MÉTODO PARA CONSTRUIR UN COMPONENTE PREENSAMBLADO DE SELLADO DE PINCHAZO.
Método de fabricación de un componente de sellador preensamblado (17,
100), el método comprendiendo: - la extrusión de una primera banda (15) de un sellador y al menos una segunda banda (10, 20) de un sellador sobre un primer medio transportador (30), donde las bandas (15, 10, 20) están dispuestas en una relación lateral o en una relación adyacentes de un lado a otro; - el transporte de la primera banda (15) sobre un segundo medio transportador (40) mientras que al menos una segunda banda (10, 20) se envía sobre el primer medio transportador (30) hacia una extremidad del primer medio transportador (30); - la aplicación de una banda de división (12, 14) sobre un borde lateral (11, 13) de la primera banda en una manera continua; - el transporte de la primera banda (15) que comprende la banda de división (12, 14) hacia al menos una segunda banda (10, 20) de tal manera que la banda de división (12, 14) esté situada entre la primera banda (15) y al menos una segunda banda (10, 20)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08171585.
Solicitante: THE GOODYEAR TIRE & RUBBER COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1144 EAST MARKET STREET AKRON, OH 44316-0001 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LAMMLEIN,ROBERT ALBERT,JR.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Diciembre de 2008.
Clasificación Internacional de Patentes:
- B29C65/00H6B
- B29C65/00J10
- B29C65/02T10
- B29C65/50C
Clasificación PCT:
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B29C65/02 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por calor, con o sin presión.
- B29C65/50 B29C 65/00 […] › utilizando cintas adhesivas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356045_T3.pdf
Fragmento de la descripción:
Método para construir un componente preensamblado de sellado de pinchazo.
Campo técnico
Esta invención se refiere a un método para realizar un ensamblaje de sellador de pinchazo para el uso en un neumático.
Antecedentes de la invención
Se conoce en la técnica anterior aplicar selladores de pinchazo hechos de caucho sellador de pinchazo o material plástico sobre la parte de corona del neumático de manera que, cuando un objeto puntiagudo como un clavo perfora el neumático, el sellador del neumático forma un sellado alrededor del pinchazo. Selladores del neumático de este tipo tienden a fluir o ser blandos resultando en una tendencia a emigrar hacia la parte central del neumático a causa de la fuerza centrífuga cuando el neumático se gira a velocidades elevadas. Así las partes externas de la corona tienen un volumen de sellador reducido a causa de la emigración del sellador hacia el centro. Se conoce en la técnica anterior compartimentar un sellador en células múltiples como se muestra por ejemplo en US-A-2,877,819; US-A-4,388,261, EP 1 426 201 A, US 2006/0169393 A1 o GB 1 583 540. Una desventaja de la compartimentación del sellador en más células consiste en el hecho de que el proceso productivo es costoso. Además, el hecho de tener demasiados compartimientos puede impedir el flujo efectivo del sellador necesario para sellar un pinchazo. Además, el uso de un extrusor para fabricar el sellador en compartimientos es costoso y requiere fases de fabricación adicionales. Por lo tanto es deseable proveer un neumático y un método de fabricación de bajo coste para proveer un sellador de pinchazo en un neumático que no emigre durante el uso.
Resumen de la invención
La invención se refiere a un método según la reivindicación 1.
Las reivindicaciones dependientes se refieren a formas de realización preferidas de la invención.
