Mejoras en relación con aparato respiratorio.
Método de fabricación de un componente de un aparato respiratorio que incluye un orificio (25,
125) quepermite el acceso a un gas dentro del componente, durante el uso, comprendiendo el método las etapas de:
(a) moldear elementos primeros (10, 110) y segundos (20, 120) del componente en un primer material deplástico, incluyendo al menos uno de los elementos el orificio de acceso (25, 125) del componente;
(b) fijar los elementos primeros (10, 110) y segundos (20, 120) entre sí con adhesivo (40, 140); y
(c) moldear por inyección un segundo material elastomérico sobre una superficie externa de uno de loselementos (10, 110, 20, 120),
caracterizado porque el segundo material define un elemento opaco (50, 150) en la superficie externa delelemento primero (10, 110) o segundo (20, 120) que oculta el adhesivo (40, 140) del componenteensamblado, incluyendo el segundo material un cierre integrado (52, 152) para el orificio (25, 125) y unbrazo de conexión (54, 154) que sobresale hacia fuera en relación con la superficie externa del elemento alque se une; realizándose las etapas (b) y (c) en cualquier orden.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2006/050129.
Solicitante: INTERSURGICAL AG.
Nacionalidad solicitante: Reino Unido.
Dirección: VADUZ LIECHTENSTEIN.
Inventor/es: JASSELL, SURINDERJIT, KUMAR, PAYNE, SIMON, ROBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61M16/10 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61M DISPOSITIVOS PARA INTRODUCIR AGENTES EN EL CUERPO O PARA DEPOSITARLOS SOBRE EL MISMO (introducción de remedios en o sobre el cuerpo de animales A61D 7/00; medios para la inserción de tampones A61F 13/26; dispositivos para la administración vía oral de alimentos o medicinas A61J; recipientes para la recogida, almacenamiento o administración de sangre o de fluidos médicos A61J 1/05 ); DISPOSITIVOS PARA HACER CIRCULAR LOS AGENTES POR EL CUERPO O PARA SU EXTRACCION (cirugía A61B; aspectos químicos de los artículos quirúrgicos A61L; magnetoterapia utilizando elementos magnéticos colocados dentro del cuerpo A61N 2/10 ); DISPOSITIVOS PARA INDUCIR UN ESTADO DE SUEÑO O LETARGIA O PARA PONERLE FIN. › A61M 16/00 Dispositivos para actuar sobre el sistema respiratorio de los pacientes por medio de un tratamiento a base de gas, p. ej. respiración boca a boca; Tubos traqueales (estimulación del movimiento respiratorio por medios mecánicos, neumáticos o eléctricos, pulmones de acero combinados con medios para respirar gases A61H 31/00). › Preparación de los gases o vapores que se van a inhalar.
- B01D35/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 35/00 Elementos filtrantes que poseen características que no están especificamente cubiertas por los grupos B01D 24/00 - B01D 33/00, o para aplicaciones no especificamente cubiertas por las clases B01D 24/00 - B01D 33/00; Dispositivos auxiliares para la filtración; Estructura de la carcasa del filtro. › Estructuras de carcasa de filtros.
- B01D46/42 B01D […] › B01D 46/00 Filtros o procedimientos especialmente modificados para la separación de partículas dispersas en gases o vapores (elementos filtrantes B01D 24/00 - B01D 35/00; sustancia filtrante B01D 39/00; su regeneración en el exterior de los filtros B01D 41/00). › Equipo auxiliar y su utilización.
- B29C45/16 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Fabricación de objetos multicapas o multicolores.
- B29L31/14 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 31/00 Otros objetos particulares. › Filtros, cribas o tamices.
PDF original: ES-2399978_T3.pdf
Fragmento de la descripción:
Mejoras en relación con aparato respiratorio Esta invención se refiere a un aparato respiratorio, y en particular a componentes de un aparato respiratorio que comprende un orificio que requiere un cierre liberable.
Un problema asociado con los aparatos respiratorios convencionales es que a menudo se prevé un orificio que requiere un cierre liberable, y el cierre liberable para ese orificio es normalmente un componente separado que sólo se une de manera suelta al aparato respiratorio. Por tanto, el enganche del cierre con el orificio puede ser problemático y requerir mucho tiempo, y existe el riesgo de que el cierre se suelte y posiblemente se pierda. Un cierre suelto podría entrar en el sistema respiratorio y posiblemente obstruir una vía de exhalación o inhalación.
El documento US-B-6209541 da a conocer un método y un componente según los preámbulos de las reivindicaciones 1 y 7.
Ahora se ha concebido un método mejorado de fabricación de un componente de un aparato respiratorio, y un componente mejorado de un aparato respiratorio, que superan o sustancialmente reducen lo mencionado anteriormente y/u otras desventajas asociadas con la técnica anterior.
