Método y dispositivo para termoconformado y decoración de recipientes.
Método de fabricación de recipientes por termoconformado e instalación de motivos decorativos (32) en estosrecipientes (R),
en el que se proporciona al menos un primer portamolde (30A, 30B, 30C, 30D) que comprende almenos una cavidad de termoconformado (22), se introduce un motivo decorativo (32) en dicha cavidad determoconformado, después se termoconforma un recipiente (R) en la cavidad que contiene el motivo decorativo a partirde una apertura de termoconformado (23) de esta cavidad, caracterizado porque antes de termoconformar elrecipiente (R), se ajusta la posición del motivo decorativo (32) en la cavidad (22) y se carga el motivo decorativo conelectricidad estática para mantener el motivo decorativo adherido a la pared de la cavidad y porque para ajustar laposición del motivo decorativo (32) en la cavidad (22), se impele el motivo decorativo hacia el fondo de la cavidad apartir de la apertura de termoconformado (23) de esta última.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2010/050896.
Solicitante: ERCA.
Nacionalidad solicitante: Francia.
Dirección: Z.I. DE COURTABOEUF 91940 LES ULIS FRANCIA.
Inventor/es: SCHWAB, DOMINIQUE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C51/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Revestimiento o marcado.
PDF original: ES-2426974_T3.pdf
Fragmento de la descripción:
Método y dispositivo para termoconformado y decoración de recipientes
La presente invención describe un método de fabricación de recipientes mediante termoconformado y de decoración de estos, en el que se proporciona, al menos, un primer portamolde compuesto de, al menos, una cavidad de termoconformado, se introduce una decoración en dicha cavidad de termoconformado y se termoconforma un recipiente en esta cavidad que contiene el motivo decorativo a partir de una apertura de termoconformado de esta cavidad.
Otros métodos de este tipo son ya conocidos en la disciplina, por ejemplo los descritos en las patentes FR 2839465 y FR 2877604.
En cierto casos, se introducen los motivos decorativos, en particular una banderola decorativa, por el fondo de la cavidad de termoconformado y se termoconforma el recipiente en la cavidad que contiene esta banderola. En otros casos, se introduce el motivo decorativo por la apertura de termoconformado de la cavidad.
La patente FR 2 858 263 presenta igualmente un método de este tipo, en el que la posición del motivo decorativo se ajusta en la cavidad de termoconformado antes del termoconformado. Este ajuste se lleva a cabo mediante el contacto del borde inferior de la banderola y el fondo de la cavidad que, a tal efecto, se desplaza hacia la apertura de la cavidad.
Estos métodos son, en general, satisfactorios, pero conllevan el riesgo de que el motivo decorativo no sea correctamente posicionado durante el termoconformado del recipiente.
Cuando el recipiente es de poliestireno, se pueden utilizar motivos decorativos de poliéster o poliestileno, preferentemente de polipropileno orientado y, para ensamblarse entre ellos el motivo decorativo y la pared del recipiente, la cara interior del motivo decorativo se impregna de un material de pegado en caliente o “hotmelt”. Este material de pegado en caliente tiene tal temperatura de fusión que, en general, se queda viscoso hasta el final del termoconformado, teniendo en cuenta que también el material del recipiente es termoconformado en caliente. En particular, la temperatura de fusión del material de pegado en caliente es de unos 60 ºC. Debido a que este material se conserva viscoso hasta el final del termoconformado, la cara interior del motivo decorativo y la pared del recipiente que está siendo termoconformado se pueden deslizar una sobre otra hasta que el motivo decorativo y la pared del recipiente se adhieran contra la pared de la cavidad de termoconformado al final del termoconformado, que termina, en general, por una fase de soplado. En este caso, el termoconformado no obstaculiza el correcto posicionamiento del motivo decorativo.
