METODO Y APARATO PARA PROPORCIONAR UN POLIMERO PARA USARSE EN UNA INFUSION A VACIO.
Método para producir un miembro de pala de material compuesto de fibra por medio de una infusión en vacío,
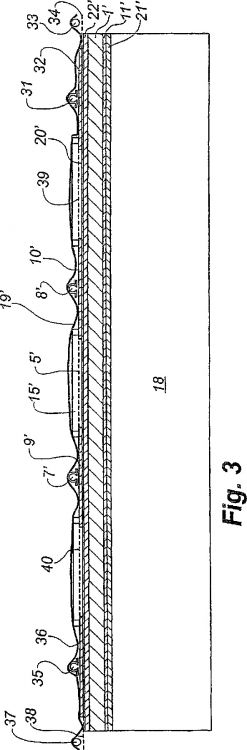
donde el material de fibra es impregnado con líquido polímero, y aplicando un molde (18) con una cavidad de moldeo, y donde, en la cavidad de moldeo:
a) se coloca una capa inferior (11) de distribución,
b) se coloca una inserción (1) de fibra que incluye una pluralidad de capas de fibra por encima de la capa inferior (11) de distribución,
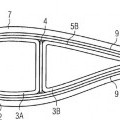
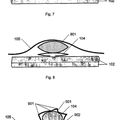
c) se coloca una primera capa superior (9) de distribución y una segunda capa superior (10) de distribución, a una cierta distancia transversal entre ellas, por encima de la inserción de fibra, de manera que al menos una parte de la primera capa de distribución se solapa con una primera zona (2) de la inserción (1) de fibra, y al menos una parte de la segunda capa de distribución se solapa con una segunda zona (3) de la inserción (1) de fibra, estando separadas la primera zona (2) y la segunda zona (3) por una zona intermedia (6) que no se solapa con la primera ni con la segunda capas (9, 10) de distribución,
d) se coloca un primer canal de entrada por encima de la primera capa (9) de distribución,
e) se coloca un segundo canal (8) de entrada en la parte superior de la segunda capa (10) de distribución,
f) se coloca una membrana semipermeable (5) por encima de la zona intermedia (6) de la inserción (1) de fibra, que puede expandirse solapadamente sobre la primera capa (9) de distribución y/o la segunda capa (10) de distribución, y que es permeable a los gases y sustancialmente impermeable al polímero líquido, comunicándose dicha membrana semipermeable (5) con una fuente de vacío, desde donde
g) de una manera conocida por sí misma, se coloca una bolsa (19) de vacío sobre la parte superior del molde (18), que es evacuada de aire por medio de una fuente de vacío, y se dirige el polímero hacia el molde a través del primer y segundo canales (7, 8) de entrada
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DK2007/000107.
Solicitante: LM GLASFIBER A/S.
Nacionalidad solicitante: Dinamarca.
Dirección: ROLLES MOELLEVEJ 1,6640 LUNDERSKOV.
Inventor/es: HANSEN,TIM,MØLLER, KOFOED,MICHAEL.
Fecha de Publicación: .
Fecha Concesión Europea: 24 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B29C70/44A
- B29C70/54E2
Clasificación PCT:
- B29C70/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B29C70/54 B29C 70/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Fragmento de la descripción:
Método y aparato para proporcionar un polímero para usarse en una infusión a vacío.
Campo técnico
La presente invención está relacionada con un método para producir un miembro de recubrimiento de material compuesto de fibra, por medio de una infusión en vacío, donde el material de la fibra está impregnado con un polímero líquido, y donde se aplica un molde con una cavidad de moldeo. Más aún, la invención está relacionada con un aparato para proporcionar polímero para ser utilizado en la infusión en vacío, en conexión con la fabricación de, preferiblemente, miembros de recubrimiento alargados.
Por tanto la invención está relacionada con un método y un aparato para producir moldeos compuestos de fibra por medio del VARTM (moldeo de transferencia de resina con ayuda del vacío), donde el polímero líquido, denominado también resina, se llena en una cavidad de moldeo, en la cual se ha insertado previamente material de fibra, cuando se genera el vacío en la cavidad de moldeo, absorbiendo así el polímero. El polímero puede ser plástico termoendurecido o termoplástico.
