Método para controlar un fleje de metal en un horno de tratamiento térmico.
Un metodo para controlar un fleje (1) de metal que debe tratarse termicamente,
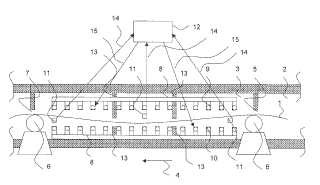
contenido en un homo detratamiento termico de funcionamiento continuo y que avanza en una direcciOn esencialmente horizontal y en unaposici6n suspendida en una zona dispuesta entre unos elementos (6) destinados a soportar el fleje de metal cuandodicho fleje de metal se enfria (3), caracterlzado por quo la trayectoria del fleje (1) de metal se mide mediante undispositivo (11) de medicion, y por que los resultados obtenidos de la medici6n de la trayectoria del fleje (1) de metalse comparan con los valores de posicien deseados predeterminados de la trayectoria en una unidad (12) deautomatized& que este conectada electricamente (14) al dispositivo (11) de medici& y conectada electricamente(15) a las boquillas (10) del agente de enfriamiento, y en base a los resultados de la mediciOn obtenidos, el fleje (1)de metal se somete a un chorro de agente de enfriamiento controlado, de manera que la trayectoria del fleje (1) demetal, al menos en la zona (3) situada entre los elementos destinados a soportar el fleje de metal, se hace avanzarentre los dispositivos (8) instalados alrededor de la trayectoria y destinados a transporter el agente de enfriamiento, yla zona (3) de enfriamiento entre los elementos destinados a soportar el fleje (1) de metal se divide en al menos dosbloques de enfriamiento, separando, por media de una pared (13) de particiOn, los dispositivos destinados atransporter el agente de enfriamiento, de manera que se evita que el agente de enfriamiento que fluye a traves de laboquilla (10) desde un bloque fluya hacia el area de otro bloque de enfriamiento.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2007/000144.
Solicitante: OUTOKUMPU OYJ.
Nacionalidad solicitante: Finlandia.
Dirección: RIIHITONTUNTIE 7 02200 ESPOO FINLANDIA.
Inventor/es: YLIMÄINEN,HANNU.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C21D9/573 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › con enfriamiento.
- C21D9/63 C21D 9/00 […] › estando sujeta la banda por un soporte de gas.
- F27B9/12 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 9/00 Hornos en los cuales la carga se desplaza mecánicamente, p. ej. de tipo túnel (F27B 7/14 tiene prioridad ); Hornos similares en los cuales la carga se desplaza por gravedad. › con dispositivos especiales para precalentar o enfriar la carga.
- F27B9/28 F27B 9/00 […] › para el tratamiento de tramos continuos de material.
PDF original: ES-2432541_T3.pdf
Fragmento de la descripción:
Método para controlar un fleje de metal en un horno de tratamiento térmico La presente invención se refiere a un método para controlar un fleje de metal que debe tratarse térmicamente, contenido en un homo de tratamiento térmico de funcionamiento continuo, fleje de metal que debería tratarse térmicamente, de manera que el fleje de metal pueda conducirse en una zona situada entre elementos destinados a soportar el fleje de metal sin entrar en contacto con las estructuras del horno.
El fleje de metal laminado en frlo, tal como un fleje fabricado de acero inoxidable, se somete, después de la laminación en frlo, a un recocido a una alta temperatura, dentro del intervalo 900 -1150 oC de temperatura, de manera que tiene lugar una recristalización en la microestructura del fleje, y el fleje se hace más fácil de trabajar con respecto a otro tratamiento. En la etapa de recocido, sobre la superficie del fleje se forma una capa de óxido que debe retirarse. La retirada de la capa de óxido se realiza ventajosamente por decapado, por ejemplo en una solución acuosa hecha de ácido nltrico y ácido fluorhídrico. El proceso de decapado se realiza en unas condiciones que se corresponden esencialmente con la temperatura ambiente, y por lo tanto el fleje de metal recocido a una alta temperatura debe enfriarse antes del tratamiento de decapado.