Sin embargo, en ciertos casos, se utilizan, para el motivo decorativo y el recipiente, materiales compatibles ensamblados mediante soldadura directa, posible gracias a la alta temperatura que alcanza la pared del recipiente durante el termoconformado. Por ejemplo, el recipiente puede ser de polipropileno y el motivo decorativo puede ser, igualmente, de polipropileno orientado y expandido. La elección de estos materiales compatibles es interesante en la medida en que permite al motivo decorativo acompañar a la formación de la pared del recipiente que se produce durante el enfriamiento de dicha pared y adherirse perfectamente a ese recipiente tras la estabilización de la forma de este último. Sin embargo, cuando se utilizan materiales compatibles, estos tienden a ensamblarse entre ellos al primer contacto, incluso estando a temperatura elevada.
Como resultado, desde que el material que forma la pared del recipiente entra en contacto con el motivo decorativo en la cavidad de termoconformado, el motivo decorativo se adhiere a esta pared. Si este contacto se realiza antes del final del termoconformado, el motivo decorativo sufre, al igual que la pared del recipiente, una fase de estirado y soplado. Como resultado, por una parte, el motivo decorativo puede presentar antiestéticas deformaciones locales que perjudican la estampería que presenta o la lisibilidad de los caracteres que lleva, o puede, igualmente, presentar estancamientos que forman pliegues antiestéticos.
La invención tiene, por tanto, el propósito de proporcionar un método de fabricación de recipientes por termoconformado que, antes del termoconformado, coloque perfectamente el motivo decorativo en la cavidad de termoconformado, manteniéndolo en contacto con la pared de esta cavidad para evitar cualquier contacto intempestivo entre el material del recipiente que está siendo termoconformado y el motivo decorativo antes del final del termoconformado.
Eso se logra por el hecho de que, antes de termoconformar el recipiente, se ajusta la posición del motivo decorativo en la cavidad y se carga el motivo decorativo con electricidad estática, para mantener así el motivo decorativo adherido a la pared de la cavidad y por el hecho de que, para ajustar la posición del motivo decorativo en la cavidad, se impele el motivo decorativo hacia el fondo de la cavidad desde la apertura de termoconformado de esta última.
Cabe destacar que, gracias a la invención, la posición del motivo decorativo se ajusta perfectamente antes de que comience el termoconformado y que, además, este motivo decorativo se adhiere perfectamente contra la pared de la cavidad de termoconformado, independientemente de la presión que haya en esta cavidad. En consecuencia, el material que está siendo termoconformado para formar el recipiente sufre un estiramiento debido al termoconformado pero evita el riesgo de entrar en contacto con el motivo decorativo. El contacto entre el material del recipiente y la pared de la cavidad no ocurre hasta la fase final del termoconformado, es decir, al final del proceso de soplado, en una fase en la que el riesgo mencionado anteriormente ya no existe.
El hecho de adherir el motivo decorativo a la pared de la cavidad de termoconformado por electricidad estática es particularmente interesante. En efecto, si se intentara realizar tal adhesión por aspiración de aire, habría que utilizar, para que toda la superficie se adhiera, un número muy importante de orificios de aspiración, repartidos muy regularmente por la pared de la cavidad. Como resultado, el coste de mecanizado del portamolde sería muy elevado. Además, para obtener una aspiración eficaz sobre todos los orificios implicados, la unidad de aspiración de aire debería ser bastante compleja y potente.
Con la invención, la apertura de la cavidad de termoconformado sirve tanto para el termoconformado del recipiente como para ajustar la posición del motivo decorativo. Además, el ajuste de la posición de la banderola puede realizarse de manera muy precisa.
Estos problemas no se presentan con una adhesión por electricidad estática, particularmente simple y poco costosa de realizar, aunque actúa sobre toda la superficie del motivo decorativo.
Ventajosamente, se carga el motivo decorativo con electricidad estática alimentando de electricidad un electrodo adosado a la cavidad al terminar el ajuste de la posición del motivo decorativo.
De esta manera, el ajuste se realiza antes de que el motivo decorativo se adhiera a la pared de la cavidad, y esa decoración se carga de electricidad estática de manera extremadamente simple.
