Método de lastrado de tuberías de plástico.
Método de lastrado de una tubería de plástico con una pared hueca,
llena de aire, en el que la pared hueca se llena con un medio fluyente que desplaza el aire, comprendiendo dicho medio fluyente utilizado una masa que puede ser bombeada y que tiene una densidad de 1.100 a 2.500 kg/m3, y la masa de lastrado se bombea en la pared hueca de la tubería a presión al mismo tiempo que evacua el aire de la pared, caracterizado porque el aire dentro de la pared hueca de la tubería se evacua mediante la creación de una presión reducida en el otro extremo de la tubería para crear un aumento de la diferencia de presión dentro de la pared hueca de la tubería.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2008/050440.
Solicitante: OY KWH PIPE AB.
Nacionalidad solicitante: Finlandia.
Dirección: P.O. BOX 21 65101 VAASA FINLANDIA.
Inventor/es: HOLM,ALF, VESTMAN,CHRISTIAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16L1/16 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 1/00 Colocación o recuperación de tubos; Reparación o montaje de los tubos sobre o bajo el agua. › sobre el fondo.
PDF original: ES-2530192_T3.pdf
Fragmento de la descripción:
Método de lastrado de tuberías de plástico La presente invención se refiere a un método, según el preámbulo de la reivindicación 1, para el lastrado de tuberías de plástico que tienen una pared hueca.
El documento WO 02/088587 A1 divulga un método de lastrado de una tubería de plástico con una pared hueca, llena de aire, en la que el hueco se llena con un medio fluido que desplaza el aire, comprendiendo dichomedio fluido utilizado unamasa que puede ser bombeada y quetiene una densidad de 1.100 a 2.500 kg/m3, en el que lamasa de lastrado se bombea en la pared hueca de latubería a presión, evacuando al mismo tiempo el aire de la pared.
De acuerdo con un método del tipo mencionado anteriormente, la pared hueca de la tubería de plástico se llena con un medio fluido que desplaza el aire contenido en lamisma y que, por lotanto, aumenta el lastre de latubería.
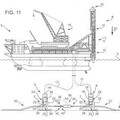
Para sumergir o hundir las tuberías en el mar o en lagos, el procedimiento convencional es típicamente sellar ambos extremos de una tubería de forma alargada y lastrada y remolcar la tubería a la ubicación donde va a ser sumergida. La tubería se llena con agua de manera controlada mediante la apertura de las válvulas en los extremos de la tubería y permitiendo que el agua fluya dentro de la tubería. Cuando la flotabilidad ya no es suficiente para mantener la tubería flotando en la superficie del mar, la tubería se hundirá hasta el fondo. Ocasionalmente, la tubería está cubierta adicionalmente con masas de recubrimiento para fijar la tubería en contra de fuerzas de las olas y las corrientes marinas, en su caso, y con las cargas externas, tales como anclajes.
Las tuberías termoplásticas que tienen una densidad demenos de 1000 kg/m3 (por ejemplo, tuberías de polietileno y
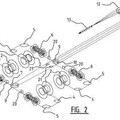
polipropileno) deben ser lastradas más que, por ejemplo, las tuberías termoplásticas reforzadas (tuberías de fibra de vidrio) durante la inmersión de tuberías marinas. Los lastres típicos están formados por los lastres de hormigón moldeado que se atornillan a las tuberías en espacios uniformes para conseguir un lastre total adecuado de la tubería para permitir un hundimiento controlado.
Además de las tuberías convencionales con paredes masivas (sólidos) , también se utilizan tuberías ligeras que tienen las paredes de las tuberías formadas por perfiles huecos para instalaciones marinas. Estas tuberías, naturalmente, tienen una flotabilidad superior a las tuberías de pared compacta, y esta flotabilidad adicional tiene que ser compensada con lastres adicionales. La flotabilidad de la tubería puede reducirse algo rellenando el perfil hueco con agua, pero esto no es suficiente para la inmovilización de la tubería en el fondo del mar; para este propósito, la densidad del agua es demasiado pequeña. Además, las bolsas de aire se forman fácilmente en los perfiles cuando se permite que el agua fluya libremente en el interior del perfil hueco.
