MEDICION DE UNA MAQUINA HERRAMIENTA.
Método para la medición de una máquina herramienta controlada por programa,
particularmente para el control de la cinemática de máquina, con el uso de una esfera de medición, con las siguientes etapas de procedimiento
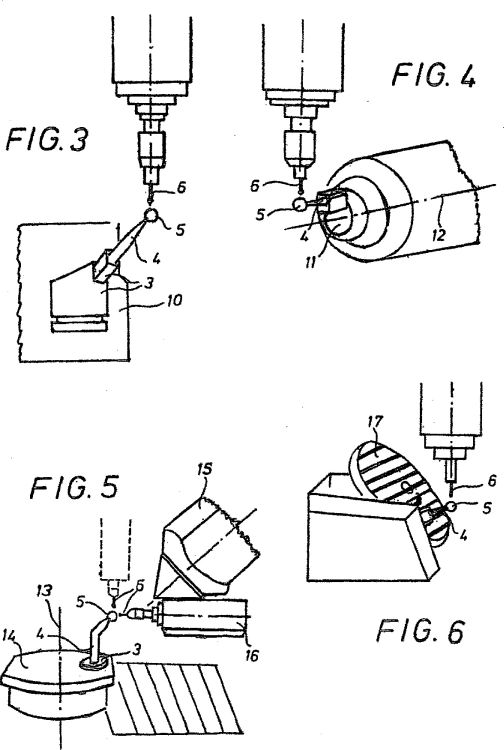
- colocación de una esfera de medición (5) sobre una parte de máquina (2),
- desplazamiento de un palpador de medición (6) instalado sobre la máquina a una ubicación de partida seleccionada,
- desplazamiento repetido del palpador de medición (6) hasta el contacto con diferentes puntos sobre la superficie de la esfera de medición (5),
- detección de la situación de los puntos de superficie en contacto sobre la esfera de medición (5),
- cálculo de la situación en el espacio (P1) del centro de la esfera de medición (5) basándose en los valores de medición detectados,
- desplazamiento de la parte de máquina (2) con la esfera de medición (5) fijada en la misma desde la primera ubicación de medición en un recorrido predeterminado (alfa, B) a una segunda ubicación de medición,
- determinación de la situación en el espacio (P2) del centro de la esfera por la exploración puntual de la superficie de la esfera nuevamente y
- determinación de una desviación de situación por comparación de los valores reales detectados de la situación en el espacio (P2) del centro de la esfera con valores teóricos correspondientes que se dan a partir del recorrido de desplazamiento predefinido del control por programa
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06002873.
Solicitante: DECKEL MAHO PFRONTEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: TIROLER STRASSE 85,87459 PFRONTEN.
Inventor/es: MAIER,MARZELL, KETTEMER,ROLF.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Febrero de 2006.
Fecha Concesión Europea: 30 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B23Q17/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir la posición existente o deseada de la herramienta o la pieza de trabajo.
- G05B19/401 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por disposiciones de control para la medida, p. ej. calibración e inicialización, medida de la pieza de trabajo con fines de mecanizado (G05B 19/19 tiene prioridad).
Clasificación PCT:
- B23Q17/22 B23Q 17/00 […] › para indicar o medir la posición existente o deseada de la herramienta o la pieza de trabajo.
- G05B19/401 G05B 19/00 […] › caracterizado por disposiciones de control para la medida, p. ej. calibración e inicialización, medida de la pieza de trabajo con fines de mecanizado (G05B 19/19 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Medición de una máquina herramienta.
La invención se refiere a un método para la medición de una máquina herramienta controlada por programa con el uso de una esfera de medición.
Para cumplir las altas exigencias de precisión de máquinas herramientas modernas es imprescindible que se midan de forma precisa los componentes de máquina individuales ya durante el proceso de fabricación y, también la máquina entera, después de la terminación de su fabricación para que se puedan identificar posibles errores con anticipación y, en un caso dado, compensar por medidas de corrección correspondientes. También después de determinados tiempos de funcionamiento son necesarias mediciones adicionales para identificar y clasificar el estado de desgaste de componentes de máquina individuales, así como también daños causados por un manejo inadecuado.
Para los fines que se han mencionado anteriormente, se conocen diferentes métodos de medición para poder detectar con ayuda de programas de medición especiales, a modo de ejemplo, la longitud de pivote, el decalaje axial de un cabezal de husillo o de una mesa giratoria circular, así como también la deflexión. Para la realización de los procedimientos de medición individuales se usa, en el caso de máquinas fresadoras y perforadoras, un palpador de medición inmovilizado en el husillo de trabajo junto con un bloque tallado que se inmoviliza sobre la parte de máquina a medir, particularmente, la mesa portapiezas. Estos métodos de medición son extremadamente lentos y requieren una pluralidad de operaciones de enderezamiento y medición. Una medición de la respectiva máquina por personal del operador en el lugar de funcionamiento, por regla general, no es posible. Más bien, se tienen que realizar las mediciones y trabajos de enderezamiento en los intervalos de revisión o después de acontecimientos de funcionamiento especiales por personal técnico especialmente formado del productor, lo que conlleva una complejidad alta.