Para enfriar el fleje, la sección de enfriamiento del homo de tratamiento térmico incluye un equipo de enfriamiento, tal como tubos de enfriamiento, provisto en la parte de enfriamiento de los hornos y dispuesto a ambos lados del fleje en la dirección de avance del mismo y cerca, esencialmente, del fleje con el fin de lograr una potencia de enfriamiento suficiente; a través de boquillas instaladas en dichos tubos de enfriamiento, el agente de enfriamiento, tal como el aire, se alimenta en la superficie del fleje. En caso de que el fleje de metal que debe enfriarse entre en contacto mecánico con el equipo de enfriamiento, se raya el fleje de metal tratado, lo que da como resultado pérdidas que afectan a la calidad del fleje de metal y la cantidad de producción.
El documento US 5.616.295 desvela un método para controlar un fleje de metal durante un tratamiento térmico en un horno de tipo suspensión, por lo que el fleje se enfría mediante chorros de gas después de calentarse, y la trayectoria del fleje se controla mediante un flotador de prueba.
El objeto de la presente invención es eliminar los inconvenientes de la técnica anterior y lograr un método nuevo y mejorado para controlar un fleje de metal que debe tratarse térmicamente en un homo de tratamiento térmico de funcionamiento continuo, en una zona situada entre los elementos destinados a soportar el fleje de metal, de manera que pueda eliminarse un contacto mecánico entre el fleje de metal y las estructuras del homo, en particular en relación con la etapa de enfriamiento después del tratamiento térmico del fleje de metal. Las caracterlsticas novedosas esenciales de la invención son evidentes a partir las reivindicaciones adjuntas.
De acuerdo con la invención, un fleje de metal que debe tratarse térmicamente en un homo de tratamiento térmico de funcionamiento continuo, por ejemplo un fleje de metal fabricado de acero inoxidable, se transporta a una velocidad esencialmente alta para enfriarse después de un tratamiento térmico, tal como el recocido, en cuya etapa de enfriamiento el fleje de metal que se hace avanzar de manera esencialmente horizontal y suspendido se somete al tratamiento de chorros de agente de enfriamiento controlados, de manera que la trayectoria del fleje de metal, al menos en la zona situada entre los elementos destinados a soportar el fleje de metal, se hace avanzar entre los dispositivos para transportar el agente de enfriamiento que están instalados alrededor de la trayectoria. Con el fin de realizar un chorro de agente de enfriamiento controlado, la trayectoria del fleje de metal se mide mediante un dispositivo de medición al menos en la dirección longitudinal del fleje de metal, o al menos en la dirección de anchura del fleje de metal, preferentemente de manera esencialmente continua.
En un horno de tratamiento térmico de funcionamiento continuo, el fleje de metal que debe tratarse térmicamente forma, en la zona situada entre los elementos destinados a soportar el fleje de metal, un pandeo que tiene esencialmente la forma de una curva funicular, de manera que el fleje de metal está en su posición más baja en el centro de la zona provista entre los elementos para soportar el fleje de metal. En relación con el proceso de enfriamiento, se cambia el pandeo con la forma de curva funicular, debido a la contracción térmica en oposición a la expansión térmica provocada por la diferencia de temperatura, de manera que la posición del punto más bajo del fleje de metal, en la zona situada entre los elementos destinados a soportar dicho fleje de metal, se desvla de la zona central. Además, debido a que se necesita una gran cantidad de agente de enfriamiento para enfriar el fleje de metal, un cambio en la resistencia al flujo en el sistema de canales de entrada y salida de agente de enfriamiento provoca, especialmente, fluctuaciones en las presiones de boquilla en ambos lados del fleje de metal, lo que al mismo tiempo significa que se cambia la posición del fleje de metal.
