succión (555a, 555b) dispuesta adyacente a la superficie de las hojas (S) para llevar a cabo la aspiración de las partes 11
sobrantes (205) de al menos dicha banda continua de material en lámina (200) en dicha primera posición situada aguas abajo y próxima a la posición de corte (A, B) en la que al menos dicha banda de material en lámina (200) es cortada por el haz láser.
11. La instalación según la reivindicación 10, en la que dicha cabeza de succión (555a, 555b) comprende una abertura 5 de succión (556) para aspirar dichas partes sobrantes (205) de al menos dicha banda continua de material en lámina (200) y al menos una parte de soporte (557) sin aspiración que se apoya contra las hojas (S) en una posición no cubierta por al menos dicha banda continua de material en lámina (200) .
12. La instalación según la reivindicación 10 u 11, en la que una posición de dicha cabeza de succión (555a, 555b) es ajustable a lo largo y/o transversalmente a la dirección de desplazamiento de dichas hojas (S) .
13. La instalación según cualquiera de las reivindicaciones 10 a 12, en la que dichas hojas (S) son hojas que llevan una agrupación de impresiones (P) dispuestas en una matriz de filas y columnas, y en la que al menos una banda continua de material en lámina (200) es aplicada a lo largo de cada columna de impresiones (P) y en el que una cabeza de succión (555a, 555b) está prevista para cada banda continua de material en lámina (200) aplicada sobre las hojas (S) .
14. La instalación según cualquiera de las reivindicaciones 10 a 13, que comprende además una segunda unidad de aspiración (560) dispuesta en una segunda posición situada aguas abajo de dicha primera posición para evacuar las partes sobrantes (205) de al menos dicha banda continua de material en lámina (200) que podrían no haber sido evacuadas por dicha primera unidad de aspiración (550) .
15. La instalación según la reivindicación 14, en la que dichas primera y segunda unidades de aspiración (550, 560) están acopladas operativamente entre sí.
Patentes similares o relacionadas:
Dispositivo de impresión por estampación en caliente, del 11 de Diciembre de 2019, de BOBST MEX SA: Máquina de procesamiento de una sucesión de elementos en forma de hojas, que comprende al menos un dispositivo de impresión de la […]
 Aparato y método de corte, impresión o grabado, del 30 de Octubre de 2019, de AB Graphic International Ltd: Un aparato para cortar, imprimir o grabar una lámina continua, que comprende un elemento de herramienta, al menos dos yunques […]
Aparato y método de corte, impresión o grabado, del 30 de Octubre de 2019, de AB Graphic International Ltd: Un aparato para cortar, imprimir o grabar una lámina continua, que comprende un elemento de herramienta, al menos dos yunques […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Método y dispositivo de eliminación de banda de lámina de estampación usada, del 12 de Julio de 2017, de SPM Steuer GmbH & Co. KG: Método para la eliminación de banda de láminas de estampar consumida durante el funcionamiento de un dispositivo de estampación, en el que […]
Dispositivo de sujeción de un elemento plano en forma de hoja que circula por una máquina transformadora, del 17 de Mayo de 2017, de BOBST MEX SA: Dispositivo de sujeción en posición plana de una sucesión de elementos planos en forma de hojas que circulan por una máquina transformadora […]
Dispositivo de estampación en caliente, del 14 de Diciembre de 2016, de LEONHARD KURZ STIFTUNG & CO. KG: Dispositivo de estampación en caliente con un dispositivo de estampación para transferir a un sustrato flexible una capa de transferencia […]
Dispositivo de estampación en caliente, del 21 de Septiembre de 2016, de LEONHARD KURZ STIFTUNG & CO. KG: Dispositivo de estampación en caliente con un dispositivo de estampación para transferir a un sustrato una capa de transferencia (15u), dispuesta […]
Procedimiento de introducción de bandas para estampar en un sistema, que asegura su avance, y dispositivo de puesta en práctica de tal procedimiento, del 27 de Julio de 2016, de BOBST MEX SA: Un procedimiento de introducción de al menos una banda para estampar en un sistema de arrastre de banda de una máquina de estampación , de […]