Para la medición de los ejes rotatorios de una máquina fresadora, a modo de ejemplo, de cabezales de fresa con diferentes tipos de construcción, se ha dado a conocer un método denominado sistema de medición de cabezal FIDIA, en el que se utiliza un aparato de calibración y medición especial. Con este método de medición conocido se puede realizar una compensación de errores de posición de los dos ejes circulares, así como su determinación de punto cero automática. Además de eso, también es posible una comprobación del paralelismo de los planos de rotación de los ejes circulares con respecto a los ejes lineales, así como una compensación volumétrica ampliada. El aparato de calibración y medición necesario para la realización de este método posee un apoyo que se puede inmovilizar en la parte de máquina, por ejemplo, la mesa de máquina, con tres travesaños verticales desplazados en un ángulo de 120º, en cuyo extremo superior están colocados sensores de medición en un ángulo inclinado predefinido. En el husillo de trabajo de la máquina está inmovilizada una herramienta de medición que presenta un vástago cilíndrico y una esfera de medición en su extremo libre. Esta esfera de medición se coloca por movimientos de desplazamiento correspondientes del husillo de trabajo, de tal manera que los tres palpadores de medición entran en contacto con la superficie de la esfera. También este método de medición conocido conlleva una cierta complejidad, ya que se requieren para su realización aparatos de calibración y medición configurados de forma relativamente compleja.
En el documento DE 31 32 383 C se describe un dispositivo y un método para la comprobación de la precisión de medición de aparatos de medición por coordenadas. Dos esferas de medición mecanizadas de forma precisa con alta calidad de superficie están dispuestas en un soporte común con separación modificable y provistas de perforaciones a lo largo de un haz de medición. Las modificaciones de la separación intermedia de las dos esferas se miden mediante una disposición de interferómetro, donde la separación de partida de ambas esferas de medición se tiene que conocer de forma precisa. La situación espacial de las dos esferas de medición se puede determinar por el aparato de medición por coordenadas por una exploración de puntos múltiples. Un ordenador de control detecta y compara los valores de separación de las esferas de medición determinados con láser interferométrico y los valores de medición del aparato de medición por coordenadas en la exploración de esferas. La medición de máquinas herramientas, particularmente de los ejes circulares, no es posible.
A partir del documento EP 1 505 464 A se conoce un método para la autocomprobación de precisión de una máquina herramienta de alta precisión, en el que, en una posición definida sobre la mesa de máquina, se inmoviliza una pieza mecanizada para calibrar con dimensiones conocidas que presenta perforaciones, escalones o contornos similares con medidas conocidas. Un equipo de medición anteriormente calibrado explora la pieza mecanizada para calibrar con ayuda de un programa de medición, en el que los valores de medición se registran en una tabla del control de máquina. Una evaluación de las desviaciones se realiza por la comparación de los valores de medición actuales con los valores de medición teóricos registrados.
En el documento DE 101 39 649 A se describe un método para la calibración de una fresadora con la superficie frontal de la fresadora con forma de segmento de círculo. La fresadora de barra se asegura en la perforación de una esfera mayor de tal manera que ambos centros coincidan. Con la esfera que rodea la superficie frontal de la fresadora se explora un cuerpo para calibrar y, a partir de los valores detectados, se puede determinar la situación del centro de la superficie frontal de la fresadora.
A partir del documento DE 100 48 096 A se conoce un método para la calibración de un sensor de medición sobre un aparato de medición por coordenadas, en el que el sensor explora una esfera de calibración. Mediante un primer campo de parámetros se transforma el sistema de coordenadas de sensor en un sistema de coordenadas de máquina. Un segundo campo de parámetros describe el registro del sistema de coordenadas de sensor con respecto a un punto en el sistema de coordenadas de máquina.
Es objetivo de la invención mostrar un método para la medición de una máquina herramienta controlada por programa que posibilita, con solamente una complejidad técnica reducida, una medición rápida y de alta precisión de diferentes componentes de máquina antes de, y, en un caso dado, también durante el funcionamiento de la máquina.
Este objetivo se resuelve de acuerdo con la invención por las medidas indicadas en la reivindicación 1.
