Método y aparato para el suministro ordenado de recipientes a una máquina automática.
Método para suministrar recipientes a una máquina automática, presentando los recipientes al menos una base (3a) de soporte y un eje (3b) longitudinal, perpendicular a la base (3a) de soporte, que incluye las siguientes fases operativas:
suministrar los recipientes (3) en una disposición suelta a una pluralidad de bandejas (5), situadas por debajo, que están portadas de manera amovible por una primera cinta (90) transportadora que tiene una normal vertical, de tal manera que los recipientes (3) forman una única capa (50) de recipientes (3) que están dispuestos de manera suelta en las bandejas con un eje (3b) longitudinal orientado sustancialmente en horizontal;
detectar la posición de cada recipiente (3) de la única capa (50) de recipientes (3) dispuestos de manera suelta en la correspondiente bandeja (5);
basándose en los datos recibidos de la operación de detección, recoger cada recipiente (3) dispuesto de manera suelta en la bandeja (5) y liberar cada recipiente (3) sobre un plano (8) fijo que recibe con apoyo las bases (3a) de soporte de los recipientes (3) en alojamientos (80) que tienen un entreeje (P) predeterminado; realizándose la operación de recogida basándose en la información recibida de la operación de detección anterior;
trasladar de manera coplanaria, de manera sustancialmente horizontal, los recipientes (3) que están colocados con apoyo en los alojamientos (80) hacia correspondientes asientos (10) enfrentados asociados con una segunda cinta (95) transportadora activada por etapas que tiene una normal horizontal; suministrar los recipientes (3) portados por la segunda cinta (95) transportadora a una máquina (100) automática asociada.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08155600.
Solicitante: MARCHESINI GROUP S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA NAZIONALE, 100 40065 PIANORO (BOLOGNA) ITALIA.
Inventor/es: MONTI, GIUSEPPE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B21/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 21/00 Embalaje o desembalado de botellas (atado de paquetes de botellas B65B 27/04). › Disposición, unión, alimentación u orientación de botellas antes de introducirlas en los receptáculos o después de sacarlas.
- B65B35/56 B65B […] › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › Orientación de objetos, es decir, cambio de la posición, p. ej. de una sección transversal no uniforme.
- B65G47/14 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › colocando o presentando los objetos por medios mecánicos o neumáticos durante la alimentación (durante el transporte por el transportador B65G 47/24, B65G 47/26).
- B65G47/256 B65G 47/00 […] › retirando los objetos orientados de forma incorrecta.
PDF original: ES-2528919_T3.pdf
Fragmento de la descripción:
Método y aparato para el suministro ordenado de recipientes a una máquina automática Sector de la técnica Esta invención se refiere al sector técnico relativo al suministro de recipientes a una máquina automática, preferiblemente en un entorno estéril.
Más en particular, se refiere a un método, y al aparato respectivo, para el suministro ordenado de recipientes dispuestos inicialmente de manera suelta a una máquina estéril, por ejemplo, para el llenado de recipientes.
Estado de la técnica Se conocen aparatos de clasificación mecánico-neumáticos que reciben viales dispuestos de manera suelta y máquinas de suministro sincronizado que operan en un entorno estéril aguas abajo.
Estas máquinas consisten en una tolva, que recibe viales dispuestos de manera suelta y actúa conjuntamente con un disco giratorio inclinado dotado de manera periférica de una serie de asientos conformados de manera adecuada que reciben un único vial cada vez.
El diámetro del disco rotatorio varía entre 100 y 150 cm, según la capacidad de producción, y está constituido por una serie de sectores que están ensamblados entre sí.
Los viales dispuestos de manera suelta se concentran en la parte inferior del disco inclinado giratorio, y, con la ayuda de obstáculos, desviadores y sopladores neumáticos, se guían hacia los asientos periféricos, insertándose los viales en los asientos de manera completamente aleatoria.
Un segundo disco fijo está previsto por debajo del disco giratorio, segundo disco fijo que permite que los asientos periféricos estén parcialmente cerrados, reteniendo de ese modo los viales contenidos en los asientos.
En la parte superior del disco inclinado giratorio, el segundo disco fijo se abre hacia una estación de transferencia, en la que se liberan los viales contenidos en los asientos periféricos, dispuestos verticalmente, sobre una cinta transportadora situada por debajo, preferiblemente de tipo aspirado.