Técnica anterior
La infusión en vacío es un proceso utilizado para moldear molduras compuestas de fibra, donde las fibras uniformemente distribuidas, siendo dichas fibras en forma de mechas, es decir, manojos de cintas de fibra, cintas de mechas o esterillas, que son esterillas de fieltro hechas de fibras individuales o esterillas tejidas hechas de mechas de fibra, son superpuestas en una o más partes del molde. La segunda parte del molde está hecha a menudo de una bolsa elástica de vacío, y está colocada posteriormente sobre la parte superior del material de la fibra. Al generar el vacío, típicamente el 80 al 90% del vacío total, en la cavidad de moldeo entre el lado interno de la parte del molde y la bolsa de vacío, se puede extraer el polímero líquido y llenar la cavidad de moldeo con el material de la fibra contenido en ella. Se utilizan las denominadas capas de distribución o tubos de distribución, llamados también canales de entrada, entre la bolsa de vacío y el material de la fibra, con el fin de obtener una distribución tan acertada y eficiente como sea posible. En la mayoría de los casos, el polímero aplicado es poliéster o epoxy, y el refuerzo de fibra está muy a menudo basado en fibras de vidrio o fibras de carbono.
Durante el proceso de relleno del molde, se genera un vacío, entendiendo el vacío en este contexto como una presión negativa, a través de los canales de vacío en la cavidad de moldeo, por lo que el polímero líquido es atraído hacia la cavidad de moldeo a través de los canales de entrada, con el fin de rellenar dicha cavidad de moldeo. A partir de los canales de entrada, el polímero se dispersa en todas las direcciones de la cavidad de moldeo, debido a la presión negativa a medida que el frente del flujo se desplaza hacia los canales de vacío. Por tanto, es importante situar óptimamente los canales de entrada y los canales de vacío con el fin de obtener un llenado completo de la cavidad de moldeo. Sin embargo, asegurar una distribución completa del polímero en toda la cavidad del molde es a menudo difícil, y consecuentemente esto da como resultado frecuentemente los denominados puntos secos, es decir, zonas con material de fibra que no está suficientemente impregnado con resina. Por tanto, los puntos secos son zonas en las que el material de la fibra no está impregnado, y donde puede haber bolsas de aire, que son difíciles o imposibles de eliminar mediante el control de la presión de vacío y posiblemente una sobrepresión en el lado de la entrada. Con relación a la infusión en vacío, se pueden reparar los puntos secos empleando una parte sólida del molde y una parte elástica del molde en forma de bolsa de vacío, tras el proceso de llenado del molde, por ejemplo perforando el paño en el respectivo lugar y extrayendo el aire, por ejemplo mediante la aguja de una jeringa. El polímero líquido puede ser inyectado en el respectivo lugar, y esto puede ser hecho, por ejemplo, también por medio de la aguja de una jeringa. Esto es un proceso que consume tiempo y es pesado. En el caso de partes grandes del molde, el personal tiene que ponerse de pie sobre la bolsa de vacío, lo cual no es deseable, especialmente cuando el polímero no se ha endurecido, porque puede dar como resultado deformaciones en el material de fibra insertado y por tanto una debilitación local de la estructura.
La literatura de patentes divulga ejemplos del uso de una membrana semipermeable que aumenta la zona en la cual está activo el vacío, y que por tanto reduce los problemas anteriores. Con relación a esto, el término membrana semipermeable significa una membrana que es permeable a los gases, pero impermeable al polímero líquido.
Por tanto, si se coloca una membrana semipermeable a través de la inserción de la fibra, se pueden eliminar más fácilmente las bolsas de aire.
El documento DE 102 03 975 C1 divulga un método y un aparato para producir un miembro de pala de material compuesto de fibra, por medio de una infusión en vacío, donde el material de fibra está impregnado de polímero líquido, y en un molde con una cavidad de moldeo, se coloca una capa de distribución superior por encima de una inserción de fibra que incluye una pluralidad de capas de fibra, donde al menos una parte de la capa de distribución se solapa con una primera zona de la inserción de fibra, se coloca un canal de entrada por encima de la capa de distribución, se coloca una membrana semipermeable por encima de la inserción de fibra que puede expandirse solapadamente sobre la capa de distribución, y que es permeable a los gases y substancialmente impermeable al polímero líquido, y comunicándose dicha membrana semipermeable con una fuente de vacío, a partir de lo cual se coloca una bolsa de vacío sobre la parte superior del molde, que es evacuada de aire por medio de una fuente de vacío, y el polímero es dirigido al interior del molde a través del canal de entrada.