Los lastres (es decir, los lastres para sumergir) causan costes adicionales y, por ejemplo, los contrapesos de hormigón utilizados convencionalmente causan cargas puntuales en las tuberías. En particular, cuando se combinan con dichas tuberías ligeras que tienen paredes de tuberías huecas, las cargas puntuales pueden ser críticas, ya que el espesor de pared del perfil es mucho menor que para las tuberías de las mismas dimensiones que tienen una pared de latubería sólida.
La sujeción de los lastres a la tubería tiene que ser muy fiable a fin de evitar un desplazamiento de los lastres en la 45 dirección axial durante el hundimiento de la tubería debido a que la tubería ocupa una forma de S durante la inmersión dela tubería, en particular, en aguas profundas desde la superficie al fondo.
Es un objetivo de la presente invención eliminar al menos una parte de los problemas que están relacionados con la técnica conocida y proporcionar una manera fiable y económicamente viable a las tuberías de plástico lastradas (es decir, termoplásticas) , en particular tuberías ligeras con pared formada por un perfil hueco, para permitir la inmersión de las tuberías durante la canalización marina y para la inmovilización eficiente de las tuberías en instalaciones terrestres.
La invención se basa en la idea de que las paredes huecas de una tubería del tipo antes mencionado se llenan con 55 un material fluido (a continuación también denominado líquido) , que desplaza el gas, normalmente aire, que está presente en la pared. El material tiene una densidad sustancialmente mayor que la del agua. Preferentemente, la densidad de la masa de lastrado es tan grande que el porcentaje de lastrado final de la tubería está entre aproximadamente del 1% al 25%, en particular aproximadamente del 5% al 15%. El porcentaje de lastrado significa la relación entre el lastre extra y la flotabilidad de una tubería llena de aire. Un ejemplo de realización de un material de lastrado que fluye adecuado comprende una mezcla de hormigón que puede ser bombeada y que tiene un tiempo de endurecimiento extendido.
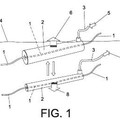
Una tubería de lastre ligero comprende una pared de tubería formada por uno o varios perfiles termoplásticos continuos, huecos de un material termoplástico adecuado, por ejemplo poliolefina, que se enrolla en espiral para 65 formarlavainadeuncilindroquedefinelacavidadcentral, axialdelatubería. Losperfilesdeplásticoqueformanlas paredes se sueldan entre sí para formar una pared de la tubería ajustada.
Una tubería tiene generalmente un gran número de tuberías individuales del presente tipo que se unen entre sí por ejemplo, por soldadura o por medio de juntas de bridas paraformar una tubería continua.
Más específicamente, el método según la presente invención se caracteriza por lo que se indica en la parte caracterizadora dela reivindicación 1.
Se obtienen considerables ventajas con la presente invención. La masa de lastrado preferente, es decir, la mezcla de hormigón, es generalmente fácilmente disponible en los sitios de instalación de la tubería, es barata y, cuando se inyecta en la pared de la tubería, proporciona un lastrado fiable de la tubería que no da lugar a cargas puntuales. La necesidad para el anclaje de los lastres se reduce o se elimina totalmente. El aglutinante de la masa impide la segregación del agregado que de otromodo podría dar lugar a una distribución desigual del lastre dentro de la pared de la tubería.
Preferentemente, se utiliza un material de lastrado que tiene un tiempo de endurecimiento largo y que exhibe una resistencia final que es pequeña en comparación con la resistencia del material de la tubería de plástico. El tiempo de endurecimiento largo asegura la fluidez del material de relleno hasta que la tubería está sumergida y se encuentra en el fondo del mar o lago. La baja resistencia final asegura que, durante cualquier movimiento al que la tubería pueda ser sometida, la tubería exhibirá el comportamiento viscoelástico típico de las tuberías termoplásticas.
El material de relleno utilizado con ello no causa tal rigidez de la pared que podría dar pie a una ruptura de la tubería durante cualquier carga de lamisma.
La invención se examinarámás de cerca con la ayuda dela siguiente descripción detallada.
