MÉTODO Y APARATO PARA EL MOLDEADO, TRANSFERENCIA Y CIERRE DE RECIPIENTES SELLADOS EN PLÁSTICO.
Un proceso para formar un recipiente estanco de plástico que comprende las etapas de:
(a) inyectar un material de plástico fundido en una cavidad de un molde para formar un cuerpo y tapa fundidos; (b) abrir la cavidad del molde; (c) expulsar completamente del molde el cuerpo y tapa antes de que el material esté completamente endurecido; (d) comunicar el cuerpo y tapa con un dispositivo de transferencia; (e) transferir el cuerpo y tapa con el dispositivo de transferencia a una estación de cerrado de tapa; y (f) sellar la tapa al cuerpo en la estación de cerrado de tapa antes de que el material esté completamente endurecido para formar una junta estanca
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2001/002297.
Solicitante: CAPITOL PLASTIC PRODUCTS, LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1030 RIVERFRONT CENTER, P.O.BOX 710 AMSTERDAM, NEW YORK 12010 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BELFANCE, JOHN, ABRAMS, ROBERT, S., TISMA,BRANKO.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Enero de 2001.
Fecha Concesión Europea: 5 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B29C45/00J3
- B29C65/66B
- B29C65/78K
Clasificación PCT:
- B29C45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C45/17 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C45/40 B29C 45/00 […] › Desmoldeo o eyección de los objetos formados.
- B29C65/66 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por eliminación de tensiones internas, p. ej. contracción de una de las partes a unir.
- B29C65/78 B29C 65/00 […] › Medios para manipular los elementos a ensamblar, p. ej. para fabricar recipientes u objetos huecos.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN
La presente invención se refiere a un aparato y proceso para la formación de un sello hermético entre una tapa y un cuerpo de un contenedor después de que el contenedor es completamente expulsado de un molde y luego transferido a una estación de cierre de tapa.
ANTECEDENTES DE LA INVENCIÓN:
Un cuerpo y una tapa de plástico del tipo a los cuales la presente invención se refiere es generalmente un recipiente de plástico moldeado por inyección que tiene una tapa plástica adaptada para sellar el cuerpo cerrado con un sello a prueba de fugas. Tales cuerpo y tapa son, por ejemplo, el vial que puede ser usado para recoger una muestra de leche u orina, o para el envío de agua estéril, u otros tipos de contenedores que tienen tapas. La tapa es normalmente conectada de forma integral al cuerpo.
La Patente U.S. No 4,783,056 se refiere a un método para realizar el sellado de una tapa sobre un vial que incluye un molde con varias partes móviles en el cual el vial puede ser moldeado y sellado en el mismo aparato. Este método de formación y sellado de un vial aséptico elimina el paso adicional de sellado del vial bajo condiciones asépticas debido a que el sellado es hecho directamente en el molde mientras el vial está todavía lo suficientemente caliente para mantener la flexibilidad necesaria y la esterilidad del vial. Sin embargo, este método requiere el uso de un molde que tiene partes móviles para el cerrado y sellado de la tapa del vial y no facilita fácilmente la transferencia de un líquido al contenedor anterior al sellado.
La Patente U.S. No 5,723,085 se refiere a un aparato y su proceso para la fabricación de un conjunto de tapa y cuerpo a prueba de fugasconjunto. Este proceso describe un método de inyección de un material fundido en una cavidad de molde, separando la cavidad del molde, enganchando al menos el cuerpo con un brazo robotizado mientras el conjunto esta en el molde y moviendo el conjunto de tapa y cuerpo con el brazo robotizado en un dispositivo de tapado mientras que el cuerpo y la tapa están a una temperatura en la cual el material no esta totalmente estable. El cuerpo es luego sellado mediante el movimiento de la tapa para enganchar con el cuerpo para formar un sello hermético.