Según la invención, se prevé un método de fabricación de un componente de un aparato respiratorio según se indica en la reivindicación 1.
Según un aspecto adicional de la invención, se prevé un componente de un aparato respiratorio según se indica en la reivindicación 7.
El método de fabricación de un componente de un aparato respiratorio, y el componente de un aparato respiratorio, según este aspecto de la invención son ventajosos porque el segundo material, y por tanto el cierre para el orificio, está unido directamente a un elemento del componente. Esta característica reduce significativamente el riesgo de que el cierre se suelte del componente durante el uso, y también puede facilitar a un usuario el enganche del cierre con, y el desenganche del cierre de, el orificio.
Al menos parte de, y lo más preferiblemente todos, los elementos primeros y/o segundos pueden ser translúcidos de modo que al menos parte del interior del componente sea visible durante el uso.
El método de fabricación de un componente de un aparato respiratorio, y el componente de un aparato respiratorio son ventajosos porque la previsión de un elemento opaco permite que los elementos primeros y segundos sean al menos parcialmente translúcidos, sin necesidad de un componente separado o un alojamiento para ocultar el adhesivo usado para fijar los elementos primeros y segundos entre sí. Además, el componente opaco puede estar adaptado para formar una etiqueta, lo que por tanto elimina la necesidad de una etiqueta separada que podría soltarse durante el uso, y por tanto también elimina la necesidad de un proceso de ensamblaje adicional para fijar la etiqueta al componente.
En realizaciones actualmente preferidas, el segundo material se moldea por inyección sobre la superficie externa de uno de los elementos mientras ese elemento se cura de manera incompleta, en un denominado proceso de moldeo por inyección de dos ciclos. Alternativamente, uno de los elementos se moldea en primer lugar en un primer molde, y a continuación se transfiere a un segundo molde, en el que el segundo material se moldea por inyección sobre la superficie externa de ese elemento cuando se ha curado de manera completa, en un denominado proceso de inyección de sobremoldeo. Actualmente, sin embargo, se prefiere un proceso de moldeo por inyección de dos ciclos porque es un proceso más simple y por tanto se reducen los costes de fabricación.
El segundo material es preferiblemente de manera inherente más elástico que el primer material. El uno o más elementos formados de un primer material son preferiblemente suficientemente rígidos para mantener su forma durante condiciones de manipulación y almacenamiento normales. En realizaciones actualmente preferidas, el segundo material es un elastómero termoplástico (TPE) . Tanto para los procesos de moldeo por inyección de dos ciclos como los procesos de inyección de sobremoldeo, los materiales primero y segundo se seleccionan preferiblemente para formar una unión suficientemente fuerte y duradera entre sí.
Preferiblemente, el segundo material incluye un brazo de conexión que sobresale sustancialmente en perpendicular en relación con la superficie externa del elemento al que se une. Lo más preferiblemente, el brazo de conexión es suficientemente elástico para que mantenga, sustancialmente, su posición en relación con el elemento al que se une a pesar de la acción de la gravedad, pero también suficientemente flexible para deformarse de modo que el cierre pueda engancharse con el orificio. Esta característica permite a un usuario ubicar fácilmente el cierre durante el uso.
El orificio comprende preferiblemente un conducto de gas que sobresale hacia fuera desde un elemento del componente y termina con un agujero de salida. El cierre preferiblemente tiene forma de sombrerete con una pared de extremo que obstruye el agujero de salida y una pared lateral que engancha la superficie exterior del orificio con un ajuste forzado, durante el uso. Lo más preferiblemente, el cierre incluye además un tapón que se extiende a
través del agujero de salida y engancha la superficie interior del orificio con un ajuste forzado, durante el uso.
Los elementos primeros y/o segundos del componente preferiblemente incluyen formaciones elevadas en forma de marcas. Las marcas son preferiblemente fácilmente visibles para un usuario, y por tanto pueden tomar la forma de una etiqueta apropiada. Lo más preferiblemente, el elemento opaco está formado alrededor de las formaciones elevadas para proporcionar un fondo para las marcas.
En realizaciones actualmente preferidas, las formaciones elevadas son translúcidas de modo que el adhesivo es visible a través de esas formaciones. Por tanto, el adhesivo puede incluir un pigmento de color que contraste con el color del elemento opaco para mejorar la visibilidad de las marcas.
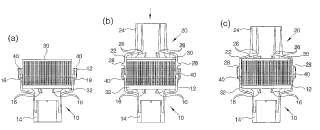
El método según la invención puede usarse para fabricar una diversidad de diferentes tipos de componentes para un aparato respiratorio. En una realización particularmente preferida, se usa el método según la invención en la fabricación de un filtro. Por tanto, el uno o más elementos formados del primer material se forman preferiblemente como uno o más componentes de alojamiento que definen un recinto para un medio de filtro.
