Método y dispositivo para determinar la excentricidad de un bloque hueco.
Método para determinar la excentricidad (e) de un bloque hueco (1) antes,
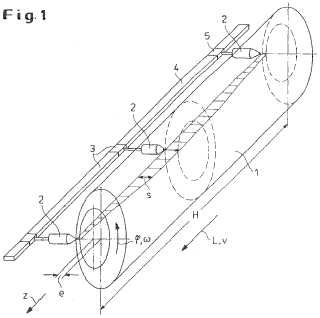
durante o después de su paso por un tren de laminación, en donde el bloque hueco (1) realiza un movimiento de traslación en el sentido de su eje longitudinal (L), mediante, al menos, un dispositivo de medición (2) que detecta el grosor de la pared (s) del bloque hueco (1) en una posición longitudinal y periférica del bloque hueco (1), en donde el dispositivo de medición (2) se desplaza durante la medición en el sentido del eje longitudinal (L) y/o en el sentido periférico del bloque hueco (1), y en donde durante dicho desplazamiento se realiza un número de mediciones del grosor de la pared, caracterizado porque el desarrollo de la excentricidad (e) del bloque hueco (1) se representa aproximadamente como el desarrollo del grosor de la pared (s) como una función de la coordenada longitudinal (z) que se extiende en el sentido del eje longitudinal (L) del bloque hueco (1), y del ángulo de rotación (φ) alrededor de la coordenada longitudinal (z) de acuerdo con la relación **Fórmula**
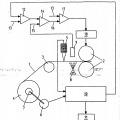
en donde s0 es el grosor de pared medio del bloque hueco (1), s1 es la amplitud del grosor de pared combinada con el grosor de pared medio s0, y δ es el ángulo de posición que depende de la coordenada longitudinal (z), en donde el dispositivo de medición (2) suministra los grosores de pared medidos durante el paso del bloque hueco (1), a un 15 elemento ordenador (8) que somete dichos grosores a una transformada de Fourier con el fin de determinar para el desarrollo funcional del grosor de pared (s) como una función de la coordenada longitudinal (z) y del ángulo de rotación (φ), una aproximación de la forma **Fórmula**
en donde s0* y si,1 son los coeficientes de Fourier determinados para el grosor de pared del bloque hueco (1) en la 20 suma (i) del número (n) de elementos en serie de Fourier, y pi y ξi,1 son los coeficientes de Fourier para las alturas de paso o bien, para el ángulo de posición inicial en la suma (i) del número (n) de elementos en serie de Fourier.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03010645.
Solicitante: SMS MEER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: OHLERKIRCHWEG 66 41069 MONCHENGLADBACH ALEMANIA.
Inventor/es: SAUERLAND,MARTIN, HÄUSLER,KARL HEINZ.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B38/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 38/00 Métodos y dispositivos de medida especialmente adaptados a laminadores, p. ej. detección de la posición, inspección del producto. › para medida del espesor, anchura, diámetro u otras dimensiones transversales del producto.
- G01B17/02 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 17/00 Disposiciones de medida caracterizadas por la utilización de vibraciones infrasonoras, sonoras o ultrasonoras. › para la medida del espesor.
PDF original: ES-2402122_T3.pdf
Fragmento de la descripción:
Método y dispositivo para determinar la excentricidad de un bloque hueco La presente invención hace referencia a un método para determinar la excentricidad de un bloque hueco, en donde el bloque hueco realiza un movimiento de traslación en el sentido de su eje longitudinal, antes, durante o después de su paso por un tren de laminación, mediante, al menos, un dispositivo de medición que puede detectar el grosor de la pared del bloque hueco en una posición longitudinal y periférica del bloque hueco, en donde el dispositivo de medición durante la medición se desplaza en el sentido del eje longitudinal y/o en el sentido periférico del bloque hueco, y en donde durante dicho desplazamiento se realiza un número de mediciones del grosor de la pared.
En una pluralidad de áreas de la técnica, se requieren tubos de acero que se pueden fabricar, por ejemplo, mediante un método en el que la materia prima conformada de manera cilíndrica, se moldea en un tren de laminación de cilindros cruzados, utilizando un punzón axial fijo para obtener un bloque hueco que presente una forma tubular. Para el moldeado de la materia prima conformada de manera cilíndrica, con el fin de obtener un tubo sin costuras, la materia prima se somete a una laminación sobre el punzón. Un método de esta clase se conoce, por ejemplo, de la patente EP 0 940 193 A2.