De acuerdo con la invención, en un horno de tratamiento térmico de funcionamiento continuo, el enfriamiento del fleje de metal que debe tratarse térmicamente se realiza en al menos una zona de enfriamiento dispuesta entre los elementos destinados a soportar el fleje de metal, comprendiendo dicha zona dispositivos para transportar el agente de enfriamiento, dispositivos que están separados esencialmente a la misma distancia tanto por debajo como por encima del fleje de metal que se hace avanzar esencialmente de manera horizontal. El dispositivo destinado a transportar el agente de enfriamiento está provisto de al menos una boquilla, que se dirige de manera que el agente 2
de enfriamiento emitido se dirija hacia la superficie del fleje de metal en movimiento más allá de la boquilla. Ahora, además del efecto de enfriamiento, la trayectoria del fleje de metal puede cambiarse cuando sea necesario, de manera que pueda evitarse un posible contacto mecánico con el equipo provisto para transportar el agente de enfriamiento. La zona de enfriamiento entre los elementos destinados a soportar el fleje de metal se divide en al menos dos bloques de enfriamiento, separando, por medio de una pared de partición, los dispositivos destinados a transportar el agente de enfriamiento, de manera que se evita que el agente de enfriamiento que fluye a través de la boquilla desde un bloque fluya hacia el área de otro bloque de enfriamiento.
El avance del fleje de metal que debe enfriarse en una zona de enfriamiento provista entre los elementos destinados a soportar el fleje de metal se mide por medio de al menos un dispositivo de medición, preferentemente tanto en la dirección longitudinal del fleje de metal como en la dirección de anchura del mismo. Las seliales de medición medidas por el dispositivo de medición se transfieren eléctricamente a una unidad de automatización, en la que los resultados de localización del fleje de metal indicados por las seliales de medición se comparan con los valores de localización deseados predeterminados. Cuando es necesario, la unidad de automatización maneja de una manera controlada los actuadores provistos en los dispositivos destinados a transportar el agente de enfriamiento para obtener un pandeo deseado en el fleje de metal.
De acuerdo con la invención, el avance del fleje de metal que debe enfriarse en los dispositivos destinados a transportar el agente de enfriamiento y dispuestos tanto por encima como por debajo de la trayectoria del fleje de metal se evita cambiando, en base a las seliales de medición recibidas por la unidad de automatización, la presión de boquilla del agente de enfriamiento emitido desde las boquillas; como consecuencia, se cambia la fuerza del agente de enfriamiento emitido que soporta o presiona el fleje de metal hacia abajo, y la posición del pandeo del fleje de metal que se obtiene es ventajosa con respecto a los dispositivos destinados a transportar el agente de enfriamiento.
De acuerdo con la invención, el agente de enfriamiento empleado es ventajosamente aire, pero el agente de enfriamiento también puede ser, por ejemplo, un gas inerte, tal como nitrógeno o argón, o una mezcla de gases, en la que el contenido de oxigeno es menor que el contenido de oxigeno del aire. Además, el agente de enfriamiento empleado puede ser un liquido, tal como agua, y también una mezcla de gas y liquido.
La invención se describe con más detalle a continuación,... [Seguir leyendo]
Reivindicaciones:
1. Un método para controlar un fleje (1) de metal que debe tratarse térmicamente, contenido en un horno de tratamiento térmico de funcionamiento continuo y que avanza en una dirección esencialmente horizontal y en una posición suspendida en una zona dispuesta entre unos elementos (6) destinados a soportar el fleje de metal cuando dicho fleje de metal se enfria (3) , caracterizado por que la trayectoria del fleje (1) de metal se mide mediante un dispositivo (11) de medición, y por que los resultados obtenidos de la medición de la trayectoria del fleje (1) de metal se comparan con los valores de posición deseados predeterminados de la trayectoria en una unidad (12) de automatización que está conectada eléctricamente (14) al dispositivo (11) de medición y conectada eléctricamente (15) a las boquillas (10) del agente de enfriamiento, yen base a los resultados de la medición obtenidos, el fleje (1) de metal se somete a un chorro de agente de enfriamiento controlado, de manera que la trayectoria del fleje (1) de metal, al menos en la zona (3) situada entre los elementos destinados a soportar el fleje de metal, se hace avanzar entre los dispositivos (8) instalados alrededor de la trayectoria y destinados a transportar el agente de enfriamiento, y la zona (3) de enfriamiento entre los elementos destinados a soportar el fleje (1) de metal se divide en al menos dos bloques de enfriamiento, separando, por medio de una pared (13) de partición, los dispositivos destinados a transportar el agente de enfriamiento, de manera que se evita que el agente de enfriamiento que fluye a través de la boquilla (10) desde un bloque fluya hacia el área de otro bloque de enfriamiento.