El aparato descrito en esta Patente U.S. comprende: un molde con una primera parte de molde, una segunda parte de molde y una cavidad de molde formada entre la primera y la segunda partes de molde; medios de inyección para la inyección de un material fundido dentro de la cavidad del molde para formar un cuerpo y una tapa; medios de retracción para la retracción de la primera parte del molde de la segunda parte del molde para separar la primera parte del molde del cuerpo y tapa; un brazo robotizado con medios de enganche configurado para enganchar al menos uno del cuerpo y la tapa antes que el cuerpo y la tapa estén totalmente estables y para mover el cuerpo y la tapa del molde a un dispositivo de tapado antes que el material esté completamente estable; y un dispositivo de tapado para el sellado de la tapa en el cuerpo mientras el cuerpo y la tapa están a una temperaturaa la cual el material del cuerpo y la tapa no esta completamenteestable.
RESUMEN DE LA INVENCIÓN
La presente invención se refiere a un aparato y su proceso para la fabricación de un contenedor de plástico a prueba de fugas. El proceso se refiere a un proceso para la formación y sellado de una tapa sobre un cuerpo con un sellado hermético después que el cuerpo y la tapa son completamente expulsados de un molde, y el cuerpo y tapa son transferidos a una estación de cierre de tapa.
Mas específicamente, una apreciación más completa de la presente invención y muchas de las ventajas consiguientes serán fácilmente comprensible por referencia a la siguiente descripción cuando se considera en relación con los dibujos que acompañan.
BREVE DESCRIPCION DE LOS DIBUJOS:
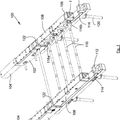
FIG. 1 es una vista superior de una realización de la presente invención mostrando una tolva, transportador y una estación de cierre de tapa.
FIG. 2 es una vista superior de una realización de la presente invención mostrando una estación de cierre de tapa.
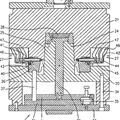
FIG. 3 es una vista lateral, en una sección parcial de una realización de molde de la presente invención.
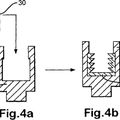
FIG. 4 es una vista en sección de una realización de un cuerpo y tapa de la presente invención.
Entre los beneficios y mejoras que han sido descritos, otros objetos y ventajas de esta invención serán evidentes a partir de la siguiente descripción tomada en conjunción con los dibujos acompañantes. Los dibujos se constituyen una parte de esta especificación e incluyen realizaciones ejemplares de la presente invención e ilustran varios objetos y características de las mismas.
DESCRIPCION DETALLADA DE LA PRESENTE INVENCIÓN:
La presente invención se refiere a un aparato y proceso para la fabricación de una tapa y cuerpo de plástico a pruebas de fugas. El termino “a prueba de fugas” significa que el cuerpo y tapa (es decir, el contenedor) pasa la prueba de tinte azul cristal. La prueba de tinte azul cristal es una prueba visual para detectar fugas entre el cuerpo y la tapa. Un contenedor “pasa” la prueba de tinte azul cristal si el papel blanco, en el cual el contenedor es colocado, no cambia visualmente de color (1& El papel blanco no se contamine con el liquido tinte azul cristal del contenedor). El procedimiento de la prueba de tinte azul cristal consiste en lo siguiente: (a) el liquido tinte azul cristal es preparado agregando una cucharita de polvo de tinte azul cristal a 3.8 L (un galón) de alcohol y luego mezclando cuidadosamente la solución, (b) el liquido tinte azul cristal se vierte en el contenedor (1& una cantidad suficiente del liquido tinte debe agregarse de forma que, cuando el contenedor es colocado al revés, todo el área del sello debe ser cubierta); (c) el contenedor es cerrado mediante la aplicación de suficiente presión hacia abajo en la tapa para completamente y de manera uniforme asentar la tapa en el cuerpo; (d) el contenedor es colocado al revés (1& invertido) en el papel blanco a temperatura ambiente; y (e) después de 4 horas, el papel blanco es examinado para determinar si el papel blanco esta contaminado con el liquido tinte azul cristal.