Los viales se transfieren sobre la cinta transportadora de manera no sincronizada debido a la posible presencia de asientos vacíos, es decir, asientos sin viales, y por tanto los viales no pueden suministrarse directamente a una máquina, por ejemplo una máquina de llenado.
Por tanto debe interponerse un dispositivo adicional para sincronizar los viales entre la máquina de llenado y la cinta transportadora aspirada.
Cuando tiene lugar un cambio de formato de vial, es necesario sustituir el disco entero, es decir, todos sus sectores componentes, y los asientos periféricos conformados respectivos.
El cambio de formato para viales manipulados por máquinas de clasificación mecánico-neumáticas similares es extremadamente caro y difícil tanto desde el punto de vista de los costes como de la esterilización.
De hecho, desde el punto de vista económico, puesto que cada formato requiere un gran número de componentes, con su consiguiente volumen ocupado, deben tenerse en cuenta tiempos de parada prolongados para desmantelar y ajustar los componentes.
Por lo que respecta a la esterilización, el gran número de componentes necesarios para cada formato significa fases de esterilización prolongadas, laboriosas y caras.
El documento EP 0 613 841 da a conocer un aparato para alinear recipientes que comprende un robot para entregar recipientes desde un primer transportador a un segundo transportador, una cámara dispuesta en un trayecto de transporte del primer transportador para fotografiar una manera de colocación de los recipientes en el mismo, y medios de corrección montados en el segundo transportador para levantar un recipiente que adopta una posición horizontal al ser liberado por el robot.
Objeto de la invención El objetivo de esta invención es obviar los inconvenientes mencionados anteriormente proporcionando un método para el suministro ordenado de recipientes a una máquina automática, preferiblemente en un entorno estéril, método que puede aumentar significativamente la productividad del proceso de operación en comparación con la técnica
anterior, mientras que al mismo tiempo limita los consiguientes costes, el volumen ocupado global y la complejidad del aparato.
Además, un objetivo adicional de esta invención es proporcionar un aparato para el suministro ordenado de recipientes a una máquina automática, preferiblemente en un entorno estéril, aparato que garantiza que las operaciones de cambio de formato se caracterizan por un número extremadamente limitado de sustituciones de componentes, permitiendo por tanto tiempos de parado particularmente cortos para el desmantelamiento y/o ajuste.
Un objetivo adicional de la invención es proporcionar un aparato en el que el número de componentes que requieren esterilización es extremadamente limitado, reduciendo por tanto ventajosamente los costes vinculados con la esterilización.
Los objetivos mencionados anteriormente se consiguen por medio de un aparato y un método que son los objetos de las reivindicaciones 1 y 8 respectivamente.
Descripción de las figuras Las características de la invención se desprenderán a la luz de la siguiente descripción, en la que se ilustran algunas realizaciones preferidas, con ayuda de las figuras de los dibujos adjuntos, que se proporcionan a modo de ejemplo no limitativo, y en los que:
la figura 1 muestra esquemáticamente una vista en planta de un aparato que pone en práctica el método de la invención;
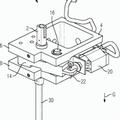
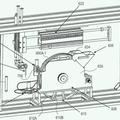
las figuras 2 y 3 muestran vistas a lo largo de las secciones II-II, III-III de la figura 1;
las figuras 4A, 4B muestran vistas a lo largo de la sección IV-IV de la figura 1 en fases operativas correspondientes.
Descripción detallada de la invención Haciendo referencia a las figuras de los dibujos, (1) indica un aparato que implementa un método para el suministro ordenado a una máquina automática de recipientes (3) que comprenden una base (3a) de soporte y un eje (3b) longitudinal perpendicular a la misma, método que incluye las siguientes fases operativas:
-suministrar recipientes (3) , que están dispuestos de manera suelta en una pluralidad de bandejas (5) situadas por debajo, portadas de manera amovible por una primera cinta (90) transportadora que tiene una normal vertical, de tal manera que se forma una única capa (50) de recipientes (3) dispuestos de manera suelta que preferiblemente no están superpuestos unos sobre otros en las bandejas (5) , estando el eje (3b) longitudinal sustancialmente horizontal;
-detectar la posición de cada recipiente (3) dispuesto de manera suelta de la única capa (50) en la bandeja (5) correspondiente;
- basándose en esta operación de detección, recoger cada recipiente (3) dispuesto de manera suelta en la bandeja (5) y liberar el recipiente (3) sobre un plano (8) fijo que recibe con apoyo las bases (3a) de soporte de los recipientes 45 (3) en alojamientos (80) que tienen un entreeje (P) predeterminado;
- trasladar de manera coplanaria una pluralidad de recipientes (3) , que están colocados con apoyo en los alojamientos (80) , hacia correspondientes asientos (10) enfrentados que están asociados con una segunda cinta (95) transportadora que tiene una normal horizontal;
-suministrar los recipientes (3) llevados por la segunda cinta (95) transportadora a una máquina (100) automática asociada.