Breve descripción de los dibujos
La estructura, el funcionamiento, y las ventajas de la invención aparecerán más claros considerando la siguiente descripción tomada en combinación con los dibujos anexos donde:
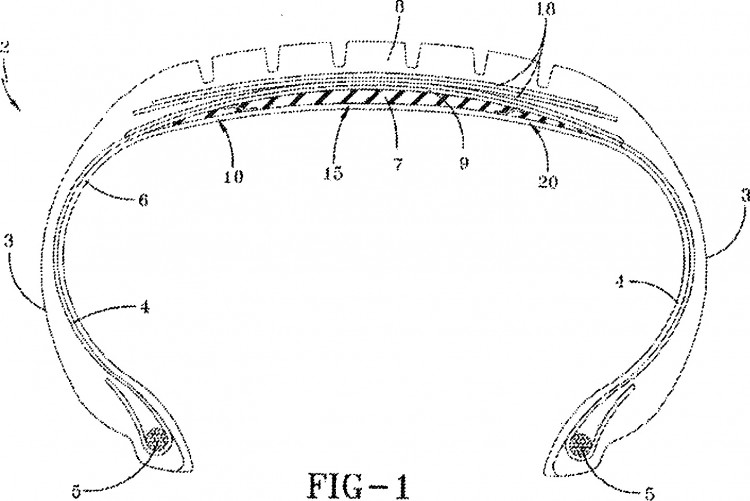
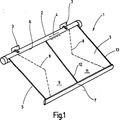
La Figura 1 es una vista esquemática de una sección transversal de un neumático con sellador;
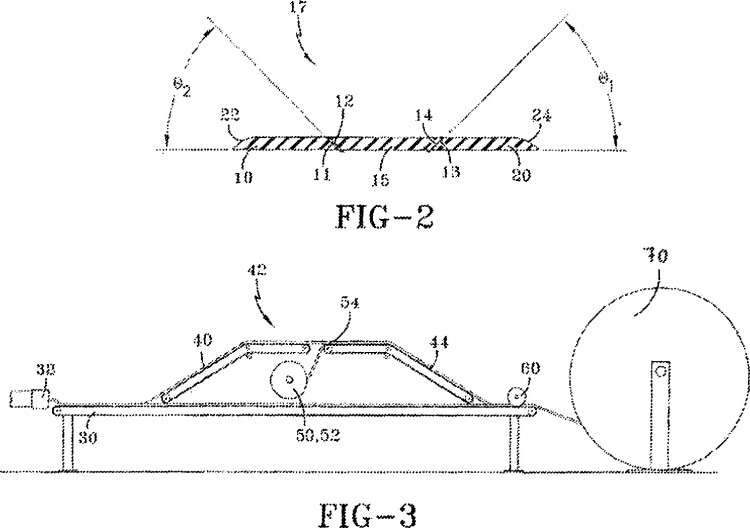
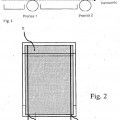
La Figura 2 es una vista en sección transversal del preensamblaje de sellador y barrera;
La Figura 3 es una vista esquemática de una primera forma de realización de un dispositivo de ensamblaje para preensamblar el preensamblaje de sellador y barrera;
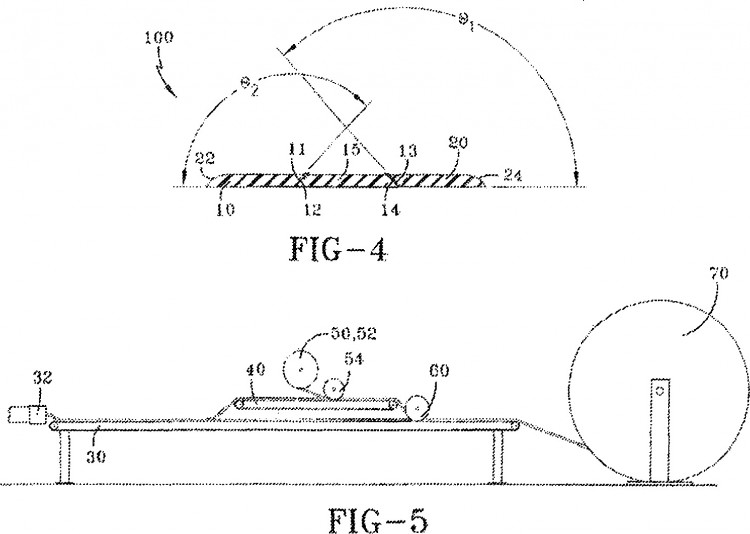
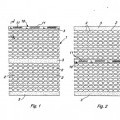
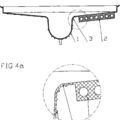
La Figura 4 es una vista en sección transversal de una segunda forma de realización del pre-ensamblaje de sellador y barrera;
La Figura 5 es una vista esquemática de una segunda forma de realización de un dispositivo de ensamblaje para preensamblar el pre-ensamblaje de sellador y barrera.
