METODO Y APARATO DE FABRICACION DE ENGRANAJES DE EMBRAGUE.
Un aparato de fabricación de engranaje de embrague para fabricar un engranaje de embrague (W) usado para un sincronizador multicono,
incluyendo el aparato:
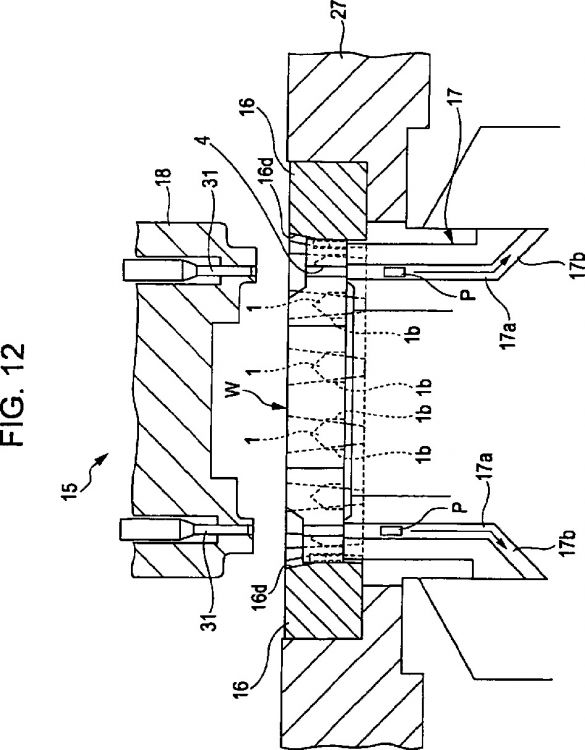
un troquel (16) que permite disponer un producto primario de engranaje de embrague (Wb) como un producto intermedio del engranaje de embrague (W), que en una superficie periférica exterior del producto primario de engranaje de embrague (Wb) tiene dientes acanalados rectos (1) con chaflanes (1a) en un extremo, en el troquel (16) de modo que los chaflanes (1a) miren a un lado superior en una dirección vertical, incluyendo dicho troquel una cuchilla (16a) compuesta de salientes (16b) y ranuras interiores (16c) capaces de formar ahusamientos inversos (1b) en los dientes acanalados (1);
un punzón (18) desplazable en el troquel (16) y siendo capaz de empujar hacia abajo el producto primario de engranaje de embrague (Wb) de modo que los dientes acanalados (1) sean empujados por la cuchilla (16a);
un manguito de expulsión (17) adaptado para recibir el producto primario de engranaje de embrague (Wb) que es empujado hacia abajo por el punzón (18); y caracterizado por
al menos un punzón (31) adaptado para formar al menos un agujero de cono (4) en una superficie lateral del producto primario de engranaje de embrague (Wb) mientras los dientes acanalados (1) son empujados contra la cuchilla (16a)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08014089.
Solicitante: AICHI MACHINE INDUSTRY CO. LTD.
Nacionalidad solicitante: Japón.
Dirección: 2-12, KAWANAMI-CHO, ATSUTA-KU,NAGOYA-SHI, AICHI 456-8601.
Inventor/es: MATSUDA,TERUYOSHI.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Agosto de 2008.
Fecha Concesión Europea: 17 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B21K1/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de ruedas dentadas.
Clasificación PCT:
- B21D28/32 B21 […] › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › en otros objetos de forma especial.
- B21K1/30 B21K 1/00 […] › de ruedas dentadas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Método y aparato de fabricación de engranajes de embrague.
Antecedentes de la invención
La presente invención se refiere a un aparato de fabricación de engranaje de embrague y un método de fabricación de engranaje de embrague como el definido en el preámbulo de las reivindicaciones 1 y 8.
Se ha propuesto convencionalmente un aparato de fabricación de engranaje de embrague, que forma ahusamientos inversos en dientes acanalados de una pieza que tiene dientes acanalados rectos con chaflanes.
