Método de tratamiento térmico.
Procedimiento para el tratamiento térmico de piezas de trabajo en un horno de tratamiento térmico,
en el que un gas propelente es inyectado directamente en el horno de tratamiento térmico mediante al menos una tobera de inyección y la atmosfera de tratamiento es puesta en circulación en el horno de tratamiento térmico, en el que las piezas de trabajo son tratadas térmicamente en la atmósfera de tratamiento a una temperatura de más de 600 ºC, preferiblemente más de 750 ºC y de modo que el gas propelente es inyectado en el horno de tratamiento de manera que la atmósfera de tratamiento es puesta en rotación esencialmente por el gas propelente inyectado y se reducen las inhomogeneidades en la atmósfera de tratamiento, caracterizado por que un portador de hidrocarburo en forma de gas es alimentado a la zona de aspiración de la tobera de inyección a baja presión y distribuido mediante el gas propelente en el horno de tratamiento térmico y por que en el interior del horno de tratamiento térmico no están previstos dispositivos para la conducción o la conducción forzada de la atmósfera de tratamiento a la tobera de inyección o en la dirección de la tobera de inyección.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07006603.
Solicitante: LINDE AG.
Nacionalidad solicitante: Alemania.
Dirección: KLOSTERHOFSTRASSE 1 80331 MUNCHEN ALEMANIA.
Inventor/es: MAHLO,THOMAS, WANING,GERD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C21D1/767 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › con circulación forzada de gas; Su recalentamiento.
- C21D9/00 C21D […] › Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
- F27B9/30 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 9/00 Hornos en los cuales la carga se desplaza mecánicamente, p. ej. de tipo túnel (F27B 7/14 tiene prioridad ); Hornos similares en los cuales la carga se desplaza por gravedad. › Partes constitutivas, accesorios o equipos particulares a los hornos de estos tipos.
- F27D7/02 F27 […] › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › F27D 7/00 Producción, mantenimiento o circulación de una atmósfera en las cámaras de calentamiento. › Alimentación de vapor de agua, de gas, o de líquido.
PDF original: ES-2462543_T3.pdf
Fragmento de la descripción:
Método de tratamiento térmico.
La invención se refiere a un procedimiento para el tratamiento térmico de piezas de trabajo en un horno de tratamiento térmico, en el que un gas propelente es inyectado directamente en el horno de tratamiento térmico mediante al menos una tobera de inyección y la atmósfera de tratamiento es puesta en circulación en el horno de tratamiento térmico.
En muchos hornos de tratamiento térmico la atmósfera de tratamiento es puesta en circulación con ventiladores para mejorar la homogeneidad de la atmósfera dentro de la instalación del horno. Además se puede conseguir así un intercambio de materia rápido entre la atmósfera del horno y el producto de tratamiento térmico. Sin circulación de la atmósfera de tratamiento se producirían grandes inhomogeneidades en la atmósfera de tratamiento.
El funcionamiento, el mantenimiento y la conservación de estos sistemas de ventiladores a menudo ocasionan costes considerables al explotador de la instalación del horno. También por los desequilibrios en los ventiladores pueden ser causadas vibraciones en el horno de tratamiento térmico que pueden dañar la construcción del horno, por ejemplo las muflas, las retortas, los elementos de calentamiento o la mampostería.
Por el documento EP 0 355 520 B1 es conocido un horno de paso continuo en el que por insuflación del gas de tratamiento en el trayecto de enfriamiento del horno de paso continuo es generado un flujo de gas definido en la dirección de paso del producto de tratamiento o en la contraria, es decir paralelamente a la dirección longitudinal del horno. El flujo de gas está así preferentemente orientado de manera que se evita lo más posible la penetración de aire infiltrado en puntos críticos.
Por este procedimiento conocido se crea una dirección de flujo principal en el horno, pero no una circulación de la atmósfera en sí. Es decir, no se eleva la homogeneidad de la atmósfera en el interior del horno. Por el contrario, el flujo de gas en el horno tiene como objetivo generar un gradiente de concentración.