Como se verá a partir de lo anterior, la invención se refiere a un método de lastrado de tuberías de plástico que tienen una pared hueca, llena de aire, de acuerdo con el método, la pared hueca se llena con una masa de lastrado/inyección que fluye que desplaza el aire de la pared de la tubería. La tubería de ese modo se hace más pesada y más fácil de sumergir durantelas instalaciones marinas.
Las tuberías huecas que se lastran según la presente invención comprenden preferentemente una tubería con una vaina de doble pared (es decir, una tubería de doble pared) . Las paredes dobles dan a las tuberías buena rigidez anular, al mismo tiempo que el peso se hace menor que para las tuberías correspondientes con paredes sólidas. Estas tuberías ligeras están compuestas de, por ejemplo, una pared formada por un perfil de plástico enrollado en espiral que tiene una forma cilíndrica o de sección transversal rectangular, en la que los devanados del perfil
adyacentes se sueldan entre sí para formar una pared hueca.
Además de los perfiles que tienen una sección transversal cilíndrica o rectangular, también se puede utilizar perfiles que tengan otras geometrías y secciones transversales abiertas. Como ejemplo de este tipo de tuberías, se puede mencionar la tubería Weholite fabricada y suministrada por Oy KWH Pipe Ab, Vaasa, Finlandia. La tubería tiene dimensiones de hasta 3, 5 m y es adecuada para la construcción de tuberías para el transporte... [Seguir leyendo]
Reivindicaciones:
1. Método de lastrado de una tubería de plástico con una pared hueca, llena de aire, en el que la pared hueca se llena con un medio fluyente que desplaza el aire, comprendiendo dichomedio fluyente utilizado una masa que puede ser bombeada y que tiene una densidad de 1.100 a 2.500 kg/m3, y la masa de lastrado se bombea en la pared hueca de la tubería a presión al mismo tiempo que evacua el aire de la pared, caracterizado porque el aire dentro de la pared hueca de la tubería se evacua mediante la creación de una presión reducida en el otro extremo de la tubería para crear un aumento dela diferencia de presión dentro dela pared hueca de la tubería.
2. Método de acuerdo con la reivindicación 1, en el que la masa de lastrado utilizado comprende un agregado junto con un aglutinante para el agregado, por ejemplo una mezcla de hormigón.
3. Método de acuerdo con la reivindicación 1 o 2, en el que la masa de lastrado, en particular una mezcla de hormigón, tiene un tiempo de endurecimiento demás de 24 horas, preferentemente demás de 48 horas. 15
4. Método de acuerdo con cualquiera de las reivindicaciones 1 a 3, en el que la masa de lastrado tiene una densidad de aproximadamente 1.200 a 2.000 kg/m3, preferentementede aproximadamente 1.700 a 1.900 kg/m3.
5. Método de acuerdo con cualquiera de las reivindicaciones 1 a 4, en el que la tubería se lastra para lograr un
porcentaje de lastrado de 1 a 25%, preferentemente de aproximadamente 5 a 20%, en particular aproximadamente 7, 5 a 15%, calculado a partir de la flotabilidad en el agua de la correspondiente tubería llena de aire.
6. Método de acuerdo con cualquiera de las reivindicaciones 1 a 5, que comprende el lastrado de una tubería de doble pared. 25
7. Método según la reivindicación 6, en el que la tubería de doble pared es una pared de lastre ligero formado por perfiles termoplásticos enrollados en espiral que tienen una sección transversal rectangular, cuadrática, elíptica o cilíndrica, estando los devanados de perfil adyacentes soldados entre sí paraformar la pared hueca de la tubería.
8. Método de acuerdo con cualquiera de las reivindicaciones 1 a 7, en el que las propiedades de resistencia finales demasa soninferiores alas de latubería termoplástica.