Un factor crítico en el rendimiento de un filtro es la calidad de la obturación entre el alojamiento de filtro y el medio de filtro. Cualquier imperfección en esta obturación puede reducir considerablemente la eficacia del filtro. Por tanto, en una realización actualmente preferida, el método de fabricación de un filtro según la invención comprende las etapas siguientes:
(a) introducir un medio de filtro en un primer componente de alojamiento, incluyendo el primer componente de alojamiento un asiento continuo que se extiende alrededor de la periferia de dicho recinto;
(b) aplicar una gota de adhesivo a o bien el asiento del primer componente de alojamiento o bien una parte continua del medio de filtro que se adapta para recubrir dicho asiento; realizándose las etapas (a) y (b) en cualquier orden; y
(c) enganchar el primer componente de alojamiento con un segundo componente de alojamiento de modo que se aplica presión a la gota de adhesivo, adaptándose los componentes de alojamiento de modo que la aplicación de presión a la gota de adhesivo hace que el adhesivo se ponga en contacto con una superficie adyacente del medio de filtro y/o una superficie adyacente de al menos uno de los componentes de alojamiento, formando así el adhesivo una obturación entre el medio de filtro y al menos uno de los componentes de alojamiento.
Estas etapas de método son ventajosas principalmente porque la aplicación de presión a la gota de adhesivo permite que el adhesivo penetre en volúmenes pequeños y por tanto obtener una obturación mejorada. En particular, esta característica permite que el adhesivo penetre en cualquier irregularidad en las superficies de los componentes de alojamiento, y también en cualquier depresión en el medio de filtro, sin necesidad de usar una gran cantidad de adhesivo de baja viscosidad o adhesivo de expansión reactivo. El método de fabricación según la invención es por tanto menos complicado y más económico que los métodos de fabricación de la técnica anterior. Además, el método según este aspecto de la invención puede adaptarse para unir el primer componente de alojamiento al segundo componente de alojamiento en la misma operación que en la que se forma una obturación entre... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de un componente de un aparato respiratorio que incluye un orificio (25, 125) que permite el acceso a un gas dentro del componente, durante el uso, comprendiendo el método las etapas de:
(a) moldear elementos primeros (10, 110) y segundos (20, 120) del componente en un primer material de 5 plástico, incluyendo al menos uno de los elementos el orificio de acceso (25, 125) del componente;
(b) fijar los elementos primeros (10, 110) y segundos (20, 120) entre sí con adhesivo (40, 140) ; y
(c) moldear por inyección un segundo material elastomérico sobre una superficie externa de uno de los elementos (10, 110, 20, 120) ,
caracterizado porque el segundo material define un elemento opaco (50, 150) en la superficie externa del
elemento primero (10, 110) o segundo (20, 120) que oculta el adhesivo (40, 140) del componente ensamblado, incluyendo el segundo material un cierre integrado (52, 152) para el orificio (25, 125) y un brazo de conexión (54, 154) que sobresale hacia fuera en relación con la superficie externa del elemento al que se une; realizándose las etapas (b) y (c) en cualquier orden.
2. Método según la reivindicación 1, en el que los elementos primeros (10, 110) y segundos (20, 120)
comprenden elementos relativamente rígidos y el segundo material se moldea por inyección sobre la superficie externa de uno de los elementos relativamente rígidos mientras que ese elemento se cura de manera incompleta.
3. Método según la reivindicación 1, en el que uno de los elementos (10, 110, 20, 120) se moldea en primer lugar en un primer molde, y a continuación se transfiere a un segundo molde, en el que el segundo material
se moldea por inyección sobre la superficie externa de ese elemento cuando se ha curado de manera completa.
4. Método según la reivindicación 1, en el que al menos parte de los elementos primeros y/o segundos (10, 110, 20, 120) son translúcidos de modo que al menos parte del interior del componente es visible durante el uso.
5. Método según la reivindicación 4, en el que los elementos primeros y/o segundos (10, 110, 20, 120) del componente incluyen formaciones elevadas (56) en forma de marcas, y el elemento opaco (50, 150) está formado alrededor de las formaciones elevadas (56) para proporcionar un fondo para las marcas.
6. Método según cualquier reivindicación anterior, en el que los elementos primeros y segundos (10, 110, 20,
120) formados del primer material se forman como uno o más componentes de alojamiento que definen un 30 recinto para un medio de filtro (30, 130) .