En el aparato, la posición de la pieza se alinea con un troquel para evitar que una fuerza excesiva actúe en la pieza. Consiguientemente, las formas de los ahusamientos inversos se pueden formar exactamente.
Mientras tanto, un engranaje de embrague usado para un sincronizador multicono tiene que tener un agujero de cono que permite enganchar una porción de mordaza de un medio cono a con el fin de girar sincrónicamente el medio cono, estando dispuesto el medio cono entre un cono interior y un cono exterior. Para asegurar la exactitud de las formas de los ahusamientos inversos, el agujero de cono se forma típicamente por maquinado después de formar los ahusamientos inversos, o por forja o análogos antes de formar los ahusamientos inversos (por ejemplo, véase la Publicación de la Solicitud de Patente japonesa examinada número 6-98451 como la técnica anterior más próxima).
Sin embargo, cuando el agujero de cono se forma por maquinado después de formar los ahusamientos inversos, se incrementa el número de pasos de fabricación, y por lo tanto, el procedimiento de fabricación puede ser molesto. Además, cuando el agujero de cono se forma por forja o análogos antes de formar los ahusamientos inversos, el agujero de cono se puede deformar por la formación de los ahusamientos inversos.
Resumen de la invención
Consiguientemente, un objeto de la presente invención es proporcionar un aparato de fabricación de engranaje de embrague y un método de fabricación de engranaje de embrague capaces de fabricar exactamente un engranaje de embrague usado para un sincronizador multicono al mismo tiempo que se reduce el número de pasos de fabricación.
Para lograr el objeto, un aparato de fabricación de engranaje de embrague y un método de fabricación de engranaje de embrague según la presente invención emplean las configuraciones siguientes.
Un aparato de fabricación de engranaje de embrague según un aspecto de la presente invención para fabricar un engranaje de embrague usado para un sincronizador multicono. El aparato incluye las características de la reivindica- ción 1.
Con el aparato antes descrito de formar ahusamientos inversos según el aspecto, el agujero de cono se forma cuando el producto primario de engranaje de embrague es empujado hacia abajo por el punzón y los dientes acanalados están siendo empujados por la cuchilla. Así, se puede evitar que las formas de los ahusamientos inversos se deformen por la formación del agujero de cono. Consiguientemente, el paso de formar los ahusamientos inversos en los dientes acanalados y el paso de formar el agujero de cono en la superficie lateral del producto primario de engranaje de embrague se pueden realizar con un solo aparato. Como resultado, el engranaje de embrague usado para el sincronizador multicono se puede fabricar exactamente al mismo tiempo que se reduce el número de pasos de fabrica- ción.
En el aparato de fabricación de engranaje de embrague antes descrito, el punzón puede tener una forma cilíndrica con un diámetro exterior sustancialmente equivalente a un diámetro de punta de la cuchilla. Consiguientemente, la colocación del punzón y el troquel se puede llevar a cabo directamente. Como resultado, la variación de las dimensiones se puede reducir en comparación con el caso donde la colocación se lleva a cabo en un paso adicional con una varilla de guía o análogos. Así, la colocación se puede llevar a cabo más exactamente.
También en el aparato de fabricación de engranaje de embrague antes descrito, el manguito de expulsión puede estar configurado para mantener el producto primario de engranaje de embrague entre el manguito de expulsión y el punzón con una presión predeterminada cuando el manguito de expulsión recibe el producto primario de engranaje de embrague. Consiguientemente, dado que los dientes acanalados pueden recibir ahusamientos inversos mientras el producto primario de engranaje de embrague se mantiene entre el manguito de expulsión y el punzón, el engranaje de embrague se puede fabricar exactamente. Además, las porciones abombadas o la rebaba generada en la superficie lateral del engranaje de embrague, por ejemplo, las porciones abombadas generadas cerca de las raíces de los dientes acanalados se pueden aplastar y eliminar fiablemente.