En el caso de los trenes de laminación reductores-desbastadores y en el caso de los trenes de laminación calibrados y reductores de tubos de acero sin costuras, el tubo a mecanizar pasa por un tren de laminación en el que se encuentran dispuestas en serie una pluralidad de cajas de laminación en el sentido de transporte del tubo. En cada caja de laminación se encuentran alojados cilindros que durante el proceso de laminación entran en contacto con el tubo respectivamente alrededor de una sección periférica definida. En conjunto, en cada caja de laminación interactúan una pluralidad de cilindros, por ejemplo, tres cilindros, de manera que el tubo entre en contacto con los cilindros esencialmente a lo largo de su periferia completa. De esta manera, el tubo se lamina hasta obtener un diámetro reducido, y además se logra una forma exacta de dicho tubo.
Después de la laminación, el tubo debe presentar una forma ideal, es decir, el contorno cilíndrico de la periferia exterior y el de la periferia interior, deben conformar dos círculos concéntricos. Sin embargo, efectivamente siempre existen tolerancias en el tubo finalizado, de manera que existe una excentricidad determinada del contorno del círculo de la periferia interior en relación con el contorno del círculo de la periferia exterior.
El parámetro de calidad decisivo en la fabricación de tubos, es el grosor de la pared del tubo que se mide y se monitoriza en el proceso de producción. Para determinar el grosor de la pared del tubo, se conocen los métodos de medición por ultrasonidos. Los métodos de medición de grosor por ultrasonidos de acuerdo con el método de reflexión de impulsos, determinan el grosor de la pared mediante la medición del tiempo de propagación de un impulso de ultrasonido.
Otro parámetro característico muy importante o bien, otro criterio de calidad importante para los bloques huecos y sus productos de partida, consiste en la excentricidad del bloque hueco. Para obtener dicho parámetro característico en una etapa de producción lo más temprana posible, se utilizan los dispositivos de medición del grosor de pared mencionados, en donde un dispositivo de medición del grosor de pared de esta clase se posiciona, por ejemplo, en la abertura de salida de un tren de laminación de cilindros cruzados. De esta manera, el grosor de pared se puede determinar en el proceso con un trabajo relativamente reducido. Después de que el bloque hueco haya rotado en la abertura de salida del tren de laminación de cilindros cruzados, con un dispositivo de medición de grosor de pared de esta clase, se puede determinar una cantidad de puntos de medición del grosor de pared a lo largo de la periferia del bloque hueco, que se pueden tomar como base para la determinación de la excentricidad.
En el caso de la excentricidad en cuestión, se trata no sólo de un desplazamiento excéntrico del diámetro exterior del bloque hueco en relación con el diámetro interior del bloque hueco, en donde dicho desplazamiento se realiza de manera constante o bien, fija a lo largo de la coordenada longitudinal del bloque hueco, sino que también la excentricidad “se mueve” en el sentido de la coordenada longitudinal del bloque hueco de manera que se obtiene un desarrollo helicoidal de la superficie interior del bloque hueco en relación con la superficie exterior del bloque hueco. Dicho desarrollo de la excentricidad está condicionado por el proceso de laminación en el tren de laminación de cilindros cruzados, de manera que el carácter de la periferia resulta similar al desarrollo de un sacacorchos. El desarrollo de dicha excentricidad se determina mediante el denominado espiral interior principal, cuya altura de paso o bien, longitud de paso se obtiene del proceso en el tren de laminación de cilindros cruzados, y en dicho punto a partir del ángulo de avance del tren de laminación de cilindros cruzados. El desarrollo de la excentricidad se repite periódicamente con la longitud de paso. Otras excentricidades de carácter periférico se presentan con una altura de paso importante o bien, con una frecuencia reducida, superpuesta, por ejemplo, por un calentamiento completo no uniforme del bloque en el horno de solera giratoria.
De la patente EP 1 102 033 A se conoce previamente un método para la medición sin contacto del grosor de pared caliente en línea, para detectar las estructuras no deseadas de la pared interior de un tubo, por ejemplo, polígonos interiores que resultan interferentes. Para ello, se prevé que mediante el método de ultrasonidos por láser y utilizando un cabezal de medición, se pueda escanear un segmento de la pared del tubo a medir, durante el proceso de laminación en el sentido periférico. Además, se prevé que eventualmente mediante análisis matemáticos y mediante la observación de la simetría, se pueda reconstruir en un elemento ordenador el desarrollo de la pared de la sección transversal del tubo, sin que se proporcionen detalles para dicho fin.
