Método para aplicar una placa de cierre a un extremo de un elemento tubular.
Método para aplicar una placa (2, 20) de cierre a un extremo de un elemento (1) tubular,
que comprende: realizar un asiento (12) anular en una boca (10) del elemento (1) tubular, asiento (12) anular que tiene una profundidad (P) predeterminada y está conformado tal como para definir un perímetro (13) de apoyo en una parte inferior del mismo situado de manera interna con respecto al elemento (1) tubular;
realizar la placa (2, 20) con un perfil plano que es complementario a un perfil del asiento (12) anular, estando inclinadas de manera oblicua superficies (22) de corte perimetrales del perfil con el fin de obtener una conformación troncocónica de la placa (2, 20) y siendo un grosor (S) de la placa sustancialmente igual a la profundidad (P) del asiento (12) anular, al menos en lo que respecta a una anchura predeterminada de un borde (23) perimetral de la misma;
invertir la placa (2, 20) en el asiento (12) anular, de manera que las superficies (22) de corte perimetrales del perfil presentan respectivas inclinaciones que convergen en un punto ubicado externamente con respecto al elemento (1) tubular;
crear un labio (11) anular del elemento (1) tubular ubicado externamente sobre el asiento (12), con el fin de superponer el labio (11) anular sobre las superficies (22) de corte perimetrales, obteniendo por tanto un bloqueo mecánico de la placa (2, 20) con respecto al elemento (1) tubular;
caracterizado porque la etapa de realizar el asiento (12) anular consiste en operaciones sucesivas de deformación en frío de plástico del elemento (1) tubular y porque las operaciones de deformación en frío de plástico comprenden:
calibrar una parte interior del elemento (1) tubular, empezando desde la boca (10) y alcanzando una profundidad (L) predeterminada;
moldear el asiento (12) anular con la misma forma que la sección interna calibrada del elemento (1) tubular y con dimensiones uniformemente mayores que la sección interna calibrada del elemento (1) tubular, de manera que la acción de moldeado provoque que algo de material se intercepte y presione hacia una parte interior del elemento (1) tubular con el fin de formar el escalón (13) de apoyo perimetral mencionado anteriormente.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09161571.
Solicitante: LOLLI, VALTER.
Nacionalidad solicitante: Italia.
Dirección: Via Baracca 5 40033 Casalecchio di Reno (Bologna) ITALIA.
Inventor/es: LOLLI, VALTER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F28F9/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28F PARTES CONSTITUTIVAS DE APLICACION GENERAL DE LOS APARATOS INTERCAMBIADORES O DE TRANSFERENCIA DE CALOR (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; purgadores de agua o aire, ventilación F16). › F28F 9/00 Carcasas; Cabezales; Soportes auxiliares para elementos; Elementos auxiliares dentro de las carcasas. › Tapas; Placas tubulares.
- F28F9/26 F28F 9/00 […] › Disposiciones para empalmar secciones diferentes de elementos cambiadores de calor, p. ej. de radiadores (empalme de secciones diferentes en los calentadores de agua F24H 9/14).
PDF original: ES-2528187_T3.pdf
Fragmento de la descripción:
Método para aplicar una placa de cierre a un extremo de un elemento tubular Sector de la técnica
La presente invención se refiere a un método original para aplicar una placa de metal a un extremo de un elemento tubular, también hecho de metal, con el objetivo de cerrar una cabeza del mismo.
Estado de la técnica
La necesidad de realizar la operación anterior es frecuente y, según las necesidades específicas, el método usado es el que parece más apropiado para el caso particular; por ejemplo, puede ser necesario garantizar un acoplamiento sellado frente a líquidos o gas, o puede que no.
En el campo de las instalaciones térmicas sanitarias para cuartos de baño y similares, se conoce el uso de radiadores de calefacción, que están constituidos por un par de colectores, dispuestos verticalmente, paralelos entre sí e interconectados por una pluralidad de conductos, dispuestos en perpendicular a diferentes alturas.
Los extremos superior e inferior de los colectores verticales se cierran mediante placas relativas que tienen perfiles que corresponden a la sección de los propios colectores, que son preferiblemente semiovalados.