La frase “no plenamente estable” significa que: 1) el material plástico que forma el cuerpo y tapa están a temperatura entre la temperatura de transición vítrea (Tg) y el punto de fusión (Tm) del material; 2) la tapa y el cuerpo son lo suficientemente rígidos para mantener su forma y ser movido sin daños; y 3) las superficies de sellado en la tapa y cuerpo están lo suficientemente calientes como para ajustarse entre sí para hacer el sello a prueba de fugas requerido, sin embargo, lo suficientemente fríos como para que la tapa se pueda abrir y cerrar sin que se pegue. La temperatura de transición vítrea (Tg) es el punto por debajo del cual el plástico se comporta como lo hace el vidrio. Por debajo de Tg, el termoplástico será muy fuerte, totalmente rígido (o totalmente estable), y frágil. A temperatura igual o superior a Tg, el plástico no es tan fuerte o rígido como el cristal, y no es frágil. Y finalmente, por encima de Tm, el plástico es un líquido fundido. Los valores Tg y Tm son ampliamente publicados para materiales comerciales de plástico, normalmente aparecen en los textos de los materiales plásticos, por ejemplo, como se indica en el Manual de Polímero, 2da Edicion. J. Wiley (1975) en V-24, el Tg del polipropileno esta listado en -18ºC (0.4ºF), con el Tm en +171ºC (+340ºF). La temperatura del vial puede ser medida ya sea en la superficie de sellado del vial (suponiendo una superficie suficiente de contacto pirométrico), o en la pared exterior del vial cerca de la superficie de sellado para asegurar el área suficiente de contacto de pirómetro.
El aparato y proceso de la presente invención puede ser usado para fabricar una variedad de cuerpos incluyendo botellas, frascos, canalones o cualquier otro contenedor que requiera un sello hermético. La invención será descrita en los dibujos y descripciones con respecto a un vial. Sin embargo, debe entenderse que el aparato y su proceso de la presente invención se aplican por igual a cualquier contenedor que requiere un sello de plástico a prueba de fugas y, como tal, no esta limitado a los viales.
Como un ejemplo ilustrativo, el vial 16, como se muestra en las...
Reivindicaciones:
1. Un proceso para formar un recipiente estanco de plástico que comprende las etapas de:
(a) inyectar un material de plástico fundido en una cavidad de un molde para formar un cuerpo y tapa fundidos;
(b) abrir la cavidad del molde;
(c) expulsar completamente del molde el cuerpo y tapa antes de que el material esté completamente endurecido;
(d) comunicar el cuerpo y tapa con un dispositivo de transferencia;
(e) transferir el cuerpo y tapa con el dispositivo de transferencia a una estación de cerrado de tapa; y
(f) sellar la tapa al cuerpo en la estación de cerrado de tapa antes de que el material esté completamente endurecido para formar una junta estanca.
2. Un aparato para formar un recipiente estanco de plástico que comprende:
un molde que tiene una cavidad de molde;
un dispositivo para inyectar un plástico fundido en la cavidad de molde para formar un cuerpo y una tapa; un dispositivo para abrir el molde;
un dispositivo de expulsión que coopera con la estructura de apertura de molde para expulsar completamente del molde el cuerpo y tapa antes de que el material esté completamente endurecido y sin causar daño a las superficies de junta en el cuerpo o tapa;
un dispositivo de transferencia para transferir el cuerpo y tapa a una estación de cerrado de tapa después de que el cuerpo y tapa han sido completamente expulsados del molde, en el que el dispositivo de transferencia se configura para mover el cuerpo y tapa sin originar daño al cuerpo o a la tapa; y
una estación de cerrado de tapa para sellar la tapa al cuerpo mientras el cuerpo y la tapa no están completamente endurecidos para formar una junta estanca.
3. Un proceso para formar un plástico estanco que comprende las etapas de:
(a) inyectar un material de plástico fundido en una cavidad de un molde para formar un cuerpo y tapa fundidos;
(b) abrir la cavidad del molde;
(c) expulsar completamente del molde el cuerpo y tapa antes de que el material esté completamente endurecido;
(d) alimentar por gravedad el cuerpo y tapa a un dispositivo de recogida;
(e) transferir el cuerpo y tapa con un dispositivo de transferencia desde el dispositivo de recogida a una estación de cerrado de tapa; y
(f) sellar la tapa al cuerpo en la estación de cerrado de tapa antes de que el material esté completamente endurecido para formar una junta estanca.