También en el aparato de fabricación de engranaje de embrague antes descrito, el manguito de expulsión puede estar configurado para contactar el producto primario de engranaje de embrague y tener un diámetro sustancialmente equivalente al diámetro de punta de los dientes de ahusamiento inverso del troquel. Consiguientemente, el manguito de expulsión puede recibir establemente el producto primario de engranaje de embrague, y por lo tanto, el engranaje de embrague se puede fabricar exactamente. Además, las porciones abombadas o análogos generadas cerca de las raíces de los dientes acanalados se pueden aplastar y eliminar fiablemente.
También en el aparato de fabricación de engranaje de embrague antes descrito, el manguito de expulsión puede estar configurado para recibir el producto primario de engranaje de embrague de modo que el producto primario de engranaje de embrague sea empujado hacia abajo mientras el producto primario de engranaje de embrague se mantiene entre el manguito de expulsión y el punzón. Consiguientemente, el producto primario de engranaje de embrague puede ser empujado establemente hacia abajo. Como resultado, el engranaje de embrague se puede fabricar exactamente.
También en el aparato de fabricación de engranaje de embrague antes descrito, el manguito de expulsión puede tener un agujero de introducción que permite insertar el pasador de punzón. Consiguientemente, el agujero de cono se puede formar insertando el pasador de punzón en el agujero de introducción. Además, los residuos después del troquelado pueden ser eliminados a través del agujero de introducción.
También en el aparato de fabricación de engranaje de embrague antes descrito, el punzón puede estar dispuesto de forma verticalmente móvil en el pasador de punzón. Consiguientemente, el aparato puede ser compacto.
Un método de fabricación de engranaje de embrague según otro aspecto de la presente invención, fabrica un engranaje de embrague usado para un sincronizador multicono. El método incluye los pasos definidos en la reivindica- ción 8.
Con el método de formar ahusamientos inversos antes descrito según el aspecto, el agujero de cono se forma con el pasador de punzón cuando el producto primario de engranaje de embrague es empujado hacia abajo por el punzón y los dientes acanalados están siendo empujados por la cuchilla. Así, se puede evitar que las formas de los ahusamientos inversos se deformen por la formación del agujero de cono. Consiguientemente, el paso de formar los ahusamientos inversos en los dientes acanalados y el paso de formar el agujero de cono en la superficie lateral del producto primario de engranaje de embrague se pueden llevar a cabo con un solo aparato. Como resultado, el engranaje de embrague usado para el sincronizador multicono se puede fabricar exactamente al mismo tiempo que se reduce el número de pasos de fabricación.
En el método de fabricación de engranaje de embrague antes descrito, el paso (c) puede ser empujar hacia abajo el producto primario de engranaje de embrague por el punzón que tiene una forma cilíndrica con un diámetro exterior sustancialmente equivalente a un diámetro de punta de la cuchilla. Consiguientemente, la colocación del punzón y el troquel se puede llevar a cabo directamente. Como resultado, la variación de las dimensiones se puede reducir en comparación con un caso donde la colocación se realiza en un paso adicional con una varilla de guía o análogos. Así, la colocación se puede realizar más exactamente.
También en el método de fabricación de engranaje de embrague antes descrito, el paso (c) puede ser empujar hacia abajo el producto...