Las placas pueden ser macizas o pueden disponer, en una zona central de las mismas, de un casquillo roscado para la conexión del radiador a la tubería de agua de la instalación de calefacción.
En el caso mencionado anteriormente, resulta evidente que la junta entre la placa y el extremo del colector debe ser una que garantice un sellado frente a líquidos.
Un primer método conocido comprende soldar la placa al elemento tubular, con los inconvenientes que esto conlleva en términos de tiempo y costes por el uso de personal especializado, necesario no sólo para la soldadura, sino también para las siguientes operaciones de control de sellado y rectificado.
Un método conocido adicional incluye realizar, en el borde de la placa: un pequeño escalón destinado a definir un apoyo para el elemento tubular y para centrar, con respecto al elemento tubular, la propia placa, gracias a su inserción parcial en la boca del elemento tubular.
Entre las zonas de contacto de la placa y el extremo del elemento tubular, antes del montaje se aplica manualmente una pasta especial de soldadura en caliente, pasta que, posteriormente a un tratamiento con calor adecuado, hace que la fijación no pueda retirarse y garantiza un sellado frente a fugas.
El resultado de la operación, en particular en relación al sellado, depende de una correcta distribución de la pasta por todo el perímetro de contacto.
Con el fin de obviar los límites de la solución anterior, el solicitante presentó una solicitud PCT/EP, PCT/EP2007061948, en relación a "Píate couplable to an opening edge provided in a tubular element, and a method for constraining the píate to the edge" (Placa acoplable a un borde de apertura previsto en un elemento tubular y método para sujetar la placa al borde).
La solicitud anterior se refiere a una placa dotada internamente de un primer canal anular en el que se bloquea un anillo de material de soldadura fuerte de bajo punto de fusión; unos canales anulares adicionales están dispuestos a modo de radios desde el primer canal anular y se extienden hacia el borde.
Tras montar la placa en el elemento tubular hay una etapa de calentamiento que funde el anillo, cuyo material, por capilaridad, discurre a lo largo de los canales y llega a todas las zonas de contacto entre la placa y el elemento tubular; el posterior enfriamiento permite la solidificación del metal fundido, garantizando la estabilidad y el sellado de la junta.
La presencia de un anillo de material fundible, igual para todas las placas, garantiza una constancia y una repetibilidad absolutas del resultado, independientemente de la posición que se adopta en el horno de calentamiento.
En todas las soluciones conocidas descritas anteriormente, la línea de unión entre la placa y el elemento tubular se encuentra en los flancos de los mismos; si la fijación se realiza mediante soldadura, el resultado estético no resulta atractivo incluso después del rectificado, mientras que con la pasta de soldadura en caliente o el anillo de material fundible la situación se mejora, aunque la línea aún resulta visible ya que destaca por el posterior esmaltado.
La necesidad de realizar un escalón en la placa significa que la placa debe tener un grosor total que sea suficiente para dejar, en el borde de la misma, un grosor residual adecuado; en la práctica, estas placas tienen un grosor del orden de 3,5 mm. El documento DE3936251 que representa el preámbulo de la reivindicación 1 da a conocer un receptor de refrigerante para su uso en el acondicionador de aire de un vehículo a motor, que tiene un cuerpo tubular, en el que se dispone un asiento anular en uno de sus extremos abiertos, estando definido el asiento por un saliente superior y un saliente inferior por medio de formación electromagnética.
El documento DE3936251 también da a conocer un cierre inferior con un perímetro inclinado de manera oblicua que otorga al cierre una conformación troncocónica, quedando sujeto el borde periférico del cierre inferior entre el saliente inferior y el saliente superior.
Objeto de la invención
El objetivo de la presente invención es proporcionar un método para aplicar una placa de cierre al extremo de un elemento tubular, que permita obtener una junta mecánicamente estable sin el uso de ningún material adicional, y que al mismo tiempo garantice un resultado estéticamente mejorado con respecto a lo que se obtiene con métodos tradicionales.