La medición del desarrollo de la excentricidad a lo largo de la coordenada longitudinal del bloque hueco, es decir, la determinación de la superficie interior del bloque hueco en relación con la superficie exterior del bloque hueco a lo largo de la coordenada longitudinal del bloque hueco, resulta problemática por las siguientes razones:
La excentricidad principal, es decir, el espiral interior principal cuya altura de paso se obtiene mediante el ángulo de avance del tren de laminación de cilindros cruzados, es idéntica al “espiral de medición”. Por dicho espiral se entiende el desarrollo del punto de contacto entre el bloque hueco y el dispositivo de medición del grosor de pared. Después de que el bloque hueco haya rotado en la abertura de salida del tren de laminación de cilindros cruzados, y cuando el dispositivo de medición del grosor de pared se encuentra dispuesto de manera fija, el punto de contacto entre el dispositivo de medición del grosor de pared y la superficie del bloque hueco se extiende en el espacio como espiral.
Mediante la igualdad de la longitud de paso del espiral interior principal con la altura de paso del “espiral de medición”, con el dispositivo de medición del grosor de pared no se puede detectar el desarrollo espacial de la excentricidad a lo largo de la coordenada longitudinal del bloque hueco. Más bien, el dispositivo de medición del grosor de pared mide un grosor de pared más o menos constante, que se obtiene a lo largo del espiral de medición. Sin embargo, a partir de ello no se puede deducir el desarrollo espacial del espiral interior principal. Con dicho método o bien, con un sistema de esta clase, no se puede determinar la excentricidad esencial del bloque hueco. En particular, no se puede determinar la extensión espacial de la excentricidad a lo largo de la coordenada longitudinal del bloque hueco, hecho que, sin embargo, resulta deseable o bien, se requiere para una evaluación suficiente de la calidad.
Por lo tanto, el objeto de la presente invención consiste en recomendar un método y un dispositivo correspondiente, con el cual o bien, con los cuales se puede detectar la excentricidad del bloque hueco también en su extensión espacial a lo largo de la coordenada longitudinal del bloque hueco, y proporcionar particularmente una medida para la excentricidad que se pueda utilizar de manera eficiente para la práctica.
La solución de dicho... [Seguir leyendo]
Reivindicaciones:
1. Método para determinar la excentricidad (e) de un bloque hueco (1) antes, durante o después de su paso por un tren de laminación, en donde el bloque hueco (1) realiza un movimiento de traslación en el sentido de su eje longitudinal (L) , mediante, al menos, un dispositivo de medición (2) que detecta el grosor de la pared (s) del bloque hueco (1) en una posición longitudinal y periférica del bloque hueco (1) , en donde el dispositivo de medición (2) se desplaza durante la medición en el sentido del eje longitudinal (L) y/o en el sentido periférico del bloque hueco (1) , y en donde durante dicho desplazamiento se realiza un número de mediciones del grosor de la pared, caracterizado porque el desarrollo de la excentricidad (e) del bloque hueco (1) se representa aproximadamente como el desarrollo del grosor de la pared (s) como una función de la coordenada longitudinal (z) que se extiende en el sentido del eje longitudinal (L) del bloque hueco (1) , y del ángulo de rotación (φ) alrededor de la coordenada longitudinal (z) de acuerdo con la relación en donde s0 es el grosor de pared medio del bloque hueco (1) , s1 es la amplitud del grosor de pared combinada con el grosor de pared medio s0, y δ es el ángulo de posición que depende de la coordenada longitudinal (z) , en donde el dispositivo de medición (2) suministra los grosores de pared medidos durante el paso del bloque hueco (1) , a un elemento ordenador (8) que somete dichos grosores a una transformada de Fourier con el fin de determinar para el desarrollo funcional del grosor de pared (s) como una función de la coordenada longitudinal (z) y del ángulo de rotación (φ) , una aproximación de la forma en donde s0* y si, 1 son los coeficientes de Fourier determinados para el grosor de pared del bloque hueco (1) en la suma (i) del número (n) de elementos en serie de Fourier, y pi y ξi, 1 son los coeficientes de Fourier para las alturas de paso o bien, para el ángulo de posición inicial en la suma (i) del número (n) de elementos en serie de Fourier.