Descripción detallada de la invención
Haciendo ahora referencia a la Figura 1, se ilustra una vista en sección transversal de un neumático autosellador construido en conformidad con la invención. El neumático puede ser cualquier tipo de neumático. Por ejemplo, un neumático para camión, un neumático para furgón o un neumático para vehículo de pasajeros. El neumático 2 incluye flancos 3, una carcasa de soporte del neumático 4, un par de talones 5, un revestimiento interior 6, una capa de sellador 7, una capa de cubierta opcional 9 y una banda de rodadura circunferencial externa 8. Los flancos 3 se extienden de manera radial hacia el interior de los bordes externos axiales de la parte de banda de rodadura 8 para unir los respectivos talones. La carcasa 4 obra como una estructura de soporte para el flanco y la banda de rodadura, y está compuesta de una o más capa(s) de tela. La capa de sellador 7 está mostrada dispuesta entre el revestimiento interior 6 y una capa de cubierta elastomérica 9, como por ejemplo una capa de caucho, una capa de tela o una capa de barrera opcional. La capa de cubierta opcional 9 puede tener una anchura dimensionada para cubrir la capa de sellador como por ejemplo de saliente a saliente, o puede extenderse hacia abajo ulteriormente en la zona del talón entre la tela y el revestimiento interior. La capa de sellador 7 puede también ser dispuesta en puntos diferentes como se describe más detalladamente a continuación. La zona de la banda de rodadura 8 forma una zona de corona de la carcasa. En la zona interna de la banda de rodadura, se hallan generalmente uno o más cinturones 18. La zona superficial de la banda de rodadura forma un dibujo de la banda de rodadura.
Composición del sellador
El sellador 7 puede comprender cualquier composición adecuada de sellador conocida por los expertos en la técnica, como por ejemplo caucho o composiciones elastoméricas y composiciones plásticas. Una composición polimérica adecuada para el uso se describe en US-A 4,895,610, y está aquí incluida enteramente como referencia. Las composiciones poliméricas descritas en este documento incluyen la siguiente composición en peso: 100 partes de un copolímero de caucho butílico, de 10 a 40 partes de negro carbón, de 5 a 35 partes de un diluyente para aceite, y de 1 a 8 partes de un agente de vulcanización de peróxido. Una segunda composición polimérica incluye la siguiente composición en peso: 100 partes de un polímero de caucho butílico, 20 a 30 partes de negro carbón, 8 a 12 partes de un extensor de aceite, y de 2 a 4 partes de un agente de vulcanización peroxídico.
El sellador 7 puede también comprender una composición polimérica coloreada como se describe en US-A-7,073,550, que está aquí incluida enteramente como referencia. La composición polimérica coloreada comprende, basándose en partes en peso por 100 partes en peso de dicho caucho butílico parcialmente despolimerizado a exclusión del negro carbón:
Otra composición polimérica del sellador que se puede utilizar por la invención está descrita en US-A 6,837,287, la cual se incluye aquí enteramente como referencia.
Además, cualquier composición polimérica del sellador puede también ser usada con la invención y tiene una composición polimérica de caucho butílico y un agente de vulcanización mediante peróxido orgánico y se activa a elevadas temperaturas por encima de 100ºC.
Configuración del neumático... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de un componente de sellador preensamblado (17, 100), el método comprendiendo:
- la extrusión de una primera banda (15) de un sellador y al menos una segunda banda (10, 20) de un sellador sobre un primer medio transportador (30), donde las bandas (15, 10, 20) están dispuestas en una relación lateral o en una relación adyacentes de un lado a otro;
- el transporte de la primera banda (15) sobre un segundo medio transportador (40) mientras que al menos una segunda banda (10, 20) se envía sobre el primer medio transportador (30) hacia una extremidad del primer medio transportador (30);
- la aplicación de una banda de división (12, 14) sobre un borde lateral (11, 13) de la primera banda en una manera continua;
- el transporte de la primera banda (15) que comprende la banda de división (12, 14) hacia al menos una segunda banda (10, 20) de tal manera que la banda de división (12, 14) esté situada entre la primera banda (15) y al menos una segunda banda (10, 20).
2. Método según la reivindicación 1, donde el primer y/o el segundo medio transportador es una cinta transportadora.
3. Método según por lo menos una de las reivindicaciones precedentes, donde la primera banda (15) que comprende la banda de división (12, 14) se envía hacia por lo menos la segunda banda (10, 20) de tal manera que la primera banda que comprende la banda de división (12, 14) está dispuesta en una relación adyacente de un lado a otro con por lo menos una segunda banda (10, 20).
4. Método según por lo menos una de las reivindicaciones precedentes, donde por lo menos una segunda banda (10, 20) tiene una pared exterior lateral angular y una pared interna lateral angular y donde la primera banda (15) tiene una pared exterior lateral que corresponde y es adyacente con la pared interna lateral angular de la segunda banda (10, 20).