La colocación de la esfera de medición conocida con respecto a sus medidas sobre una parte de máquina seleccionada se puede realizar de manera sencilla por que un sostén constructivamente sencillo, por ejemplo, en forma de una barra, se asegura en la esfera de medición y, después, se fija este sostén con ayuda de medios de tensión convencionales en la parte de máquina. Después de la fijación de la esfera de medición en la parte de máquina, se realiza su determinación de situación con ayuda de un palpador de medición configurado de modo convencional que, durante la medición de una máquina fresadora, está inmovilizado en el husillo de trabajo de la misma. El palpador de medición se desplaza a una posición de partida estimada por el operario, en la que se sitúa aproximadamente a 5 a 20 mm por encima del área de culminación de la esfera de medición. Después de eso, se activa el programa de medición integrado en el control por programa de la máquina. Durante esta ejecución de programa se desplaza repetidamente el palpador de medición, preferiblemente, de forma vertical con desplazamiento lateral consecutivo, hasta que entre en contacto con diferentes puntos sobre la superficie de la esfera. La respectiva situación de estos puntos de superficie se detecta y se calcula a partir de estos valores la situación en el espacio del centro de la esfera mediante relaciones geométricas generalmente conocidas. Por el uso de la esfera de medición como cuerpo de medición se consigue una simplificación considerable de los procedimientos de medición necesarios, porque, debido a las relaciones geométricas de una esfera que están establecidas, se obtienen datos de espacio por la sencilla medición de la superficie de la esfera, lo que ofrece ventajas importantes con respecto a los métodos de medición convencionales...
Reivindicaciones:
1. Método para la medición de una máquina herramienta controlada por programa, particularmente para el control de la cinemática de máquina, con el uso de una esfera de medición,
con las siguientes etapas de procedimiento
- - colocación de una esfera de medición (5) sobre una parte de máquina (2),
- - desplazamiento de un palpador de medición (6) instalado sobre la máquina a una ubicación de partida seleccionada,
- - desplazamiento repetido del palpador de medición (6) hasta el contacto con diferentes puntos sobre la superficie de la esfera de medición (5),
- - detección de la situación de los puntos de superficie en contacto sobre la esfera de medición (5),
- - cálculo de la situación en el espacio (P1) del centro de la esfera de medición (5) basándose en los valores de medición detectados,
- - desplazamiento de la parte de máquina (2) con la esfera de medición (5) fijada en la misma desde la primera ubicación de medición en un recorrido predeterminado (a, B) a una segunda ubicación de medición,
- - determinación de la situación en el espacio (P2) del centro de la esfera por la exploración puntual de la superficie de la esfera nuevamente y
- - determinación de una desviación de situación por comparación de los valores reales detectados de la situación en el espacio (P2) del centro de la esfera con valores teóricos correspondientes que se dan a partir del recorrido de desplazamiento predefinido del control por programa.
2. Método de acuerdo con la reivindicación 1,
caracterizado por que
para la medición de la situación en el espacio de un eje de giro se rota la parte de máquina (2) con la esfera de medición (5) desde la primera ubicación de medición a la segunda ubicación de medición en un ángulo predeterminado (a).
Patentes similares o relacionadas:
 Dispositivo de alineación para herramientas de torneado, del 29 de Julio de 2020, de GÜHRING KG: Dispositivo de alineación para disponer sobre una herramienta de torneado, , en particular sobre un vástago de herramienta o una punta […]
Dispositivo de alineación para herramientas de torneado, del 29 de Julio de 2020, de GÜHRING KG: Dispositivo de alineación para disponer sobre una herramienta de torneado, , en particular sobre un vástago de herramienta o una punta […]
Dispositivo de mandril y método, del 18 de Marzo de 2020, de In-Situ Oilfield Services Limited: Un dispositivo de mandril que tiene al menos dos mandíbulas para agarrar un objeto (T), y un mecanismo de ajuste configurado para ajustar el centro rotacional […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Aparato seguidor del contorno y sistemas y métodos relacionados, del 1 de Enero de 2020, de FLOW INTERNATIONAL CORPORATION: Un conjunto de cardan para una máquina multieje para ayudar al mantenimiento de una relación espacial entre una herramienta de la máquina multieje y una […]
Accesorio de centrado de útiles sobre una máquina de mecanizado, procedimiento de centrado y dispositivo de ayuda para el centrado que incluye tal accesorio, del 20 de Noviembre de 2019, de Wibemo S.A: Accesorio de centrado de un útil (O) o de un husillo porta-útiles sobre un eje de rotación X-X` de un cañón giratorio de una máquina de mecanizado, caracterizado […]
Módulo de mecanización, conjunto de accesorio para módulo de mecanización, y procedimiento de puesta en marcha de un módulo de mecanización, del 9 de Octubre de 2019, de Watch Out SA: Conjunto de accesorios para módulo de mecanización por arrancado de virutas, que comprende: por lo menos un portaherramientas provisto de una […]
Procedimiento y dispositivo para detectar y corregir una ubicación espacial de una pieza de trabajo sostenida en un dispositivo de posicionamiento, del 4 de Septiembre de 2019, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Procedimiento para detectar y corregir una ubicación espacial de una pieza de trabajo no simétrica en rotación sostenida en un dispositivo de posicionamiento […]
 Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]
Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]