El objeto de la presente invención es, por tanto, mostrar un procedimiento para el tratamiento térmico que evite lo más posible los problemas que conlleva la circulación de la atmósfera de tratamiento por ventiladores.
Este objeto se consigue con las características de la reivindicación 1, de modo que las piezas de trabajo a una temperatura de más de 600 ºC, preferiblemente más de 750 ºC, son tratadas térmicamente en la atmósfera de tratamiento y de modo que el gas propelente es inyectado en el horno de tratamiento, de modo que la atmósfera de tratamiento es puesta rotación esencialmente por el gas propelente inyectado y se reduzcan las inhomogeneidades en la atmósfera de tratamiento, y de modo que en el horno de tratamiento térmico no están previstos dispositivos para la conducción de la atmósfera de tratamiento a la tobera de inyección.
En el documento EP 0 355 520 B1 se propone, como se describió antes, mejorar la transferencia de calor en el recorrido de enfriamiento de un horno de paso continuo, de manera que en el trayecto de enfriamiento se genere un flujo de gas dirigido por insuflación de un gas de tratamiento. Así, las piezas de trabajo son enfriadas, por ejemplo, desde temperaturas de aproximadamente 300 ºC a aproximadamente 100 ºC. A temperaturas por debajo de 600 ºC prevalece la parte de convección en la transferencia del calor. Por la guía de procedimiento propuesta en el documento EP 0 355 520 B1 se refuerza la convección y se consigue así un mejor enfriamiento.
La presente invención está dirigida, por el contrario, al tratamiento térmico de piezas de trabajo a temperaturas por encima de 600 ºC, preferiblemente por encima de 750 ºC. En este rango de temperaturas se realiza la transferencia de calor esencialmente por radiación. La convección contribuye solo de forma no esencial a la mejora de la transferencia de calor propiamente dicha.
Por tanto, desde el punto de vista de la transferencia de calor no es necesaria una circulación reforzada de la atmósfera de tratamiento. La invención se basa en el conocimiento de que bajo el aspecto de la transferencia de materia-esto es, la interacción termoquímica entre la atmósfera de tratamiento y las piezas de trabajo-por el contrario una circulación de la atmósfera de tratamiento conlleva ventajas de todo punto.
Mediante la inyección a alta velocidad de un gas propelente puede conseguirse una circulación intensiva de la atmósfera de tratamiento y una mezcla mejorada de todos los componentes de la atmósfera de tratamiento. Los diferentes medios listos para reaccionar en la atmósfera de tratamiento pueden así encontrar su reactivo más rápidamente y el tratamiento térmico se desarrolla más rápidamente y de forma más uniforme. Por la elevación según la invención de la velocidad de la atmósfera de tratamiento en la superficie de la pieza de trabajo se refuerza la intensidad del intercambio de materia. Los documentos US 4354827, US 4191525 o el US 5795146 se refieren a procedimientos y dispositivos para la circulación, mezcla y/o conducción forzada de la atmósfera de tratamiento sin o con instalaciones sencillas. El documento EP075438 A1 se refiere a la introducción simultánea de metanol con nitrógeno como gas propelente en el horno con solera de rodillos.
Según la invención un gas propelente es emitido a chorros en el horno de tratamiento. Los lugares de emisión de chorros y los dispositivos de emisión de chorros de los diferentes chorros de gas propelente se eligen de manera
que tenga lugar una circulación lo mejor posible de la atmósfera de tratamiento en el horno de tratamiento térmico. En caso de una disposición adecuada de las toberas de gas propelente previstas para la emisión de chorros del gas propelente puede prescindirse esencialmente de medidas adicionales para la circulación de la atmósfera de tratamiento.
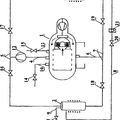
Según la invención el gas propelente es inyectado directamente en el horno de tratamiento térmico. Las toberas de inyección para la alimentación del gas propelente están dispuestas en las paredes laterales o en el techo o la cubierta del horno de tratamiento térmico y el gas propelente es emitido a chorros directamente en el interior del horno. El orificio de salida de la tobera de inyección termina directamente en el horno de tratamiento térmico. Para reequipar un horno existente solo hay que colocar las toberas de inyección en lugares adecuados en las paredes o la cubierta del horno y aplicarles el gas propelente.