Ventajosamente, antes de termoconformar el recipiente, se sitúa el primer portamolde en posición de ajuste, se ajusta la posición del motivo decorativo y se carga el motivo decorativo con electricidad estática mientras el primer portamolde está en esa posición de ajuste; se lleva el primer portamolde a posición de trabajo y se termoconforma un recipiente en la cavidad mientras el primer portamolde está en esa posición de trabajo.
El hecho de realizar la fase de ajuste y de carga de electricidad estática del motivo decorativo mientras el primer portamolde está en posición de ajuste permite utilizar para esto útiles cuya maniobra no se vea afectada por la presencia de útiles de termoconformado, ellos mismas operativos en posición de trabajo.
Ventajosamente, se proporciona un segundo portamolde análogo al primer portamolde, de manera que, mientras uno de los portamoldes está en posición de trabajo, el otro portamolde esté en posición de ajuste.
En este caso, la fase de ajuste y la fase de termoconformado operan respectivamente en cada uno de los dos portamoldes, simultáneamente.
Ventajosamente, antes de colocar el primer portamolde en posición de ajuste, se coloca ese portamolde en posición de introducción y se introduce el motivo decorativo en la cavidad de termoconformado mientras el primer portamolde está en posición de introducción.
Habitualmente, los útiles que permiten la introducción de un motivo... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de recipientes por termoconformado e instalación de motivos decorativos (32) en estos recipientes (R) , en el que se proporciona al menos un primer portamolde (30A, 30B, 30C, 30D) que comprende al menos una cavidad de termoconformado (22) , se introduce un motivo decorativo (32) en dicha cavidad de termoconformado, después se termoconforma un recipiente (R) en la cavidad que contiene el motivo decorativo a partir de una apertura de termoconformado (23) de esta cavidad, caracterizado porque antes de termoconformar el recipiente (R) , se ajusta la posición del motivo decorativo (32) en la cavidad (22) y se carga el motivo decorativo con electricidad estática para mantener el motivo decorativo adherido a la pared de la cavidad y porque para ajustar la posición del motivo decorativo (32) en la cavidad (22) , se impele el motivo decorativo hacia el fondo de la cavidad a partir de la apertura de termoconformado (23) de esta última.
2. Método según la reivindicación 1, caracterizado porque se carga el motivo decorativo (32) con electricidad estática alimentando con electricidad a un electrodo (44) dispuesto en la cavidad (22) con el fin de ajustar la posición del motivo decorativo.
3. Método según las reivindicaciones 1 o 2, caracterizado porque antes de termoconformar el recipiente (R) , se coloca el primer portamolde (30C) en posición de ajuste, se ajusta la posición del motivo decorativo (32) y se carga el motivo decorativo con electricidad estática cuando el primer portamolde está en esta posición de ajuste y se lleve el primer portamolde a una posición de trabajo (30D) , y porque se termoconforma un recipiente (R) en la cavidad (22) cuando el primer portamolde esté en esta posición de trabajo.
4. Método según la reivindicación 3, caracterizado porque se proporciona un segundo portamolde (30D) análogo al primer portamolde y se hace de manera que, cuando uno de los bloques está en posición de trabajo (30D) , el otro bloque esté en posición de ajuste (30C) .
5. Método según las reivindicaciones 3 o 4, caracterizado porque antes de colocar el primer portamolde (30C) en la posición de ajuste, se coloca este molde en una posición de introducción (30A) y se introduce un motivo decorativo (32) en la cavidad de termoconformado (22) cuando el primer portamolde está en posición de introducción.
6. Método según la reivindicaciones 4 y 5, caracterizado porque se proporciona un tercer portamolde (30A) análogo al primer y segundo portamolde y se hace de manera que, cuando uno de los portamoldes esté en posición de trabajo (30D) , otro bloque está en posición de ajuste (30C) y el otro bloque está en posición de introducción (30A) .