Reivindicaciones:
1. Un aparato de fabricación de engranaje de embrague para fabricar un engranaje de embrague (W) usado para un sincronizador multicono, incluyendo el aparato:
un troquel (16) que permite disponer un producto primario de engranaje de embrague (Wb) como un producto intermedio del engranaje de embrague (W), que en una superficie periférica exterior del producto primario de engranaje de embrague (Wb) tiene dientes acanalados rectos (1) con chaflanes (1a) en un extremo, en el troquel (16) de modo que los chaflanes (1a) miren a un lado superior en una dirección vertical, incluyendo dicho troquel una cuchilla (16a) compuesta de salientes (16b) y ranuras interiores (16c) capaces de formar ahusamientos inversos (1b) en los dientes acanalados (1);
un punzón (18) desplazable en el troquel (16) y siendo capaz de empujar hacia abajo el producto primario de engranaje de embrague (Wb) de modo que los dientes acanalados (1) sean empujados por la cuchilla (16a);
un manguito de expulsión (17) adaptado para recibir el producto primario de engranaje de embrague (Wb) que es empujado hacia abajo por el punzón (18); y caracterizado por
al menos un punzón (31) adaptado para formar al menos un agujero de cono (4) en una superficie lateral del producto primario de engranaje de embrague (Wb) mientras los dientes acanalados (1) son empujados contra la cuchilla (16a).
2. El aparato de fabricación de engranaje de embrague según la reivindicación 1, caracterizado porque el punzón (18) tiene una forma cilíndrica con un diámetro exterior sustancialmente equivalente a un diámetro de punta de la cuchilla (16a).
3. El aparato de fabricación de engranaje de embrague según la reivindicación 1 o 2, caracterizado porque el manguito de expulsión (17) está configurado para mantener el producto primario de engranaje de embrague (Wb) entre el manguito de expulsión (17) y el punzón (18) con una presión predeterminada cuando el manguito de expulsión (17) recibe el producto primario de engranaje de embrague (Wb).
4. El aparato de fabricación de engranaje de embrague según cualquiera de las reivindicaciones 1 a 3, caracterizado porque el manguito de expulsión (17) está configurado para contactar el producto primario de engranaje de embrague (Wb) y tiene un diámetro sustancialmente equivalente al diámetro de punta de la cuchilla (16a).
5. El aparato de fabricación de engranaje de embrague según cualquiera de las reivindicaciones 1 a 4, caracterizado porque el manguito de expulsión (17) está configurado para recibir el producto primario de engranaje de embrague (Wb) de modo que el producto primario de engranaje de embrague (Wb) sea empujado hacia abajo mientras el producto primario de engranaje de embrague (Wb) se mantiene entre el manguito de expulsión (17) y el punzón (18).
6. El aparato de fabricación de engranaje de embrague según cualquiera de las reivindicaciones 1 a 5, caracterizado porque el manguito de expulsión (17) tiene al menos un agujero de introducción (17a) que permite insertar el al menos único punzón (31).
7. El aparato de fabricación de engranaje de embrague según cualquiera de las reivindicaciones 1 a 6, caracterizado porque el al menos único punzón (31) está dispuesto de forma verticalmente móvil en el punzón (18).
8. Un método de fabricación de engranaje de embrague para fabricar un engranaje de embrague (W) usado para un sincronizador multicono, incluyendo el método los pasos de:
(a) formar en una superficie periférica exterior de un producto primario de engranaje de embrague (Wb) como un producto intermedio del engranaje de embrague (W) dientes acanalados rectos con chaflanes (1a) en un extremo;
(b) disponer el producto primario de engranaje de embrague (Wb) en un troquel (16) de modo que los chaflanes (1a) miren a un lado superior en una dirección vertical, teniendo el troquel (16) una cuchilla (16a) compuesta de salientes (16b) y ranuras interiores (16c) capaces de formar ahusamientos inversos (1b) en los dientes acanalados (1);
(c) formar los ahusamientos inversos (1b) empujando los dientes acanalados (1) contra la cuchilla (16a) mientras un punzón (18) empuja hacia abajo el producto primario de engranaje de embrague (Wb) dispuesto en el troquel (16); y
caracterizado por
(d) formar al menos un agujero de cono (4) en una superficie lateral del producto primario de engranaje de embrague (Wb) empujando al menos un punzón (31) mientras un manguito de expulsión (17) recibe el producto primario de engranaje de embrague (Wb) en un estado en que los dientes acanalados (1) se mantienen empujados contra la cuchilla (16a).
