Método de combinación de ensamblado adhesivo y por soldadura para la unión de componentes metálicos.
Un conjunto de componentes metálicos unidos que comprende: un primer componente (2) que tiene unasuperficie expuesta (4) y una primera superficie de unión (6);
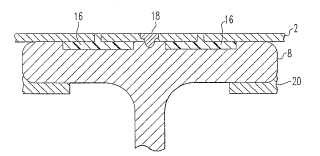
un segundo componente (8) que tiene una segundasuperficie de unión (10) en contacto con dicha primera superficie de unión (6), en donde el conjunto incluye unasuelda (18) y un material adhesivo (16) en un lugar separado de la suelda (18), que se caracteriza porque dichosegundo componente (8) tiene al menos una ranura (14) en dicha segunda superficie de unión (10), que forma unespacio entre la primera superficie de unión (6) y el segundo componente (8); rellenando completamente dichomaterial adhesivo (16) el espacio formado por dicha ranura (14) que hay formada por lo menos en el segundocomponente (8) y dicha primera superficie de unión ( 6) del primer componente (2), en donde el material adhesivo(16) queda sustancialmente encerrado dentro de dicha ranura (14) que hay formada por lo menos; y dicha suelda(18) comprende una suelda por fusión o en estado sólido (18) que se extiende desde dicha superficie expuesta (4)hasta el interior de dicho segundo componente (8) en una porción de dicha segunda superficie de unión (10)separada de dicha ranura (14) por lo menos y que contiene dicho material adhesivo (16).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2004/028252.
Solicitante: ALCOA INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: ALCOA CORPORATE CENTER 201 ISABELLA STREET PITTSBURGH, PA 15212-5858 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MCCLEARY, SHERRI, F., STOL,ISRAEL, PRICE,PAULA L.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K28/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura o corte no cubierto por los grupos B23K 5/00 - B23K 26/00 (juntando las piezas por electrólisis C25D 2/00; eliminación electrolítica de materiales C25F).
PDF original: ES-2391274_T3.pdf
Fragmento de la descripción:
Método de combinación de ensamblado adhesivo y por soldadura para la unión de componentes metálicos
Campo de la Invención
La presente invención se refiere a métodos para la unión de componentes metálicos, más concretamente a un método para la unión de componentes metálicos que consiste en soldar los componentes entre sí e introducir un adhesivo entre los componentes soldados (véase, por ejemplo, la US-B1-61792) .
Antecedentes de la Invención
Los componentes metálicos se unen convencionalmente entre sí a través de una variedad de técnicas entre las que cabe incluir las de soldadura por fusión, ensamblado en estado sólido, ensamblado químico/mecánico y enganche y bloqueo mecánico. En la soldadura por fusión, los componentes se unen entre sí mediante la coalescencia de los metales fundidos. La soldadura entre los componentes ocurre cuando los metales fundidos de los componentes se entremezclan y solidifican. Los procesos convencionales basados en una soldadura por fusión incluyen la soldadura por arco metálico con gas (por ejemplo, soldadura por arco de tungsteno con gas) y la soldadura por rayos láser. Durante la unión en estado sólido de los componentes metálicos, la difusión interfacial entre las superficies de contacto se consigue juntando las piezas a la fuerza bajo presión y aplicando calor en la interfaz entre los componentes o juntando a la fuerza los metales plastificados simultáneamente como, por ejemplo, en la soldadura por fricción con agitación y la forja. El ensamblado químico/metálico de componentes metálicos incluye el uso de adhesivos, el enganche mecánico y bloqueo de los componentes a través, por ejemplo, de pernos, remaches, y otros fiadores análogos.
En ciertas circunstancias, en las que la redundancia estructural es importante o se requiere un sellado adicional entre los dos componentes, pueden combinarse dos de estos procesos de unión para impartir sus características beneficiosas particulares al rendimiento general de la unión. Este enfoque de utilizar dos procesos de unión se ha utilizado en la industria aeroespacial, del automóvil y del transporte. Tradicionalmente, para unir componentes se utilizan fiadores mecánicos junto con adhesivos o materiales de sellado. Dichas uniones, que incluyen fiadores mecánicos y adhesivos, son fuertes y fiables.