En el interior del horno no son necesarios ni instalaciones ni dispositivos para la guía forzada de la atmósfera de tratamiento en la dirección de la (s) tobera (s) de inyección. En particular el gas propelente no es inyectado en tubos o piezas de tubo en las que debe ser generada una presión negativa para según el principio de bombas de inyección de agua aspirar la atmósfera de tratamiento en las piezas tubulares y con ello conseguir una circulación de la atmósfera de tratamiento.
En el marco de la invención se reconoció que por inyección del gas propelente con alta velocidad puede ser generado un perfil de flujo que aspire, arrastre y ponga en circulación grandes cantidades de atmósfera de tratamiento. Por tanto, según la invención no es necesario prever instalaciones costosas en el horno de tratamiento térmico. Los hornos de tratamiento térmico ya existentes pueden ser transformados por tanto de forma fácil al procedimiento según la invención.
La atmósfera es puesta en circulación en el horno de tratamiento solo por el gas propelente inyectado. Puede prescindirse de los ventiladores que eran aplicados hasta ahora para este fin. La invención representa, por tanto, una sustitución considerablemente libre de mantenimiento de los sistemas de ventilador hasta ahora habituales. Los costes de mantenimiento y conservación pueden ser reducidos esencialmente.
Ventajosamente el gas impelente es inyectado en esencia perpendicularmente a la dirección longitudinal del horno de tratamiento térmico. El procedimiento mencionado al principio de acuerdo con el documento EP 0 355 520 B1 se puede emplear solo en la zona de enfriamiento del horno de paso continuo, pero no en la cámara del horno propiamente dicha. La zona de enfriamiento es relativamente larga, pero tiene una extensión transversal muy pequeña, de manera que puede ser generado muy bien un flujo longitudinal. La cámara de horno o tratamiento, en la que tiene lugar el tratamiento térmico propiamente dicho, es esencialmente más alta y posee numerosas instalaciones. Además la atmósfera en la cámara de tratamiento tiene otra composición, en particular una mayor viscosidad.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el tratamiento térmico de piezas de trabajo en un horno de tratamiento térmico, en el que un gas propelente es inyectado directamente en el horno de tratamiento térmico mediante al menos una tobera de inyección y la atmosfera de tratamiento es puesta en circulación en el horno de tratamiento térmico, en el que las piezas de trabajo son tratadas térmicamente en la atmósfera de tratamiento a una temperatura de más de 600 ºC, preferiblemente más de 750 ºC y de modo que el gas propelente es inyectado en el horno de tratamiento de manera que la atmósfera de tratamiento es puesta en rotación esencialmente por el gas propelente inyectado y se reducen las inhomogeneidades en la atmósfera de tratamiento, caracterizado por que un portador de hidrocarburo en forma de gas es alimentado a la zona de aspiración de la tobera de inyección a baja presión y distribuido mediante el gas propelente en el horno de tratamiento térmico y por que en el interior del horno de tratamiento térmico no están previstos dispositivos para la conducción o la conducción forzada de la atmósfera de tratamiento a la tobera de inyección o en la dirección de la tobera de inyección.
2. Procedimiento según la reivindicación 1, caracterizado por que la atmósfera de tratamiento es puesta en circulación solo por el gas propelente inyectado.