7. Componente de un aparato respiratorio que comprende:
elementos primeros (10, 110) y segundos (20, 120) formados de un primer material de plástico, fijándose los elementos primeros y segundos entre sí mediante adhesivo (40, 140) , incluyendo al menos uno de los elementos un orificio (25, 125) que permite el acceso al gas dentro del componente, durante el uso; y
un segundo material elastomérico unido a una superficie externa del elemento primero (10, 110) o segundo (20, 120) ,
caracterizado porque el segundo material define un elemento opaco (50, 150) en la superficie externa del elemento primero (10, 110) o segundo (20, 120) que oculta el adhesivo (40, 140) del componente ensamblado, incluyendo el segundo material un cierre integrado (52, 152) para el orificio (25, 125) y un brazo de conexión (54, 154) que sobresale hacia fuera en relación con la superficie externa del elemento al que se une.
8. Componente de un aparato respiratorio según la reivindicación 7, en el que los elementos primeros (10, 110) y segundos (20, 120) comprenden elementos relativamente rígidos y el brazo de conexión (54, 154) es suficientemente elástico para que mantenga, sustancialmente, su posición en relación con el elemento 45 relativamente rígido al que se une a pesar de la acción de la gravedad, pero también suficientemente flexible para deformarse de modo que el cierre (52, 152) pueda engancharse con el orificio (25, 125) .
9. Componente de un aparato respiratorio según la reivindicación 7 o reivindicación 8, en el que el orificio (25, 125) comprende un conducto de gas que sobresale hacia fuera desde el elemento primero (10, 110) o segundo (20, 120) y termina con un agujero de salida.
10. Componente de un aparato respiratorio según la reivindicación 9, en el que el cierre (52, 152) tiene la forma de un sombrerete con una pared de extremo que obstruye el agujero de salida y una pared lateral que engancha la superficie exterior del orificio con un ajuste forzado, durante el uso.
11. Componente de un aparato respiratorio según la reivindicación 10, en el que el cierre (52, 152) incluye además un tapón que se extiende a través del agujero de salida y engancha la superficie interior del orificio con un ajuste forzado, durante el uso.
12. Componente de un aparato respiratorio según la reivindicación 7, en el que al menos parte de los
elementos primeros y/o segundos (10, 110, 20, 120) son translúcidos de modo que al menos parte del interior del componente es visible durante el uso.
13. Componente de un aparato respiratorio según una cualquiera de las reivindicaciones 7 a 12, en el que el componente tiene forma de filtro, siendo los elementos primeros y segundos (10, 110, 20, 120) formados del primer material uno o más componentes de alojamiento que definen un recinto para un medio de filtro (30, 130) .
Patentes similares o relacionadas:
 Dispositivo de filtro de polvo fino para la eliminación del polvo fino contenido en el aire del ambiente y sistema, del 29 de Junio de 2020, de KLUGE, Anton: 1. Dispositivo de filtro de polvo fino de configuración en forma de columna para su instalación en al aire libre y para eliminar el polvo fino contenido en el aire […]
Dispositivo de filtro de polvo fino para la eliminación del polvo fino contenido en el aire del ambiente y sistema, del 29 de Junio de 2020, de KLUGE, Anton: 1. Dispositivo de filtro de polvo fino de configuración en forma de columna para su instalación en al aire libre y para eliminar el polvo fino contenido en el aire […]
Alojamiento de filtro para un sistema de ventilación de aire, del 15 de Enero de 2020, de CAMFIL AB: Alojamiento de filtro adaptado para montarse en un sistema de ventilación de aire, en el que el alojamiento de filtro comprende: una abertura […]
Aparatos de filtración de aire y purificación de aire, del 25 de Diciembre de 2019, de COOPERSURGICAL, INC.: Un aparato portátil de filtración de aire y purificación de aire que comprende: un recinto , teniendo el recinto una […]
Elemento filtrante multietapa, del 16 de Octubre de 2019, de Parker Hannifin Filtration (US), Inc: Un conjunto de elemento filtrante que tiene al menos tres etapas, para un recipiente a presión que tiene una lámina tubular con varias […]
Canasta de soporte de filtro mejorada, del 21 de Agosto de 2019, de Parker Hannifin Filtration (US), Inc: Recipiente de filtración , que comprende: una carcasa externa que define una cámara de filtración , teniendo la carcasa un orificio […]
Dispositivo para la purificación de aire contaminado, del 5 de Junio de 2019, de TB-Safety AG: Dispositivo para la filtración de aire contaminado consistente en un filtro de aire, una carcasa del filtro , a la cual se puede […]
Prefiltro en línea para detectores de aspiración, del 22 de Mayo de 2019, de HONEYWELL INTERNATIONAL INC.: Un aparato de prefiltro que comprende: un elemento de filtro sustituible ; una carcasa con un orificio de entrada de flujo de fluido […]
Disposición de filtración, del 14 de Mayo de 2019, de KLUGE, Anton: 1. Disposición de filtración que comprende una carcasa con paredes laterales , un soplador dispuesto en la carcasa y un filtro , caracterizada […]