No obstante, la combinación de procesos de soldadura de tipo por fusión y en estado sólido con procesos de ensamblado químico/mecánico (por ejemplo, utilizando adhesivos) ha resultado problemática. Cuando estos dos procesos se aplican simultáneamente en la misma zona de unión o incluso cuando los dos procesos se realizan secuencialmente, surgen incompatibilidades metalúrgicas. El contacto entre el adhesivo (normalmente un material orgánico) y los metales plastificados fundidos calientes, que se forman durante la soldadura, provoca graves daños en la integridad tanto de la unión soldada como de la ensambladura adhesiva. En algunos casos, el contacto entre el metal fundido de la suelda y el adhesivo hace que el adhesivo se desintegre violentamente en humos hidrocarbonáceos lo cual perturba la estabilidad del proceso de soldadura (tal como el arco de soldadura, el plasma generado por el rayo láser sobre un ojo de cerradura y un baño de fusión) , introduce contaminantes en las sueldas que se están solidificando (produciendo grandes poros abiertos y gruesos, cráteres, inclusiones y una acumulación excesiva de impurezas sobre la superficie) y lleva a unas sueldas de geometría desigual. Si durante la soldadura se aplica un adhesivo, la suelda puede desplazarse o cambiar de forma debido a los humos que emanan del adhesivo, puede petrificarse en distintos lugares y desarrollar poros y huecos, todo lo cual lleva a una unión de una calidad y uniformidad comprometidas. Cuando el metal plastificado caliente entra en contacto con un adhesivo, parte del adhesivo puede incorporarse en el metal y distribuirse a modo de contaminantes continuos (por ejemplo, películas) o fragmentados a través de la suelda.
Por lo tanto, sigue existiendo la necesidad de que exista un método para la unión de componentes metálicos a través de una soldadura por fusión o en estado sólido junto con un ensamblado adhesivo capaz de evitar estos problemas.
Resumen de la invención
Esta necesidad se ve satisfecha a través de un conjunto de componentes metálicos unidos conforme a la Reivindicación 1 y de un método de unión de componentes metálicos conforme a la Reivindicación 16. En el método de la presente invención se combina una unión a través de una soldadura y a través de un adhesivo/materiales de sellado, separando físicamente los dos procesos de unión, bien a través de una separación física entre la aplicación de los dos procesos y/o secuenciando su uso. El método incluye los pasos de proporcionar un primer componente metálico que tenga una primera superficie de unión, proporcionar un segundo componente metálico que tenga una segunda superficie de unión, soldar por fusión o en estado sólido la primera y la segunda superficies de unión entre sí y depositar un material adhesivo entre la primera y la segunda superficies de unión. El material adhesivo se introduce en una ranura formada en la segunda superficie de unión. El primer componente puede incluir una abertura para la introducción del adhesivo en la ranura formada en la segunda superficie de unión. El adhesivo puede colocarse previamente antes de la soldadura (utilizando un adhesivo curable capaz de expandirse) o puede aplicarse después de la soldadura a través de una inyección controlada.
Las sueldas pueden estirarse o los componentes pueden soldarse en una pluralidad de lugares, colocándose el adhesivo en las posiciones entre las sueldas. La ranura formada en el segundo componente puede rodear las sueldas.
El material adhesivo puede incluir un elemento de refuerzo tal como fibras o una malla. El elemento de refuerzo puede incluir además un elemento de bloqueo que se acopla a al menos una de las superficies de unión primera y segunda. Alternativamente, el material adhesivo puede ser expandible.
El método de la presente invención es particularmente adecuado para la producción de uniones entre los componentes primero y segundo del fuselaje de una aeronave, como entre un elemento de revestimiento y un larguerillo o para la unión de los componentes de un automóvil.
La invención se comprenderá completamente a partir de la descripción siguiente y en relación con las figuras de los dibujos que la acompañan, en donde, en todas ellas, los mismos caracteres de referencia identifican las mismas piezas.
Breve descripción de los dibujos
La Fig. 1 es una sección transversal de un par de componentes metálicos antes de ser unidos;
En la Fig. 2 se muestran los componentes de la Fig. 1 después de haber sido soldados y de que se haya introducido un adhesivo conforme a la presente invención utilizando una placa de refuerzo;
La Fig. 3 es una vista superior de los componentes soldados de la Fig. 2;
La Fig. 4 es una sección transversal de una disposición alternativa de las sueldas y un adhesivo en una unión entre los dos componentes;
La Fig. 5 es una sección transversal de una disposición alternativa de las sueldas y un adhesivo en una unión entre los dos componentes;
La Fig. 6 es una sección transversal de un par de componentes metálicos unidos a través de un adhesivo expandible y una soldadura;
La Fig. 7 es una sección transversal de componentes soldados unidos conforme a la presente invención utilizando un adhesivo con un elemento de refuerzo;
La Fig. 8 es una sección transversal de componentes soldados unidos conforme a la presente invención utilizando un adhesivo con un elemento de refuerzo;
La Fig. 9 es una sección transversal de componentes soldados unidos conforme a la presente invención utilizando un adhesivo con un elemento de refuerzo; y
La Fig. 10 es una sección transversal de componentes metálicos unidos a través de un elemento de bloqueo, un adhesivo y una soldadura.