4. Un aparato para formar un recipiente estanco de plástico que comprende:
un molde que tiene una cavidad de molde;
un dispositivo para inyectar un plástico fundido en la cavidad de molde para formar un cuerpo y una tapa; un dispositivo para abrir el molde;
un dispositivo de expulsión que coopera con la estructura de apertura de molde para expulsar completamente del molde el cuerpo y tapa antes de que el material esté completamente endurecido y sin causar daño a las superficies de junta en el cuerpo o tapa;
un dispositivo de recogida para recibir el cuerpo y tapa que se alimentan por gravedad desde el molde y para contener al menos un cuerpo y tapa;
un dispositivo de transferencia para transferir el cuerpo y tapa desde el dispositivo de recogida a una estación de cerrado de tapa, en donde el dispositivo de transferencia se configura para mover el cuerpo y tapa sin originar daño a las superficies de junta en el cuerpo o tapa; y
una estación de cerrado de tapa para sellar la tapa al cuerpo mientras el cuerpo y tapa no están completamente endurecidos para formar una junta estanca.
Patentes similares o relacionadas:
 SISTEMA DE CIERRE PARA TAPONES MOLDEADOS, del 1 de Marzo de 2011, de MOULINDUSTRIE: Sistema de cierre para tapones moldeados formado por un cuerpo , un opérculo y una bisagra, sistema de cierre que comprende: […]
SISTEMA DE CIERRE PARA TAPONES MOLDEADOS, del 1 de Marzo de 2011, de MOULINDUSTRIE: Sistema de cierre para tapones moldeados formado por un cuerpo , un opérculo y una bisagra, sistema de cierre que comprende: […]
 PROCEDIMIENTO Y APARATO PARA MOLDEO SIMULTANEO POR INYECCION Y MONTAJE PARA ARTICULOS REALIZADOS DE MATERIAL PLASTICO QUE TIENEN PARTES CONECTABLES MEDIANTE ARTICULACION DURANTE UNA ETAPA DE DESMOLDEO, del 17 de Septiembre de 2010, de ABATE BASILIO&C. S.N.C: Un procedimiento de moldeo simultáneo por inyección y montaje para un artículo realizado de material plástico, comprendiendo el artículo una primera parte moldeada […]
PROCEDIMIENTO Y APARATO PARA MOLDEO SIMULTANEO POR INYECCION Y MONTAJE PARA ARTICULOS REALIZADOS DE MATERIAL PLASTICO QUE TIENEN PARTES CONECTABLES MEDIANTE ARTICULACION DURANTE UNA ETAPA DE DESMOLDEO, del 17 de Septiembre de 2010, de ABATE BASILIO&C. S.N.C: Un procedimiento de moldeo simultáneo por inyección y montaje para un artículo realizado de material plástico, comprendiendo el artículo una primera parte moldeada […]
 SELLADO PARA UNA LAMPARA DE AUTOMOVIL, del 14 de Enero de 2010, de DOW CORNING CORPORATION: Un método para sellar un montaje del foco de automoción que comprende un primer elemento que tiene un montaje con lengüeta y un segundo elemento que tiene […]
SELLADO PARA UNA LAMPARA DE AUTOMOVIL, del 14 de Enero de 2010, de DOW CORNING CORPORATION: Un método para sellar un montaje del foco de automoción que comprende un primer elemento que tiene un montaje con lengüeta y un segundo elemento que tiene […]
CONJUNTO SOLDADO POR LÁSER Y MÉTODO PARA SU FABRICACIÓN, del 13 de Junio de 2011, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un conjunto que comprende un cuerpo base , un primer miembro fijado a una superficie del cuerpo base, y un segundo miembro […]
PIEZA MECÁNICA BIMATERIA MEJORADA, del 3 de Febrero de 2012, de JESA SA: Pieza mecánica bimateria que comprende por lo menos dos elementos a base de materiales constitutivos diferentes e íntimamente solidarizados entre […]
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]