Al igual que, por ejemplo, las aspas de las turbinas eólicas se han hecho cada vez más grandes en el transcurso del tiempo, y ahora pueden tener más de 60 metro de longitud, el tiempo de impregnación con respecto a la fabricación de tales aspas ha aumentado, porque hay que impregnar de polímero más material de fibra. Además, el proceso de infusión se ha hecho más complicado, ya que la impregnación de grandes miembros de recubrimiento, tales como las aspas, requiere el control de frentes de flujo para evitar los puntos secos, donde dicho control puede incluir, por ejemplo, un control relacionado con el tiempo de los canales de entrada y de los canales de vacío. Esto aumenta el tiempo requerido para absorber o inyectar el polímero. Como resultado, el polímero ha de permanecer líquido durante un tiempo más largo, dando como resultado también normalmente un aumento del tiempo de curación.
Divulgación de la invención
El objeto de la presente invención es proporcionar un método nuevo y mejorado de fabricar un miembro de pala para material compuesto de fibra, por medio de infusión en vacío, donde tanto el tiempo para llenar el molde, como el tiempo de curación y el riesgo de manchas secas puedan ser reducidos.
El objeto de la invención se consigue porque, en la cavidad de moldeo:
Reivindicaciones:
1. Método para producir un miembro de pala de material compuesto de fibra por medio de una infusión en vacío, donde el material de fibra es impregnado con líquido polímero, y aplicando un molde (18) con una cavidad de moldeo, y donde, en la cavidad de moldeo:
2. Método según la reivindicación 1, en el que antes del paso a) se coloca una pluralidad de capas (21) de fibra en la cavidad de moldeo, y preferiblemente también un recubrimiento de gel que define el exterior del miembro de pala moldeado ya acabado.
3. Método según la reivindicación 1 o 2, en el que se coloca una pluralidad de capas (22) de fibra en la cavidad de moldeo, entre los pasos b) y c), definiendo dicha pluralidad de capas de fibra la parte interior del miembro de pala moldeado, ya acabado.
4. Método según una de las reivindicaciones precedentes, en el que la inserción (1) de fibra constituye un laminado principal, que es una sección de refuerzo longitudinal en la mitad de un miembro de pala de un aspa para una turbina eólica.
5. Método según una de las reivindicaciones precedentes, en el que la inserción (1) de fibra tiene un espesor de 10 - 100 mm, 20 - 80 mm o 30 - 50 mm.
6. Método según una de las reivindicaciones precedentes, en el que la zona intermedia (6) tiene una anchura de 50 - 1000 mm, 70 - 500 mm o 100 - 200 mm.
7. Método según una de las reivindicaciones precedentes, en el que los canales (16) de vacío están dispuestos a lo largo del borde del molde.
8. Aparato para proporcionar polímero para ser utilizado en una infusión en vacío en conexión con la fabricación, preferentemente de miembros de pala alargados, caracterizado porque el aparato incluye:
9. Aparato para proporcionar polímero, según la reivindicación 8, en el que se incluye además:
10. Aparato para proporcionar polímero, según la reivindicación 8 o 9, en el que la membrana semipermeable (5) está colocada entre la primera capa (9) de distribución y la segunda capa (10) de distribución.
11. Aparato para proporcionar polímero, según una de las reivindicaciones 8 - 10, en el que la membrana semipermeable se coloca de forma que se solapa con la primera capa (9) de distribución y/o la segunda capa (10) de distribución.
12. Aparato para proporcionar polímero, según una de las reivindicaciones 8 - 11, en el que los canales (7, 8) de entrada están formados como tubos con un perfil en forma de omega.
13. Aparato para proporcionar polímero, según una de las reivindicaciones 8 - 12, caracterizado porque la membrana semipermeable (5) forma parte de un canal longitudinal (15) de vacío.
14. Aparato para proporcionar polímero, según una de las reivindicaciones 8 - 13, en el que el aparato incluye una bolsa de membrana preferiblemente alargada, con un canal frontal, uno posterior, uno central (15) de vacío, y dos canales (7, 8) de entrada que se extienden a cada lado del canal (15) de vacío, estando constituido el frontal de la zona del canal de vacío por una membrana semipermeable (5) y siendo permeable al polímero líquido en la zona de los canales de entrada.
15. Aparato para proporcionar polímero, según una de las reivindicaciones 8- 14, en el que se incluye además una capa de desgarre, preferiblemente en forma de capa perforada, colocada externamente en comparación con las dos capas (9, 10) de distribución.