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado por que el gas propelente es inyectado en esencia perpendicularmente a la dirección longitudinal del horno de tratamiento térmico.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado por que el gas propelente es inyectado en el horno de tratamiento térmico con una velocidad de más de 50 m/s, preferiblemente una velocidad superior a la del sonido.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado por que el gas propelente es inyectado en el horno de tratamiento térmico con una presión entre 2 y 20 bar, preferiblemente entre 2 y 10 bar.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado por que el gas propelente es inyectado en el horno de tratamiento térmico de forma pulsante.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado por que es inyectado nitrógeno como gas propelente en el horno de tratamiento térmico.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado por que el gas propelente es inyectado en el horno de tratamiento térmico, de manera que la relación de los volúmenes de atmósfera de tratamiento puesta en circulación respecto al gas propelente introducido es mayor de 10, preferiblemente mayor de 20, de forma particularmente preferida mayor de 25.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado por que las piezas de trabajo son tratadas térmicamente en un horno con solera de rodillos.
Patentes similares o relacionadas:
Procedimiento para el tratamiento térmico de piezas de fundición poniendo en práctica un temple al aire y sistema para la puesta en práctica de dicho procedimiento, del 9 de Octubre de 2019, de MONTUPET S.A.: Procedimiento para el tratamiento térmico de un lote de piezas de fundición, que comprende una operación de puesta en solución realizada en un horno cargado con las piezas […]
Dispositivo de calentamiento para componente anular y cavidad anular del mismo, del 11 de Septiembre de 2019, de BEIJING GOLDWIND SCIENCE & CREATION WINDPOWER EQUIPMENT CO., LTD: Una cavidad anular de un dispositivo de calentamiento que comprende un calentador de flujo de gas y un ventilador de extracción , en la que la cavidad anular […]
DISPOSITIVO PARA LA SOLICITACION UNIFORME DE UNA SUPERFICIE PLANA DE UNA PIEZA DE TRABAJO CON UN GAS CALENTADO., del 1 de Marzo de 2007, de OTTO JUNKER GMBH: Dispositivo para la solicitación uniforme de una superficie plana de una pieza de trabajo con un gas calentado, en el que está previsto un plato de toberas […]
DISPOSITIVO PARA EL TRATAMIENTO DE PIEZAS DE TRABAJO METALICAS CON GAS DE REFRIGERACION., del 1 de Diciembre de 2006, de ALD VACUUM TECHNOLOGIES AG: Dispositivo para el tratamiento de piezas metálicas con gas refrigerante, con una carcasa cilíndrica con una abertura para introducir y sacar las piezas , con una […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL TRATAMIENTO TERMICO DE PIEZAS DE TRABAJO METALICAS., del 16 de Octubre de 2004, de IPSEN INTERNATIONAL GMBH: Procedimiento para el tratamiento térmico de piezas de trabajo metálicas, o de pilas de éstas formadas por varias piezas de trabajo metálicas que están […]
PROCEDIMIENTO PARA EL TRATAMIENTO TERMICO DE PIEZAS DE TRABAJO METALICAS., del 1 de Abril de 2003, de IPSEN INTERNATIONAL GMBH: Procedimiento para el tratamiento térmico de piezas de trabajo metálicas, según el cual se genera mediante un ventilador una corriente de gas de refrigeración en […]
HORNO PARA EL TRATAMIENTO TERMICO DE CARGAS DE PIEZAS METALICAS DE TRABAJO., del 16 de Octubre de 2001, de IPSEN INTERNATIONAL GMBH: LA INVENCION TRATA DE UN HORNO PARA EL TRATAMIENTO EN CALIENTE DE CARGAS DE PIEZAS METALICAS CON UNA CARCASA DE HORNO Y UNA CAMARA DE CALENTAMIENTO QUE DEJA […]
 UNIDAD DE ENDURECIMIENTO DE CICLO CERRADO DE HIDROGENO, del 11 de Junio de 2010, de SECO/WARWICK SP. Z O.O: Unidad de endurecimiento de hidrógeno de ciclo cerrado, compuesta por un horno de vacío con un sistema interno de templado y circulación, ajustado para funcionar […]
UNIDAD DE ENDURECIMIENTO DE CICLO CERRADO DE HIDROGENO, del 11 de Junio de 2010, de SECO/WARWICK SP. Z O.O: Unidad de endurecimiento de hidrógeno de ciclo cerrado, compuesta por un horno de vacío con un sistema interno de templado y circulación, ajustado para funcionar […]