5. Método según por lo menos una de las reivindicaciones precedentes, donde el sellador de la primera banda (15) y/o el sellador de por lo menos una segunda banda (10, 20) comprende, basándose en partes en peso por 100 partes en peso de caucho butílico parcialmente despolimerizado:
6. Método según por lo menos una de las reivindicaciones precedentes ulteriormente que comprende la costura de la primera banda (15) y de por lo menos una segunda banda (10, 20) la una al otra.
7. Método según por lo menos una de las reivindicaciones precedentes que comprende:
- la extrusión de una banda central (15) como primera banda y por lo menos dos bandas axialmente externas (10, 20) como segundas bandas sobre el primer medio transportador (30), la banda central (15) y las bandas axialmente externas (10, 20) siendo dispuestas en una relación adyacente de un lado a otro y la banda central (15) teniendo dos bordes laterales (11, 13);
- el transporte de la banda central (15) sobre el segundo medio transportador (40) mientras que las bandas axialmente externas (10, 20) se envían sobre el primer medio transportador (30) hacia una extremidad del primer medio transportador (30);
- la aplicación de una banda de división (12, 14) sobre cada borde lateral (11, 13) de la banda central (15) en una manera continua;
- el transporte de la banda central (15) que comprende las bandas de división (12, 14) hacia las bandas axialmente externas (10, 20).
8. Método según la reivindicación 7 que comprende ulteriormente la costura de la banda central (15) y de las por lo menos dos bandas axialmente externas (10, 20).
9. Método según por lo menos una de las reivindicaciones precedentes, donde el transporte de la banda central (15) o el transporte de la primera banda sobre el segundo medio transportador (40) es un transporte hacia arriba o un transporte hacia abajo.
10. Método según por lo menos una de las reivindicaciones precedentes, donde la banda central (15) que comprende las bandas de división (12, 14) se envía por lo menos parcialmente o completamente sobre las bandas axialmente externas (10, 20), o en donde la primera banda (15) que comprende la banda de división (12, 14) se envía por lo menos parcialmente o completamente sobre por lo menos una segunda banda (10, 20).
11. Método según por lo menos una de las reivindicaciones de 7 a 10, donde la banda central (15) que comprende las bandas de división (12, 14) se envía hacia las bandas axialmente externas (10, 20) de manera que la banda central que comprende las bandas de división (12, 14) sea dispuesta en relación adyacente de un lado a otro con las por lo menos dos bandas axialmente externas (10, 20).
12. Método según por lo menos una de las reivindicaciones precedentes de 7 a 11, donde las bandas axialmente externas (10, 20) tienen paredes externas laterales angulares y paredes internas laterales angulares y donde la banda central (15) tiene paredes externas laterales que se corresponden y son adyacentes con paredes internas laterales angulares de las bandas axialmente externas.
13. Método según por lo menos una de las reivindicaciones precedentes, donde el componente de sellador preensamblado (17, 100) tiene una anchura en el intervalo de 15 cm a 26 cm.
14. Método según por lo menos una de las reivindicaciones precedentes, donde el sellador de la banda central (15) y/o el sellador de las bandas axialmente externas (10, 20) es teñido, o en donde el sellador de la primera banda (15) y/o el sellador de por lo menos una segunda banda (10, 20) es teñido.