2. Método de acuerdo con la reivindicación 1, caracterizado porque se determina la excentricidad (e) del bloque hueco (1) en la zona de la abertura de salida de un tren de laminación, particularmente de un tren de laminación de cilindros cruzados.
3. Método de acuerdo con la reivindicación 1 ó 2, caracterizado porque el bloque hueco (1) rota alrededor de su eje longitudinal (L) antes, durante o después de su paso por el tren de laminación, particularmente durante su salida del tren de laminación.
4. Método de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el desplazamiento del dispositivo de medición (2) se realiza de manera que se repita cíclicamente.
5. Método de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque el dispositivo de medición (2) se desplaza durante la medición en el sentido del eje longitudinal (L) con la velocidad (v) del bloque hueco (1) , particularmente con la velocidad de salida del bloque hueco (1) desde el tren de laminación.
6. Método de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque durante un desplazamiento exclusivo del dispositivo de medición (2) en el sentido del eje longitudinal (L) , dicho dispositivo realiza un movimiento de elevación que corresponde, al menos, a media altura de paso (H) , preferentemente, al menos, a una altura de paso completa (H) de la excentricidad (e) en el bloque hueco (1) .
7. Método de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque durante el desplazamiento exclusivo del dispositivo de medición (2) en el sentido periférico del bloque hueco (1) , dicho dispositivo realiza un movimiento pivotante que asciende, al menos, a los 180°.
8. Dispositivo para determinar la excentricidad (e) de un bloque hueco (1) antes, durante o después de su paso por un tren de laminación, particularmente para ejecutar el método de acuerdo con una de las reivindicaciones 1 a 7, en donde el bloque hueco (1) realiza un movimiento de traslación en el sentido de su eje longitudinal (L) , y el dispositivo presenta, al menos, un dispositivo de medición (2) para determinar el grosor de pared (s) del bloque hueco (1) en una posición longitudinal y periférica del bloque hueco (1) , en donde el dispositivo de medición (2) se encuentra conectado con un elemento de movimiento (3) que desplaza el dispositivo de medición (2) durante la medición en el sentido del eje longitudinal (L) y/o en el sentido periférico del bloque hueco (1) , caracterizado por un elemento ordenador (8) para realizar una transformada de Fourier para lograr una determinación aproximada del desarrollo de
la excentricidad (e) del bloque hueco, programado para determinar para el desarrollo funcional del grosor de pared
(s) como una función de la coordenada longitudinal (z) y del ángulo de rotación (φ) , una aproximación de la forma en donde s0* y si, 1 son los coeficientes de Fourier determinados para el grosor de pared del bloque hueco (1) en la suma (i) del número (n) de elementos en serie de Fourier, y pi y ξi, 1 son los coeficientes de Fourier para las alturas de paso o bien, para el ángulo de posición inicial en la suma (i) del número (n) de elementos en serie de Fourier.
9. Dispositivo de acuerdo con la reivindicación 8, caracterizado porque el dispositivo de medición (2) se encuentra dispuesto en la zona de la abertura de salida de un tren de laminación, particularmente de un tren de laminación de cilindros cruzados.
10. Dispositivo de acuerdo con la reivindicación 8 ó 9, caracterizado porque el elemento de movimiento (3) presenta una guía lineal (4) que se extiende en el sentido del eje longitudinal (L) del bloque hueco (1) , y presenta una corredera (5) que se puede desplazar sobre dicha guía.
11. Dispositivo de acuerdo con la reivindicación 8 ó 9, caracterizado porque el elemento de movimiento (3) presenta una guía (6) que se extiende en el sentido periférico del bloque hueco (1) , y presenta una corredera (7) que se puede desplazar sobre dicha guía.
12. Dispositivo de acuerdo con una de las reivindicaciones 8 a 11, caracterizado porque el, al menos un, dispositivo de medición (2) presenta medios (9) para la introducción de una señal de ultrasonido (10) en la superficie del bloque hueco (1) .
13. Dispositivo de acuerdo con la reivindicación 12, caracterizado porque el medio (9) es un láser, particularmente un láser Nd:YAG bombeado por lámparas de destello.