Descripción detallada de las realizaciones preferentes
A efectos de la descripción, en lo sucesivo, los términos “superior”, “inferior”, “derecha”, “izquierda”, “vertical”, “horizontal”, “arriba”,... [Seguir leyendo]
Reivindicaciones:
1. Un conjunto de componentes metálicos unidos que comprende: un primer componente (2) que tiene una superficie expuesta (4) y una primera superficie de unión (6) ; un segundo componente (8) que tiene una segunda superficie de unión (10) en contacto con dicha primera superficie de unión (6) , en donde el conjunto incluye una suelda (18) y un material adhesivo (16) en un lugar separado de la suelda (18) , que se caracteriza porque dicho segundo componente (8) tiene al menos una ranura (14) en dicha segunda superficie de unión (10) , que forma un espacio entre la primera superficie de unión (6) y el segundo componente (8) ; rellenando completamente dicho material adhesivo (16) el espacio formado por dicha ranura (14) que hay formada por lo menos en el segundo componente (8) y dicha primera superficie de unión (6) del primer componente (2) , en donde el material adhesivo
(16) queda sustancialmente encerrado dentro de dicha ranura (14) que hay formada por lo menos; y dicha suelda
(18) comprende una suelda por fusión o en estado sólido (18) que se extiende desde dicha superficie expuesta (4) hasta el interior de dicho segundo componente (8) en una porción de dicha segunda superficie de unión (10) separada de dicha ranura (14) por lo menos y que contiene dicho material adhesivo (16) .
2. El conjunto de la reivindicación 1, en donde la superficie expuesta (4) define una abertura (12) alineada con dicha ranura (14) por lo menos para la introducción de dicho material adhesivo (16) en dicha ranura (14) por lo menos.
3. El conjunto de la reivindicación 1, en donde dicha suelda (18) es una suelda por fusión.
4. El conjunto de la reivindicación 1, en donde dicha suelda (18) es una suelda en estado sólido.
5. El conjunto de la reivindicación 1, en donde dicha ranura (14) por lo menos rodea dicha suelda (18) .
6. El conjunto de la reivindicación 5, en donde dicha suelda (18) se ha estirado.
7. El conjunto de la reivindicación 1, que comprende una pluralidad de dichas sueldas (18) con dicho material adhesivo (16) ubicado en posiciones entre dichas sueldas (18) .
8. El conjunto de la reivindicación 1, en donde dicha suelda (18) está separada 13 mm de dicho material adhesivo (16) .
9. El conjunto de la reivindicación 1, en donde dicho material adhesivo (16) comprende un elemento de refuerzo (110, 112) .
10. El conjunto de la reivindicación 9, en donde dicho elemento de refuerzo (110, 112) comprende un elemento de bloqueo (230) que se acopla con al menos una de dichas primera y segunda superficies de unión (206, 210) .
11. El conjunto de la reivindicación 9, en donde dicho elemento de refuerzo (110, 112) comprende una pluralidad de fibras o una malla (110, 112) .
12. El conjunto de la reivindicación 1, en donde dicho material adhesivo (16) es expandible.
13. El conjunto de la reivindicación 1, en donde dichos primer (2) y segundo (8) componentes son los componentes del fuselaje de una aeronave.
14. El conjunto de la reivindicación 13, en donde dicho primer componente (2) comprende un elemento de revestimiento y dicho segundo componente (8) comprende un larguerillo.
15. El conjunto de la reivindicación 1, en donde dichos primer y segundo componentes (2, 8) son los componentes de un automóvil.
16.Un método para la unión de componentes metálicos que comprende los pasos de: proporcionar un primer componente (2) que tiene una primera superficie de unión (6) ; proporcionar un segundo componente (8) que tiene una segunda superficie de unión (10) en contacto con la primera superficie de unión (6) del primer componente (2) con la segunda superficie de unión (10) del segundo componente (8) , y asegurar dichos componentes (2, 8) entre sí a base de añadir un adhesivo (16) y por soldadura, que se caracteriza porque se forma al menos una ranura (14) en dicha segunda superficie de unión (10) para formar un espacio entre la primera superficie de unión (6) del primer componente (2) y el segundo componente (8) ; y, en cualquier orden, soldar por fusión o en estado sólido la primera superficie de unión (6) a una porción de la segunda superficie de unión (10) separada de dicha ranura (14) por lo menos y rellenar completamente el espacio que queda entre la primera superficie de unión (6) del primer componente (2) y dicha ranura (14) que hay formada por lo menos en la segunda superficie de unión (10) con un material adhesivo (16) , en donde dicho material adhesivo (16) queda sustancialmente encerrado dentro de la ranura
(14) por lo menos.