Haciendo referencia en particular a las figuras 4A, 4B, según un modo de operación preferido, el método 55 proporcionado comprende recoger cada recipiente (3) dispuesto de manera suelta en la bandeja (5) y a continuación liberar el recipiente (3) con un eje (3b) longitudinal sustancialmente horizontal, en la boca (11a) de un canal (11) de orientación inclinado respectivo, que está conformado de modo que guía con apoyo el recipiente (3) sobre el alojamiento (80) , situado por debajo, del plano (8) fijo, con un eje (3b) longitudinal sustancialmente vertical.
Alternativamente, según un modo de operación adicional, el método comprende recoger cada recipiente (3) dispuesto de manera suelta en la bandeja (5) y a continuación liberar directamente cada recipiente (3) con apoyo sobre un alojamiento (80) del plano (8) fijo, con un eje (3b) longitudinal sustancialmente vertical.
En un modo de operación todavía adicional, el método de la invención puede comprender ventajosamente someter 65 cada bandeja (5) a una acción de vibración, antes de detectar la posición de cada recipiente (3) contenido en cada
bandeja (5) , provocando por tanto que los recipientes (3) de la única capa (50) en la bandeja (5) se distribuyan uniformemente.
Ventajosamente, cada fase operativa descrita anteriormente tiene lugar en un flujo laminar de gas estéril, y la... [Seguir leyendo]
Reivindicaciones:
1. Método para suministrar recipientes a una máquina automática, presentando los recipientes al menos una base (3a) de soporte y un eje (3b) longitudinal, perpendicular a la base (3a) de soporte, que incluye las 5 siguientes fases operativas:
suministrar los recipientes (3) en una disposición suelta a una pluralidad de bandejas (5) , situadas por debajo, que están portadas de manera amovible por una primera cinta (90) transportadora que tiene una normal vertical, de tal manera que los recipientes (3) forman una única capa (50) de recipientes (3) que están dispuestos de manera suelta en las bandejas con un eje (3b) longitudinal orientado sustancialmente en horizontal;
detectar la posición de cada recipiente (3) de la única capa (50) de recipientes (3) dispuestos de manera suelta en la correspondiente bandeja (5) ;
basándose en los datos recibidos de la operación de detección, recoger cada recipiente (3) dispuesto de manera suelta en la bandeja (5) y liberar cada recipiente (3) sobre un plano (8) fijo que recibe con apoyo las bases (3a) de soporte de los recipientes (3) en alojamientos (80) que tienen un entreeje (P) predeterminado; realizándose la operación de recogida basándose en la información recibida de la operación de detección anterior;
trasladar de manera coplanaria, de manera sustancialmente horizontal, los recipientes (3) que están colocados con apoyo en los alojamientos (80) hacia correspondientes asientos (10) enfrentados asociados con una segunda cinta (95) transportadora activada por etapas que tiene una normal horizontal;
suministrar los recipientes (3) portados por la segunda cinta (95) transportadora a una máquina (100) automática asociada.
2. Método según la reivindicación 1, caracterizado porque comprende recoger cada recipiente (3) dispuesto de manera suelta desde la bandeja (5) y a continuación liberar el recipiente (3) , estando el eje (3b) longitudinal del recipiente (3) sustancialmente horizontal, en la boca (11a) de un canal (11) de orientación inclinado respectivo, conformado de tal manera que guía con apoyo el recipiente (3) sobre el alojamiento (80) , situado por debajo, del plano (8) fijo, con un eje (3b) longitudinal sustancialmente vertical.
3. Método según la reivindicación 1, caracterizado porque comprende recoger cada recipiente (3) dispuesto de manera suelta en la bandeja (5) y después liberar directamente con apoyo el recipiente (3) sobre el alojamiento (80) , situado por debajo, del plano (8) fijo, con un eje (3b) longitudinal sustancialmente vertical.