Patentes similares o relacionadas:
Dispositivo de almacenamiento y de manipulación modular de una pluralidad de conductos flexibles, del 30 de Agosto de 2017, de SAIPEM SA: Dispositivo de almacenamiento y manipulación modular de primero(s) a (n+2)ésimo(s) conductos flexibles, siendo n un número entero de 0 a 10, por enrollado y desenrollado […]
Aparato y método para colocar un objeto alargado de un buque, del 23 de Noviembre de 2016, de Parkburn Precision Handling Systems Limited: Un aparato para proveer un objeto alargado desde un buque flotante y para suspender una primera porción (6a) del objeto alargado en un cuerpo de agua debajo […]
Conjunto para el transporte de líquido por tubería y estructura flotante asociada, del 14 de Septiembre de 2016, de Via Marina: Conjunto que comprende: - un tubo de transporte de líquido, presentando este tubo un eje longitudinal y siendo: * flexible, * deformable entre una […]
Método de unir dos porciones de una tubería submarina para conducir fluidos y/o gas, del 4 de Diciembre de 2013, de SAIPEM S.P.A.: Un método de unión de dos porciones de una tubería submarina para conducir fluido y/o gas sobre el lecho deuna masa de agua, comprendiendo el método las etapas de: • […]
 Método de unión de dos porciones de una tubería submarina tendida sobre el lecho de una masa de agua para conducir fluidos y/o gas, del 27 de Noviembre de 2013, de SAIPEM S.P.A.: Un método de unión de dos porciones de una tubería submarina tendida sobre el lecho de una masa de aguapara conducir de fluido y/o gas, comprendiendo el método […]
Método de unión de dos porciones de una tubería submarina tendida sobre el lecho de una masa de agua para conducir fluidos y/o gas, del 27 de Noviembre de 2013, de SAIPEM S.P.A.: Un método de unión de dos porciones de una tubería submarina tendida sobre el lecho de una masa de aguapara conducir de fluido y/o gas, comprendiendo el método […]
 Sistema de abandonamiento y recuperación y método, y conector de cables, del 17 de Abril de 2013, de ALLSEAS GROUP S.A.: Método para abandonar o recuperar una carga, típicamente una tubería o estructura submarina, en el mar, utilizando un conjunto multi-cable con al menos dos cables para […]
Sistema de abandonamiento y recuperación y método, y conector de cables, del 17 de Abril de 2013, de ALLSEAS GROUP S.A.: Método para abandonar o recuperar una carga, típicamente una tubería o estructura submarina, en el mar, utilizando un conjunto multi-cable con al menos dos cables para […]
 SISTEMA DE ELEVACION Y DESCENSO DE UN CABO, CABLE U OTRO ELEMENTO LONGITUDINAL SUMERGIDO, del 8 de Junio de 2012, de SOLER PEDEMONTE, XAVIER: Sistema de elevación y descenso de un cabo, cable u otro elemento longitudinal sumergido.
Comprende una estructura hinchable de trazado longitudinal que […]
SISTEMA DE ELEVACION Y DESCENSO DE UN CABO, CABLE U OTRO ELEMENTO LONGITUDINAL SUMERGIDO, del 8 de Junio de 2012, de SOLER PEDEMONTE, XAVIER: Sistema de elevación y descenso de un cabo, cable u otro elemento longitudinal sumergido.
Comprende una estructura hinchable de trazado longitudinal que […]
 DISPOSICION DE TRASVASE INTERCUENCAS SUBMARINA, del 20 de Abril de 2010, de LAHUERTA ANTOUNE,IVAN
LAHUERTA ANTOUNE,SEBASTIAN M.
LAHUERTA ROMEO,MANUEL
GONZALEZ GABANA (12%),JOSE FELIX: Disposición de trasvase intercuencas submarina, que interconecta diversas cuencas mediante el principio de los vasos comunicantes, comprendiendo tubería principal sumergida […]
DISPOSICION DE TRASVASE INTERCUENCAS SUBMARINA, del 20 de Abril de 2010, de LAHUERTA ANTOUNE,IVAN
LAHUERTA ANTOUNE,SEBASTIAN M.
LAHUERTA ROMEO,MANUEL
GONZALEZ GABANA (12%),JOSE FELIX: Disposición de trasvase intercuencas submarina, que interconecta diversas cuencas mediante el principio de los vasos comunicantes, comprendiendo tubería principal sumergida […]