15. Método según por lo menos una de las reivindicaciones precedentes de 7 a 14, donde el sellador de la banda central (15) y/o el sellador de las bandas axialmente externas (10, 20) comprende, basándose en partes en peso por 100 partes en peso de caucho butílico parcialmente despolimerizado:
Patentes similares o relacionadas:
PROCEDIMIENTO PARA LA FABRICACIÓN CONTINUA DE TUBOS DE IRRIGACIÓN POR GOTEO, del 21 de Noviembre de 2011, de THE MACHINES YVONAND SA: Dispositivo para la fabricación continua de tubos de irrigación por goteo, que comprende un dispositivo de extrusión para producir un […]
PROCEDIMIENTO PARA FABRICAR TUBOS DE IRRIGACIÓN POR GOTEO, del 7 de Noviembre de 2011, de THE MACHINES YVONAND SA: Procedimiento para fabricar tubos de irrigación por goteo, en el que un cuerpo tubular se fabrica mediante un proceso de extrusión de un material sintético termoplástico, […]
 CUERPO HUECO DE PLÁSTICO, del 25 de Mayo de 2011, de KAUTEX TEXTRON GMBH & CO. KG.: Cuerpo hueco de plástico con por lo menos una pieza incorporada o adosada que durante la fabricación del cuerpo hueco se unió con este, estando […]
CUERPO HUECO DE PLÁSTICO, del 25 de Mayo de 2011, de KAUTEX TEXTRON GMBH & CO. KG.: Cuerpo hueco de plástico con por lo menos una pieza incorporada o adosada que durante la fabricación del cuerpo hueco se unió con este, estando […]
 ELEMENTO DE TIPO PLANCHA CON ELEMENTOS DE PERSONALIZACIÓN, ELEMENTOS DESTACADORES, ELEMENTOS REFLECTANTES, ROTULACIÓN, CARACTERES Y SIMILARES PARTICULARMENTE PARA SU USO EN OBRAS PARA DELIMITAR ESPACIOS, del 11 de Mayo de 2011, de TENAX S.P.A.: Un elemento con forma de plancha con indicaciones para su uso en obras y para delimitar espacios que comprende un cuerpo con forma de plancha […]
ELEMENTO DE TIPO PLANCHA CON ELEMENTOS DE PERSONALIZACIÓN, ELEMENTOS DESTACADORES, ELEMENTOS REFLECTANTES, ROTULACIÓN, CARACTERES Y SIMILARES PARTICULARMENTE PARA SU USO EN OBRAS PARA DELIMITAR ESPACIOS, del 11 de Mayo de 2011, de TENAX S.P.A.: Un elemento con forma de plancha con indicaciones para su uso en obras y para delimitar espacios que comprende un cuerpo con forma de plancha […]
 PUENTES DE ADHESION SOLDADOS POR TODA LA SUPERFICIE SOBRE FONDOS DE POZO DE PLASTICO TERMOPLASTICOS (MOLDURAS DE PLASTICO Y GRANULADO DE PLASTICO), del 30 de Noviembre de 2009, de PREDL, MANFRED: Puentes de adhesión sobre fondos de pozo a partir de plástico termoplástico, concretamente granulado de plástico, preferiblemente material molido a partir […]
PUENTES DE ADHESION SOLDADOS POR TODA LA SUPERFICIE SOBRE FONDOS DE POZO DE PLASTICO TERMOPLASTICOS (MOLDURAS DE PLASTICO Y GRANULADO DE PLASTICO), del 30 de Noviembre de 2009, de PREDL, MANFRED: Puentes de adhesión sobre fondos de pozo a partir de plástico termoplástico, concretamente granulado de plástico, preferiblemente material molido a partir […]
PROCEDIMIENTO PARA CONFORMAR UN ELEMENTO ESTRUCTURAL DE FORMA CONTINUA, del 16 de Junio de 2011, de JAMCO CORPORATION: Procedimiento para la conformación continua de un elemento estructural largo utilizando un material compuesto constituido […]
 PROCEDIMIENTO PARA FABRICAR MÓDULOS SOLARES MEDIANTE UN MÉTODO DE LAMINACIÓN POR RODILLOS, del 6 de Junio de 2011, de KURARAY EUROPE GMBH: Procedimiento para la fabricación de un módulo solar a través de laminación de un cuerpo de capas que está constituido por un primer soporte (T1), sobre el que se aplica […]
PROCEDIMIENTO PARA FABRICAR MÓDULOS SOLARES MEDIANTE UN MÉTODO DE LAMINACIÓN POR RODILLOS, del 6 de Junio de 2011, de KURARAY EUROPE GMBH: Procedimiento para la fabricación de un módulo solar a través de laminación de un cuerpo de capas que está constituido por un primer soporte (T1), sobre el que se aplica […]
 CINTA DE TOLDO PEGADA DE FORMA SOLAPANTE, del 24 de Marzo de 2011, de MHZ HACHTEL GMBH & CO. KG: Cinta de tela o de lámina , en particular para instalaciones de sombra o soportes publicitarios, con una primera cinta parcial , […]
CINTA DE TOLDO PEGADA DE FORMA SOLAPANTE, del 24 de Marzo de 2011, de MHZ HACHTEL GMBH & CO. KG: Cinta de tela o de lámina , en particular para instalaciones de sombra o soportes publicitarios, con una primera cinta parcial , […]