17. El método de la reivindicación 16 en donde dicho paso de relleno consiste en colocar una almohadilla de un material adhesivo (16) en la ranura (14) por lo menos antes de la soldadura.
18. El método de la reivindicación 16, en donde dicho paso de depositar el material adhesivo (16) consiste en introducir material adhesivo (16) a través de una abertura (12) que hay formada en el primer componente (2) y en comunicación fluida con dicha ranura (14) por lo menos.
19. El método de la reivindicación 16, en donde dicho paso de soldadura consiste en soldar por fusión la primera superficie de unión (6) a la segunda superficie de unión (10) .
20. El método de la reivindicación 19, en donde dicho paso de soldadura consiste en soldar en estado sólido la primera superficie de unión (6) a la segunda superficie de unión (10) .
Patentes similares o relacionadas:
Dispositivo de aire caliente para la termosoldadura de membranas bituminosas, del 14 de Febrero de 2018, de Gestion Soprema Canada Inc: Un dispositivo de aire caliente para termosoldar una membrana termosoldable, que comprende: - una entrada de aire para recibir el aire; […]
ANTORCHA HIDRONEUMÁTICA, del 4 de Abril de 2016, de ENXENIA, S.L: 1. Antorcha hidroneumática que comprende: - un cabezal dotado de una pluralidad de boquillas de salida destinadas a proyectar un fluido abrasivo, - […]
 Grupo automático de soldadura de una película para empaquetadoras por contracción y procedimiento correspondiente, del 22 de Marzo de 2012, de OCME S.R.L.: Grupo automático de soldadura de una película para empaquetadoras por contracción que comprende dos soportes de desenrollado , cada uno […]
Grupo automático de soldadura de una película para empaquetadoras por contracción y procedimiento correspondiente, del 22 de Marzo de 2012, de OCME S.R.L.: Grupo automático de soldadura de una película para empaquetadoras por contracción que comprende dos soportes de desenrollado , cada uno […]
CONJUNTO QUE COMPRENDE DOS PIEZAS METALICAS PROTEGIDAS FRENTE A LA FORMACION DE UNA PAR GALVANICO., del 1 de Abril de 2007, de AIRBUS FRANCE: Conjunto que comprende una primera y una segunda piezas metálicas, ensambladas entre sí y realizadas con materiales diferentes, disponiendo la […]
SOLDADURAS DE RECARGUE POR ALAMBRA CALIENTE DE PLASMA, del 16 de Junio de 1993, de VALCO EDELSTAHL UND SCHWEISSTECHNIK GMBH: EL INVENTO CONSISTE EN UN PROCEDIMIENTO DE SOLDADURA DE RECARGUE COMO SOLDADURAS DE RECARGUE PARA ALAMBRE CALIENTE DE PLASMA, EN QUE LA FUNDICION DE LA SUSTANCIA […]
PROCEDIMIENTO DE UNION DE ALEACIONES BASE COBRE, CON EFECTO DE MEMORIA DE FORMA, MEDIANTE SOLDADURA POR DIFUSION, EN FASE LIQUIDA., del 1 de Noviembre de 1991, de UNIVERSIDAD COMPLUTENSE DE MADRID: EL PROCEDIMIENTO DE UNION DE ALEACIONES DE BASE COBRE CON EFECTO DE MEMORIA DE FORMA MEDIANTE SOLDADURA POR DIFUSION EN FASE LIQUIDA, CONSISTE EN UNA TECNICA MEDIANTE LA QUE […]
INSTALACION DE MANDO DE OPERACION DE UN SOPLETE DE SOLDADURA O CORTE DE GAS DE ARCO., del 16 de Mayo de 1986, de L'AIR LIQUIDE,SOCIETE ANONYME POUR L'ETUDE ET L'EX,PLOITATION: INSTALACION DE MANDO DE UN SOPLETE DE SOLDADURA DE CORTE. CONSTA DE: UN CIRCUITO AUXILIAR DE MANDO QUE LLEVA UN TRANSFORMADOR DE BAJA TENSION DE SEGURIDAD […]