4. Método según una de las reivindicaciones 1 a 3, caracterizado porque comprende formar una única capa (50) de recipientes (3) en las bandejas (5) , estando los recipientes (3) dispuestos de manera suelta y no superpuestos unos sobre otros en las bandejas (5) .
5. Método según una de las reivindicaciones 1 a 4, caracterizado porque antes de detectar la posición de cada recipiente (3) contenido en cada bandeja (5) , se somete cada bandeja (5) a una acción de vibración que 45 permite una distribución uniforme de los recipientes (3) de la única capa (50) en la bandeja (5) .
6. Método según cualquiera de las reivindicaciones 1 a 5, caracterizado porque los recipientes (3) están constituidos por viales estériles hechos de material de plástico.
7. Método según cualquiera de las reivindicaciones 1 a 6, caracterizado porque cada fase operativa se realiza dentro de un flujo de gas estéril, siendo la máquina (100) asociada con el segundo transportador (95) de tipo estéril.
8. Aparato para el suministro ordenado de recipientes (3) a una máquina automática, presentando los
recipientes al menos una base (3a) de soporte y un eje (3b) longitudinal perpendicular a la base (3a) de soporte, que comprende una estación (SA) de suministro en la que operan unos medios (4) transportadores para suministrar recipientes (3) en una disposición suelta a una pluralidad de bandejas (5) situadas por debajo, que están portadas de manera amovible por una primera cinta (90) transportadora que tiene una normal vertical, de manera que se forma una única capa (50) de recipientes (3) dispuestos de manera suelta en las bandejas, estando dispuestos los recipientes (3) con un eje (3b) longitudinal orientado sustancialmente en horizontal; una estación (SR) de detección en la que unos medios (6) de detección identifican una posición de cada recipiente (3) de la única capa (50) en la bandeja (5) correspondiente; una estación (SP) de recogida en la que, basándose en datos proporcionados por los medios (6) de detección, unos medios (7) de recogida recogen cada recipiente (3) dispuesto de manera suelta en la bandeja (5) , 65 liberando a continuación el recipiente (3) en una estación (ST) terminal, en las proximidades de un plano (8) fijo que proporciona una pluralidad de alojamientos (80) que tienen un entreeje (P) predeterminado, 6
alojamientos (80) que reciben con apoyo las bases (3a) de soporte de los recipientes (3) ; medios (9) de empuje, que operan en la estación (ST) terminal que interceptan y trasladan sustancialmente en horizontal una pluralidad de recipientes (3) colocados en los alojamientos (80) hacia asientos (10) enfrentados respectivos, asociados con una segunda cinta (95) transportadora, que tiene una normal horizontal y que se 5 activa por etapas en una relación en fase con los medios de empuje; siendo un fondo (10a) de cada uno de los asientos (10) sustancialmente coplanario con respecto a los alojamientos (80) identificados por el plano (8) fijo; suministrando la segunda cinta (95) transportadora recipientes (3) a una máquina (100) asociada.
9. Aparato según la reivindicación 8, caracterizado porque comprende medios (7) de recogida que liberan cada recipiente (3) , previamente recogido de la bandeja (5) , con un eje (3b) longitudinal sustancialmente horizontal en una boca (11a) de un canal (11) inclinado respectivo, canal (11) que está conformado de tal manera que guía el recipiente (3) sobre el alojamiento (80) , situado por debajo, del plano (8) fijo, con un eje (3b) longitudinal sustancialmente vertical.
10. Aparato según la reivindicación 8, caracterizado porque comprende medios (7) de recogida que liberan cada recipiente (3) recogido de la bandeja (5) , directamente sobre un alojamiento (80) correspondiente del plano (8) fijo, con un eje (3b) longitudinal sustancialmente vertical.
11. Aparato según una de las reivindicaciones 8 a 10, caracterizado porque aguas abajo de la estación (SA) de suministro comprende una estación (SS) de estabilización, en la que operan unos medios vibratorios que provocan una distribución uniforme en cada bandeja (5) de los recipientes (3) de la única capa (50) .
12. Aparato según una de las reivindicaciones 8 a 11, caracterizado porque comprende los alojamientos (80)
identificados por el plano (8) fijo a una altura (H) que es inferior a una altura de la primera cinta (90) 25 transportadora.