7. Método según cualquiera de las reivindicaciones 3 a 6, caracterizado porque se desplaza el primer portamolde (30 A, 30B, 30C y 30D) entre la posición de trabajo, de ajuste y llegado el caso, de introducción, haciendo pivotar dicho bloque alrededor de un eje de basculación (A) .
8. Un dispositivo para fabricar recipientes (R) mediante termoconformado y proporcionar los motivos decorativos (32) en estos recipientes, el dispositivo comprende al menos un primer portamolde (30A, 30B, 30C y 30D) que comprende al menos una cavidad de termoconformado (22) que tiene una apertura de termoconformado (23) , medios (38) para introducir un motivo decorativo (32) en la cavidad de termoconformado (22) medios (42) para, antes del termoconformado, ajustar la posición del motivo decorativo (32) en la cavidad de termoconformado (22) y medios (16, 22, 24) para termoconformar un recipiente ( R) en esta cavidad a partir de la apertura de termoconformado (23) ; caracterizado porque comprende medios (44) para, antes del termoconformado, cargar el motivo decorativo con electricidad estática para mantener el motivo decorativo en la pared de la cavidad y porque los medios para ajustar la posición del motivo decorativo (32) en la cavidad (22) comprenden pernos de ajuste (42) teniendo cada uno un cabezal deflector (47A) y un refuerzo (42B) , y son aptos para ser introducidos en la cavidad (22) , hacia el fondo de esta última, mediante la apertura de termoconformado (23) , para impeler el motivo decorativo hacia el fondo de la cavidad a partir de la apertura de termoconformado.
9. Método según la reivindicación 8, caracterizado porque los pernos (42) se forman con un material electrónicamente aislante.
10. Método según las reivindicaciones 8 o 9, caracterizado porque los medios (40, 40A) para cargar el motivo decorativo con electricidad estática comprenden un electrodo (44) , apto para ser introducido en la cavidad (22) , preferentemente mediante la apertura de termoconformado (23) y para alimentarse con electricidad.
11. Método según la reivindicación 10, caracterizado porque tiene medios de mando de alimentación (E) de electrodo (44) con electricidad, aptos para mandar esta alimentación con el fin de desplazar el los pernos de ajuste (42) a la cavidad (22) .
12. Método según las reivindicaciones 10 u 11, caracterizado porque el electrodo (44) y los pernos de ajuste (42) se ensamblan con su desplazamiento en la cavidad (22) .
13. Método según cualquiera de las reivindicaciones 10 a 12, caracterizado porque el electrodo (44) se dispone en un cuerpo hueco (46) con material electrónicamente aislante.
14. Método según cualquiera de las reivindicaciones 8 a 13, caracterizado porque tiene medios para desplazar el primer portamolde de una posición de ajuste (30C) , en la que un motivo decorativo puede ajustarse en posición en la cavidad de termoconformado (22) a una posición de trabajo (30D) en la que un recipiente puede termoconformarse en dicha cavidad.
15. Método según la reivindicación 14, caracterizado porque tiene un segundo portamolde análogo al primer portamolde y medios para desplazar de manera simultánea los portamoldes entre sus posiciones de ajuste (30C) , de trabajo (30D) de manera que cuando uno de los bloques esté en posición de ajuste, el otro bloque esté en posición de trabajo.
16. Método según las reivindicaciones 14 o 15, caracterizado porque los medios para desplazar el primer portamolde son aptos para colocar dicho primer bloque en posición de introducción (30 A) , en la que un motivo decorativo (36) puede introducirse en la cavidad de termoconformado (22) .
17. Método según las reivindicaciones 15 y 16, caracterizado porque tiene otro tercer portamolde análogo al primer y segundo portamolde y medios para desplazar de manera simultánea los portamoldes entre sus posiciones de introducción (30A) , ajuste (30C) y trabajo (30D) de manera que cuando uno de los bloques está en posición de introducción, otro bloque esté en posición de ajuste y el otro bloque esté en posición de trabajo.