14. Dispositivo de acuerdo con una de las reivindicaciones 8 a 13, caracterizado porque el, al menos un, dispositivo de medición (2) presenta medios (11) para medir un intervalo de tiempo (Δt) entre dos señales de eco de ultrasonidos, que emite el bloque hueco (1) como consecuencia de la introducción de la señal de ultrasonido (10) .
15. Dispositivo de acuerdo con la reivindicación 14, caracterizado porque el medio (11) presenta un láser (12) , particularmente un láser Nd:YAG bombeado por diodos, y un analizador óptico (13) , particularmente un interferómetro de Fabr y -Perót.
Patentes similares o relacionadas:
Procedimiento de fabricación de una banda de acero para embalaje y equipo asociado, del 6 de Febrero de 2019, de Arcelormittal: Procedimiento para la producción continua de bandas de acero de embalaje revestidas con una capa de pasivación, en el que se deposita sobre […]
DISPOSITIVO DE MEDICIÓN DIMENSIONAL DE UNA PIEZA DE TRABAJO, del 12 de Abril de 2017, de SMS group GmbH: Dispositivo de medición. Para proporcionar un dispositivo de medición que funcione bien también en entornos hostiles, por ejemplo a altas temperaturas […]
 Corrección dinámica del grosor, del 9 de Julio de 2014, de ALUMINIUM NORF GMBH: Procedimiento para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación […]
Corrección dinámica del grosor, del 9 de Julio de 2014, de ALUMINIUM NORF GMBH: Procedimiento para la corrección del grosor de una cinta metálica al laminar con una caja de laminación con elementos de ajuste para la regulación […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA MEDICION DEL ESPESOR Y LA EXCENTRICIDAD DE PIEZAS DE TRABAJO ALARGADAS., del 16 de Julio de 2006, de LAP GMBH LASER APPLIKATIONEN: Procedimiento para la medición del diámetro y la excentricidad de productos circulares que se desplazan en su dirección longitudinal en trenes de laminado, […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA MEDICION DEL GROSOR DE PIEZAS DE TRABAJO DE FORMA NO REDONDA Y ALARGADA Y DESPLAZADAS HACIA DELANTE EN LA DIRECCION DE SU EJE LONGITUDINAL CON UNA POSICION ANGULAR CUALQUIERA Y MODIFICABLE., del 1 de Enero de 2004, de LAP GMBH LASER APPLIKATIONEN: METODO PARA MEDIR EL GROSOR DE PIEZAS OVALADAS Y DESPLAZADAS EN LA DIRECCION DE SU EJE LONGITUDINAL DESDE UNA POSICION ANGULAR LIBRE Y MODIFICABLE, QUE SE […]
METODO PARA MEDIR LAS VARIACIONES EN LA SECCION DE UNA BARRA LAMINADA., del 16 de Mayo de 2003, de CENTRO AUTOMATION SPA: LA INVENCION SE REFIERE A UN METODO PARA MEDIR LAS VARIACIONES DE SECCION DE UNA BARRA LAMINADA EN CALIENTE DURANTE EL PROCESO. EL METODO INCLUYE […]
 PROCEDIMIENTO PARA MEDIR PRODUCTOS LINEALES, del 1 de Mayo de 2008, de BETRIEBSFORSCHUNGSINSTITUT VDEH INSTITUT FUR ANGEWANDTE FORSCHUNG GMBH: LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA MEDICION DE PRODUCTOS ALARGADOS EN TRENES DE LAMINACION COMO POR EJEMPLO PARA REGISTRO DE ALINEACION, ESPESOR, […]
PROCEDIMIENTO PARA MEDIR PRODUCTOS LINEALES, del 1 de Mayo de 2008, de BETRIEBSFORSCHUNGSINSTITUT VDEH INSTITUT FUR ANGEWANDTE FORSCHUNG GMBH: LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA MEDICION DE PRODUCTOS ALARGADOS EN TRENES DE LAMINACION COMO POR EJEMPLO PARA REGISTRO DE ALINEACION, ESPESOR, […]
Procedimiento y dispositivo de ayuda al control en producción de la capacidad de penetración de tubos, del 6 de Noviembre de 2019, de Vallourec Tubes France: Procedimiento de ayuda al control de tubos de acero en producción, que comprende las etapas siguientes: a. adquirir datos de medición, representativos […]