9. El método de fabricación de engranaje de embrague según la reivindicación 8, caracterizado porque en el paso (c) el producto primario de engranaje de embrague (Wb) es empujado hacia abajo por el punzón (18) que tiene una forma cilíndrica con un diámetro exterior sustancialmente equivalente a un diámetro de punta de la cuchilla (16a).
10. El método de fabricación de engranaje de embrague según la reivindicación 8 o 9, caracterizado porque en el paso (c) el producto primario de engranaje de embrague (Wb) es empujado hacia abajo mientras que el producto primario de engranaje de embrague (Wb) se mantiene entre el manguito de expulsión (17) y el punzón (18).
11. El método de fabricación de engranaje de embrague según la reivindicación 10, caracterizado porque en el paso (c) el producto primario de engranaje de embrague (Wb) se mantiene entre el manguito de expulsión (17) y el punzón (18) con una presión predeterminada cuando el manguito de expulsión (17) recibe el producto primario de engranaje de embrague (Wb).
12. El método de fabricación de engranaje de embrague según la reivindicación 11, caracterizado porque en el paso (d) el producto primario de engranaje de embrague (Wb) es recibido por el manguito de expulsión (17) que tiene un diámetro sustancialmente equivalente al diámetro de punta de la cuchilla (16a).
Patentes similares o relacionadas:
Método para densificar y dimensionar un cuerpo sinterizado, del 19 de Febrero de 2020, de Diamet Corporation: Método para comprimir y dimensionar un cuerpo sinterizado obtenido sinterizando una pieza compacta de un polvo metálico para densificar una superficie del cuerpo […]
Método de fabricación de rueda dentada para transmisión de potencia, del 18 de Marzo de 2019, de UNIVERSIDAD CARLOS III DE MADRID: La invención describe un método para fabricar una rueda dentada que comprende: obtener datos geométricos y de contorno iniciales; calcular una […]
Método para producir dentados internos y externos en huecos cilíndricos de pared fina, del 1 de Noviembre de 2017, de ERNST GROB AG: Procedimiento para la conformación en frío de perfiles de piezas cilíndricas huecas de pared delgada para la producción de estrías internas y externas en las […]
Procedimiento para mecanizar una pieza funcional, del 20 de Septiembre de 2017, de THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT: Procedimiento para mecanizar una pieza funcional , que se extiende en una dirección longitudinal y una superficie envolvente , que rodea un eje central […]
Método de procesamiento de ampliación de una pieza de trabajo, del 11 de Mayo de 2016, de NETUREN CO., LTD.: Un método de ampliación para generar una deformación de ampliación plástica de una superficie exterior de una pieza de trabajo hecha de un material plásticamente deformable, […]
Procedimiento para la fabricación de un dispositivo de sincronización para una caja de cambios, del 9 de Abril de 2014, de DIEHL METALL STIFTUNG & CO. KG: Procedimiento para la fabricación de un componente de un dispositivo de sincronización para una caja de cambios, especialmente de un anillo de sincronización , […]
 PRENSA DE ESTAMPACIÓN, del 23 de Enero de 2014, de YIELD FORCE, S.L: Comprende un primer cuerpo y un segundo cuerpo , al menos uno de ellos móvil en sentido axial, en la que el primer cuerpo […]
PRENSA DE ESTAMPACIÓN, del 23 de Enero de 2014, de YIELD FORCE, S.L: Comprende un primer cuerpo y un segundo cuerpo , al menos uno de ellos móvil en sentido axial, en la que el primer cuerpo […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL CORTE DE PRECISIÓN DE PIEZAS DE TRABAJO, del 14 de Junio de 2011, de FINOVA FEINSCHNEIDTECHNIK GMBH: Procedimiento para el corte de precisión de piezas de trabajo tales como ruedas dentadas o similares, en el que el material, preferentemente […]