2. Un método de acuerdo con la reivindicación 1, caracterizado por que la medición (11) de la trayectoria del fleje (1) de metal se realiza como una medición láser.
3. Un método de acuerdo con la reivindicación 1 o 2, caracterizado por que la medición (11) de la trayectoria del fleje (1) de metal se realiza al menos en la dirección longitudinal del fleje de metal.
4. Un método de acuerdo con la reivindicación 1 o 2, caracterizado por que la medición (11) de la trayectoria del fleje (1) de metal se realiza al menos en la dirección de anchura del fleje de metal.
5. Un método de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado por que el agente de enfriamiento empleado es aire.
6. Un método de acuerdo con cualquiera de las reivindicaciones 1 -4 anteriores, caracterizado por que el agente de enfriamiento empleado es un gas inerte.
7. Un método de acuerdo con cualquiera de las reivindicaciones 1 -4 anteriores, caracterizado por que el agente de enfriamiento empleado es un liquido.
8. Un método de acuerdo con cualquiera de las reivindicaciones 1 -4 anteriores, caracterizado por que el agente de enfriamiento empleado es una mezcla de gas y liquido.
Patentes similares o relacionadas:
DISPOSITIVO Y PROCEDIMIENTO DE ENFRIA- MIENTO PARA ENFRIAR UN ALAMBRE E INSTALACIÓN DE PROCESADO DE ALAMBRE CORRESPONDIENTE, del 22 de Mayo de 2020, de DRUIDS PROCESS TECHNOLOGY, S.L: Dispositivo de enfriamiento para enfriar un alambre que comprende una primera cámara y una segunda cámara de enfriamiento a través de la cual […]
Procedimiento y dispositivo de enfriamiento de un sustrato metálico, del 18 de Marzo de 2020, de Arcelormittal: Procedimiento de enfriamiento de un sustrato metálico que discurre en una dirección longitudinal (A), comprendiendo dicho procedimiento expulsar al menos un primer […]
Enfriamiento forzado con agua de alambres de acero grueso, del 4 de Marzo de 2020, de NV BEKAERT SA: Un método de enfriamiento controlado de uno o múltiples alambres de acero previamente calentados y sustancialmente rectos en un intervalo de temperaturas predeterminado, comprendiendo […]
Procedimiento e instalación de tratamiento térmico continuo de una banda de acero, del 2 de Octubre de 2019, de FIVES STEIN: Procedimiento de tratamiento térmico continuo de una banda de acero según el cual: - la banda pasa a través de cámaras sucesivas de tratamiento térmico, […]
Horno de recocido continuo, del 24 de Julio de 2019, de CHUGAI RO CO., LTD.: Un horno de recocido continuo que comprende una porción de sellado de entrada que permite la introducción de un material sujeto alargado, […]
Horno de recocido y método para recocer un cordón de acero, del 24 de Abril de 2019, de Sandvik Materials Technology Deutschland GmbH: Un horno de recocido para recocer un cordón de acero con un primer aparato de calentamiento para calentar el cordón durante el funcionamiento del horno de recocido […]
Varilla de alambre de alta resistencia con excelente capacidad de trefilado y proceso para producir la misma, del 13 de Febrero de 2019, de NIPPON STEEL CORPORATION: Una varilla de alambre de acero de alta resistencia excelente en capacidad de estirado en bruto, que comprende, en % en peso: C: de 0,70 a 1,10%, […]
Horno de recocido continuo, del 11 de Octubre de 2018, de CHUGAI RO CO., LTD.: Un horno de recocido continuo que comprende una zona de calentamiento para calentar un material objeto y una zona de enfriamiento […]