18. Método según la reivindicación 15 y cualquiera de las reivindicaciones 8 a 17, caracterizado porque los portamoldes (30 A, 30B, 30C y 30D) se ensamblan a un bloque de soporte común (30) , apto para ser girado mediante pivotamiento alrededor de un eje de basculación (A) para hacer pasar los bloques entre las posiciones de trabajo, ajuste y eventualmente, de introducción.
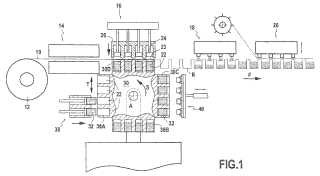
19. Método según las reivindicaciones 17 y 18, caracterizado porque tiene un cuarto portamolde análogo al primer, segundo y tercer portamolde, los cuatro portamoldes están inclinados en un ángulo recto dos a dos, porque cuando un portamolde está en posición de trabajo (30D) , otro está en posición de introducción (30A) , otro en posición de ajuste (30C) y el último portamolde está en posición de espera (30B) y porque para hacer pasar los portamoldes de una posición a otra, el bloque de soporte (30) se gira 90º, de manera que, en posición de trabajo o de espera de un portamolde, su cavidad de termoconformado (20) se oriente verticalmente, mientras que en las posiciones de introducción o de ajuste de un portamolde, su cavidad de termoconformado (20) se oriente horizontalmente.
Patentes similares o relacionadas:
Dispositivo y procedimiento para fabricar por termoconformado recipientes provistos de franjas decorativas, del 22 de Julio de 2020, de ERCA: Dispositivo para fabricar por termoconformado recipientes provistos de franjas de decoración, comprendiendo el dispositivo un bloque (24, […]
ESTACIÓN DE TRABAJO PORTÁTIL PARA APLICACIÓN DE VINILO SOBRE PIEZAS COMPLEJAS 3D, del 6 de Mayo de 2020, de Global Wrapit S.L: 1. Estación de trabajo portátil para aplicación de vinilo sobre piezas complejas 3D, está caracterizada por estar constituida por un equipo desmontable […]
Película de polímero para etiquetado en el molde, del 27 de Noviembre de 2019, de TREOFAN GERMANY GMBH & CO.KG: Pelicula de poliolefina, de capas multiples, opaca y biaxialmente orientada, con un espesor de menos de 150 μm y mayor que 15 μm, que comprende […]
Proceso de fabricación de guarnecidos de techo para vehículos, del 30 de Octubre de 2019, de GRUPO ANTOLIN-INGENIERIA, S.A.: Proceso de fabricación de guarnecidos de techo para vehículos que comprende las siguientes etapas: a) disposición de un sustrato conformado previamente y de […]
Dispositivo de termoformado de recipientes con bloques de moldes traslativos y procedimiento, del 3 de Abril de 2019, de ERCA: Dispositivo para fabricar por termoformado unos recipientes provistos de etiquetas de decoración, comprendiendo el dispositivo: - un dispositivo de molde […]
COMPLEJO DE LÁMINAS PLANAS, MÉTODO PARA LA OBTENCIÓN DE DICHO COMPLEJO, MÉTODO PARA LA FABRICACIÓN DE UN ENVASE Y MÉTODO PARA ENVASAR UN OBJETO, del 28 de Enero de 2019, de AINIA: Complejo de láminas planas, método para la obtención de dicho complejo, método para la fabricación de un envase y método para envasar un objeto. La invención […]
Dispositivo para la formación y transferencia de banderolas decorativas para envasadoras de envases termoformados, del 8 de Octubre de 2018, de MECÁNICA Y TECNOLOGÍA ALIMENTARIA, S.L: Dispositivo para la formación y transferencia de banderolas decorativas para envasadoras de envases termoformados; que comprende una estructura […]
Procedimiento y dispositivo para producir un sustrato 3D laminado con un material en capas, del 25 de Julio de 2018, de LEONHARD KURZ STIFTUNG & CO. KG: Procedimiento para producir un sustrato 3D laminado con un material en capas , con los siguientes pasos del procedimiento: en una herramienta de moldeo , - […]