Un objetivo adicional de la invención se refiere a proporcionar un método válido incluso cuando ha de conseguirse un acoplamiento sellado, previendo etapas especiales de operación y/o actuación que son similares a las de la técnica anterior.
Otro objetivo adicional del proceso consiste en que se define por etapas de actuación sencillas y rápidas, que pueden realizarse con resultados constantes, usando equipos que tienen costes limitados e independientemente de la capacidad del personal que realiza las operaciones.
Un objetivo adicional de la invención es proporcionar un método que pueda usarse tanto con placas macizas como con placas que tienen un manguito central roscado.
Descripción de las figuras
Las características del método de la invención se apreciarán mejor a partir de la siguiente descripción, según lo que se establece en las reivindicaciones y con la ayuda de las figuras adjuntas de las hojas de dibujos, en las que:
la figura 1 es una vista en perspectiva en despiece ordenado de una parte de un elemento tubular y dos placas diferentes que van a acoplarse alternativamente al mismo;
la figura 2 es una vista frontal de las mismas piezas de la figura 1, que destaca los aspectos constructivos de las placas y una etapa del método en relación con el elemento tubular;
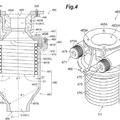
las figuras 3 y 4 ilustran, a gran escala, correspondientes secciones axiales del elemento tubular, seguidas por la realización de etapas de operación sucesivas del método;
la figura 5 ilustra, en una vista similar a las figuras 3 y 4 anteriores, la siguiente etapa de inserción de la placa en el elemento tubular;
la figura 6 ilustra, en una vista similar a la figura 5, la siguiente etapa de bloqueo mecánico de la placa al elemento. Descripción detallada de la invención
Con referencia a las figuras de los dibujos, (1) indica un elemento tubular de metal, por ejemplo un elemento (1) tubular de metal que es del tipo usado en un radiador térmico para su instalación en un cuarto de baño, y que puede aplicarse a uno de los dos colectores verticales, a los que se hizo referencia en el preámbulo al respecto.
Los extremos del elemento (1) tubular están destinados a cerrarse de manera sellada mediante placas de metal que pueden ser macizas, tal como en una primera realización indicadas mediante (2) o, en una segunda realización indicadas mediante (20), pueden disponer de un manguito (21) en una zona central de las mismas, manguito (21) que está roscado internamente para conectar el radiador a la tubería de agua de la instalación de calefacción (figura
D-
El método de la presente invención hace referencia a etapas que implican tanto la preparación del extremo del elemento (1) tubular como la realización de la placa (2, 20) y a etapas que se refieren al ensamblaje de las mismas entre sí.
La preparación del extremo del elemento tubular consiste en realizar, en la boca (10) del mismo, un asiento (12) anular que tiene una profundidad (P) predeterminada conformada para definir un escalón (13) de apoyo perimetral
en una parte inferior relativa... [Seguir leyendo]
Reivindicaciones:
Método para aplicar una placa (2, 20) de cierre a un extremo de un elemento (1) tubular, que comprende:
realizar un asiento (12) anular en una boca (10) del elemento (1) tubular, asiento (12) anular que tiene una profundidad (P) predeterminada y está conformado tal como para definir un perímetro (13) de apoyo en una parte inferior del mismo situado de manera interna con respecto al elemento (1) tubular;
realizar la placa (2, 20) con un perfil plano que es complementario a un perfil del asiento (12) anular, estando inclinadas de manera oblicua superficies (22) de corte perimetrales del perfil con el fin de obtener una conformación troncocónica de la placa (2, 20) y siendo un grosor (S) de la placa sustancialmente igual a la profundidad (P) del asiento (12) anular, al menos en lo que respecta a una anchura predeterminada de un borde (23) perimetral de la misma;
invertir la placa (2, 20) en el asiento (12) anular, de manera que las superficies (22) de corte perimetrales del perfil presentan respectivas inclinaciones que convergen en un punto ubicado externamente con respecto al elemento (1) tubular;
crear un labio (11) anular del elemento (1) tubular ubicado externamente sobre el asiento (12), con el fin de superponer el labio (11) anular sobre las superficies (22) de corte perimetrales, obteniendo por tanto un bloqueo mecánico de la placa (2, 20) con respecto al elemento (1) tubular;
caracterizado porque la etapa de realizar el asiento (12) anular consiste en operaciones sucesivas de deformación en frío de plástico del elemento (1) tubular y porque las operaciones de deformación en frío de plástico comprenden:
calibrar una parte interior del elemento (1) tubular, empezando desde la boca (10) y alcanzando una profundidad (L) predeterminada;
moldear el asiento (12) anular con la misma forma que la sección interna calibrada del elemento (1) tubular y con dimensiones uniformemente mayores que la sección interna calibrada del elemento (1) tubular, de manera que la acción de moldeado provoque que algo de material se intercepte y presione hacia una parte interior del elemento (1) tubular con el fin de formar el escalón (13) de apoyo perimetral mencionado anteriormente.