Patentes similares o relacionadas:
DISPOSITIVO DE IMPREGNACIÓN CIRCUNFERENCIAL CONTROLADO, del 16 de Diciembre de 2011, de EUROCOPTER DEUTSCHLAND GMBH: Dispositivo de moldeo por impregnación de al menos una capa de refuerzo que constituye una pieza que va a moldearse o al menos una capa de refuerzo que cubre una pieza, […]
MÉTODO DE FABRICACIÓN DE ÁLABES DE TURBINA EÓLICA QUE COMPRENDEN MATERIALES DE MATERIAL COMPUESTO, del 18 de Noviembre de 2011, de SIEMENS AKTIENGESELLSCHAFT: Método de fabricación de álabes de turbina eólica que comprenden materiales de material compuesto, que comprende las etapas de - seleccionar una […]
MÉTODO, APARATO Y SISTEMA PARA DETECTAR FUGAS EN UN PROCESO DE VARTM, del 7 de Julio de 2011, de LM GLASFIBER A/S: Un método para producir una estructura compuesta que comprende material reforzado con fibras mediante moldeo de transferencia de resina asistida […]
 PROCEDIMIENTO PARA FABRICAR UN MATERIAL COMPUESTO, del 25 de Mayo de 2011, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para fabricar un material compuesto que comprende las etapas de: - colocar al menos una estera de fibra sobre la superficie interna de un […]
PROCEDIMIENTO PARA FABRICAR UN MATERIAL COMPUESTO, del 25 de Mayo de 2011, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para fabricar un material compuesto que comprende las etapas de: - colocar al menos una estera de fibra sobre la superficie interna de un […]
 RECUBRIMIENTO EN MOLDE MEDIANTE UN PROCEDIMIENTO DE INFUSION DE MULTIPLES ETAPAS, del 25 de Agosto de 2010, de COOK COMPOSITES & POLYMERS COMPANY: Método de fabricación de un artículo compuesto recubierto, comprendiendo el método las etapas de proporcionar una abrazadera que comprende […]
RECUBRIMIENTO EN MOLDE MEDIANTE UN PROCEDIMIENTO DE INFUSION DE MULTIPLES ETAPAS, del 25 de Agosto de 2010, de COOK COMPOSITES & POLYMERS COMPANY: Método de fabricación de un artículo compuesto recubierto, comprendiendo el método las etapas de proporcionar una abrazadera que comprende […]
 TEJIDO DE FIBRA DE CARBONO, MOLDEADO DE PLASTICO REFORZADO CON FIBRA OBTENIDO UTILIZANDO EL TEJIDO Y METODO DE PRODUCCION DEL MOLDEADO, del 26 de Mayo de 2010, de TORAY INDUSTRIES, INC.: SE DESCRIBE UNA TELA DE FIBRA DE CARBONO TEJIDA, CARACTERIZADA PORQUE SE DISPONEN MUCHOS HILADOS DE FIBRA DE CARBONO, QUE COMPRENDEN RESPECTIVAMENTE DE ENTRE 40.000 […]
TEJIDO DE FIBRA DE CARBONO, MOLDEADO DE PLASTICO REFORZADO CON FIBRA OBTENIDO UTILIZANDO EL TEJIDO Y METODO DE PRODUCCION DEL MOLDEADO, del 26 de Mayo de 2010, de TORAY INDUSTRIES, INC.: SE DESCRIBE UNA TELA DE FIBRA DE CARBONO TEJIDA, CARACTERIZADA PORQUE SE DISPONEN MUCHOS HILADOS DE FIBRA DE CARBONO, QUE COMPRENDEN RESPECTIVAMENTE DE ENTRE 40.000 […]
 PRODUCCION DE UN LAMINADO POR INYECCION DE RESINA, del 1 de Marzo de 2010, de LM GLASFIBER A/S: Un método de fabricar un laminado que comprende la generación de una presión negativa entre una parte de molde y una película de vacío , […]
PRODUCCION DE UN LAMINADO POR INYECCION DE RESINA, del 1 de Marzo de 2010, de LM GLASFIBER A/S: Un método de fabricar un laminado que comprende la generación de una presión negativa entre una parte de molde y una película de vacío , […]
 MATERIAL TEXTIL DE REFUERZO INFUNDIBLE LIBRE DE RIZADO Y MÉTODO PARA SU FABRICACIÓN, del 13 de Abril de 2011, de OWENS CORNING: Material textil que comprende una pluralidad de cables de filamentos sustancialmente paralelos dispuestos en una capa (2; 16, 18; 40, […]
MATERIAL TEXTIL DE REFUERZO INFUNDIBLE LIBRE DE RIZADO Y MÉTODO PARA SU FABRICACIÓN, del 13 de Abril de 2011, de OWENS CORNING: Material textil que comprende una pluralidad de cables de filamentos sustancialmente paralelos dispuestos en una capa (2; 16, 18; 40, […]