13. Aparato según una de las reivindicaciones 8 a 12, caracterizado porque los medios (7) de recogida comprenden al menos un brazo (70) de manipulación que está colocado en un área interna definida por ramas de la primera cinta (90) transportadora.
14. Aparato según una de las reivindicaciones 8 a 13, caracterizado porque los medios (6) de detección comprenden sistemas (60) de detección óptica que están colocados por encima de la primera cinta (90) transportadora, preferiblemente en las proximidades de la línea media de las bandejas (5) determinada con respecto al sentido de avance de las bandejas (5) .
15. Aparato según una de las reivindicaciones 8 a 14, caracterizado porque los medios (4) transportadores comprenden un plano (40) vibratorio, que está dispuesto por encima con respecto a la primera cinta (90) transportadora, y que presenta dimensiones transversales no superiores a las dimensiones transversales de las bandejas (5) .
16. Aparato según una de las reivindicaciones 8 a 15, caracterizado porque los recipientes (3) están constituidos por viales estériles hechos de un material de plástico.
17. Aparato según una de las reivindicaciones 8 a 16, caracterizado porque las estaciones (SA, SR, SP, ST, 45 SS) se someten a un flujo de gas estéril; siendo la máquina (100) asociada con el segundo transportador (95) de tipo estéril.
Patentes similares o relacionadas:
DISPOSITIVO ORIENTADOR DE ENVASES Y MÁQUINA POSICIONADORA QUE LO PORTA, del 7 de Noviembre de 2019, de TRAKTECH CONTRUCCIONS MECANIQUES, S.L: Dispositivo posicionador de envases y máquina posicionadora que lo porta. Es utilizable con envase con cuello y boca. Comprende un embudo cuyos bordes están formados […]
Aparato de transporte con correa de vacío, del 24 de Julio de 2019, de QUALYSENSE AG: Un aparato para transportar partículas , incluyendo el aparato: una correa transportadora sinfín que tiene una pluralidad de […]
Dispositivo para separar objetos de ensayo, del 17 de Julio de 2019, de KRAEMER, THILO: Dispositivo para separar objetos de ensayo que comprende al menos un primer disco giratorio interno y un segundo disco giratorio externo , en […]
Cuba vibratoria para el suministro continuo de pequeñas piezas, del 27 de Marzo de 2019, de INTEC INDUSTRIAS TECNICAS S.L.: Cuba vibratoria para el suministro continuo de pequeñas piezas almacenadas sin orden en dicha cuba , dicha cuba presentando una pared cónica y un fondo […]
MÁQUINA Y PROCEDIMIENTO PARA POSICIONAR OBJETOS, del 22 de Marzo de 2019, de MULET VALLES,TOMAS: Máquina y procedimiento para posicionar objetos. Dicha máquina comprende una tolva de carga formada por un cuerpo envolvente estático, delimitado por una base de […]
Procedimiento y dispositivo para la alimentación de piezas de moldeo por inyección, del 20 de Febrero de 2019, de HEKUMA GMBH: Procedimiento para la alineación de elementos de filtro (F) destinados para la alimentación de piezas de moldeo por inyección, en particular de puntas de pipeta (P), […]
 Dispositivo para la separación de objetos con forma esférica o cilíndrica, del 31 de Octubre de 2018, de SIEMENS HEALTHCARE DIAGNOSTICS PRODUCTS GMBH: Dispositivo para la separación de objetos en forma de varilla o de esfera, que comprende una palanca provista con una perforación , donde la perforación […]
Dispositivo para la separación de objetos con forma esférica o cilíndrica, del 31 de Octubre de 2018, de SIEMENS HEALTHCARE DIAGNOSTICS PRODUCTS GMBH: Dispositivo para la separación de objetos en forma de varilla o de esfera, que comprende una palanca provista con una perforación , donde la perforación […]
 Sistema analítico con transporte de capilar, del 5 de Octubre de 2018, de BECKMAN COULTER, INC.: Sistema analítico que comprende:
una unidad de dispensador de capilares que comprende un depósito de almacenamiento configurado para almacenar una pluralidad […]
Sistema analítico con transporte de capilar, del 5 de Octubre de 2018, de BECKMAN COULTER, INC.: Sistema analítico que comprende:
una unidad de dispensador de capilares que comprende un depósito de almacenamiento configurado para almacenar una pluralidad […]