Método según la reivindicación 1, caracterizado porque se asocian medios (30) de sellado a la placa (2, 20) y porque posteriormente a la etapa de creación, se activan los medios (30) de sellado con el fin de realizar un acoplamiento sellado entre la placa (2, 20) y el elemento (1) tubular.
Método según la reivindicación 1, caracterizado porque comprende, en la etapa de realizar el asiento (12) anular, un redondeo del borde (110) del labio (11) anular.
Método según la reivindicación 1, caracterizado porque la etapa de realizar la placa (2, 20) comprende operaciones para disponer un manguito (21) roscado internamente en una zona central de la placa (2, 20).
Método según la reivindicación 4, caracterizado porque las operaciones para definir el manguito (21) roscado comprenden operaciones de recorte, perforado y aterrajado.
Patentes similares o relacionadas:
 Lavavajillas, del 29 de Julio de 2020, de Hoshizaki Corporation: Un lavavajillas que comprende:
un depósito de almacenamiento de agua caliente configurado para almacenar agua de alimentación para utilizar […]
Lavavajillas, del 29 de Julio de 2020, de Hoshizaki Corporation: Un lavavajillas que comprende:
un depósito de almacenamiento de agua caliente configurado para almacenar agua de alimentación para utilizar […]
Intercambiador de calor, del 22 de Julio de 2020, de KEW TECHNOLOGY LIMITED: Un colector para un intercambiador de calor de flujo paralelo, comprendiendo el colector : una primera pluralidad de canales (5a, 15a), […]
Dispositivo de conexión para radiador, del 1 de Julio de 2020, de ORKLI, S. COOP.: Dispositivo de conexión para radiador que comprende: - un tapón reductor configurado para adaptar una salida del radiador al tamaño […]
Intercambiador de calor de placa y máquina frigorífica reversible, que incluye dicho intercambiador, del 24 de Junio de 2020, de CARRIER CORPORATION: Intercambiador de calor de placas que incluye placas superpuestas (2A-2L), las cuales se insertan entre dos placas terminales […]
Vaporizador para gas licuado a baja temperatura, del 24 de Junio de 2020, de KABUSHIKI KAISHA KOBE SEIKO SHO: Un vaporizador para gas licuado a baja temperatura, comprendiendo: múltiples bloques de tubos de vaporización teniendo cada uno múltiples […]
Evaporador de intercambiador de calor con microcanales, del 24 de Junio de 2020, de CARRIER CORPORATION: Un intercambiador de calor que incluye: un primer banco 5 de tubos que incluye un colector de entrada y una pluralidad de primeros […]
Método para el uso de una pluralidad de aletas de desviación huecas en un túnel de viento, del 10 de Junio de 2020, de Skyventure International (UK) Ltd: Un método para usar con una pluralidad de aletas de desviación huecas en un túnel de viento , el método que comprende las etapas de: - hacer fluir […]
ENFRIADOR DE AIRE DE CARGA, del 28 de Mayo de 2020, de VALEO NORTH AMERICA, INC: Un enfriador de aire de carga, que emplea un fluido de enfriamiento que tiene un diseño compacto con el que se logra una alta eficiencia de enfriamiento y que […]