MECANISMO DE REGULACIÓN DE DIÁMETRO DE BUCLE DE ALAMBRE EN MÁQUINA DE ATAR.
Una máquina de atar incluyendo:
una parte de alimentación (A) que alimenta un alambre de atar (3) de un carrete de alambre (4) alrededor del que está enrollado el alambre de atar (3);
una parte de guía (B) que forma el alambre de atar alimentado desde un extremo delantero de la parte de alimentación (A) en forma de bucle alrededor de un objeto (5) a atar; y
una parte de torsión (D) que agarra y retuerce el alambre de atar en forma de bucle (3), caracterizada porque la parte de guía (B) incluye:
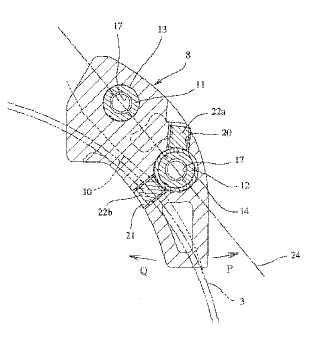
una porción de guía fija (7) formada integralmente con un cuerpo de máquina de atar (1) y que sobresale del cuerpo de máquina de atar (1);
un elemento de guía (8) dispuesto en un lado de la porción de guía fija (7);
un primer agujero de montaje de pasador de guía (13);
un segundo agujero de montaje de pasador de guía (14);
un primer pasador de guía (11) que se recibe en el primer agujero de montaje de pasador de guía (13);
un segundo pasador de guía (12) que se recibe en el segundo agujero de montaje de pasador de guía (14) con holgura;
un agujero roscado (20, 21) que penetra desde una superficie interior del segundo agujero de montaje de pasador de guía (14) a una superficie exterior del elemento de guía (8); y
un tornillo incrustado (22a, 22b) insertado a rosca en el agujero roscado (20, 21), y
un ángulo del elemento de guía (8) con respecto a la porción de guía fija (7) se regula enganchando un extremo delantero del tornillo incrustado (22a, 22b) con el segundo pasador de guía (12).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2007/053105.
Solicitante: MAX CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 6-6, NIHONBASHI HAKOZAKI-CHO CHUO-KU, TOKYO 103-8502 JAPON.
Inventor/es: ITAGAKI,OSAMU, KUSAKARI,Ichiro , NAGAOKA,Takahiro , KASAHARA,Akira.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21F15/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › B21F 15/00 Ensamblaje de alambres entre ellos o con otros materiales u objetos metálicos; Ensamblaje de elementos por medio de alambre (herramientas para tensar y conectar a la vez B21F 9/00; revestimiento o refuerzo B21F 17/00; fabricación de enrejados metálicos B21F 27/00; en la fabricación de bandas B21F 43/00). › con otros elementos o materiales de conexión.
- B65B13/18 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 13/00 Atado de objetos en paquetes. › Detalles o dispositivos auxiliares de máquinas de atar objetos en paquetes.
- B65B27/10 B65B […] › B65B 27/00 Atado en paquetes de objetos especiales que presentan problemas particulares, con ayuda de fleje, alambre o bandas o cintas estrechas; Embalado o enfardado de materiales fibrosos, p. ej. turba, no previstos en otro lugar. › Atado de paquetes de vástagos, barras u objetos alargados análogos.
- E04G21/12 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04G ANDAMIAJES; MOLDES; ENCOFRADOS; HERRAMIENTAS O ACCESORIOS PARA LA CONSTRUCCION, O SU EMPLEO; MANIPULACIÓN DE LOS MATERIALES DE CONSTRUCCION EN LA PROPIA OBRA; REPARACION, DEMOLICION U OTROS TRABAJOS EN EDIFICIOS CONSTRUIDOS. › E04G 21/00 Preparación, transporte o trabajo de los materiales o de elementos de construcción in situ ; Otros dispositivos o medidas concernientes a los trabajos de construcción (trabajo de los materiales análogos a la piedra B28D; transporte en general B65G; aparatos de elevación B66; instrumentos de medida G01). › Montaje de elementos de armado; Aplicación de la precompresión (fundas para elementos de precompresión E04C 5/10; medios de anclaje E04C 5/12; empalmes para elementos de armado o espaciadores E04C 5/16).
PDF original: ES-2376123_T3.pdf
Fragmento de la descripción:
Mecanismo de regulación de diámetro de bucle de alambre en máquina de atar Campo técnico La presente invención se refiere a un mecanismo de regulación de diámetro de bucle de alambre para una máquina de atar.
Antecedentes de la invención Generalmente, en una máquina de atar barras de armadura, es importante reducir errores asegurando una fuerza de atado suficiente. Consiguientemente, hay que formar un diámetro de bucle deseado. Al objeto de obtener el diámetro de bucle deseado, hay que disminuir el grado de no uniformidad del diámetro de bucle durante una producción o aumentar la anchura de atado del diámetro de bucle de la máquina de atar propiamente dicha.
Se usan varios elementos para formar el diámetro de bucle, de modo que es difícil formar un diámetro de bucle predeterminado debido a las tolerancias de los elementos. En particular, cuando el diámetro de una barra de armadura como un objeto a atar es grande, hay que aumentar el diámetro de bucle. Cuando el diámetro de bucle es grande, surge un problema de que la producción es difícil porque la exactitud de procesado requerida es muy estricta.
Por lo tanto, se puede suponer que el problema antes descrito se resuelve regulando las posiciones de unión de los elementos usados para formar el diámetro de bucle. Consiguientemente, es posible formar el diámetro de bucle correcto regulando los errores producidos por las tolerancias de los elementos (véase, por ejemplo, JP-A-07132914) .
A propósito, en elementos para guiar un alambre con el fin de formar un diámetro de bucle, algunos elementos pueden tender a atascar el alambre.
En particular, el atasco de alambre puede tener lugar fácilmente en un elemento de guía de extremo delantero que es el más importante para formar el diámetro de bucle.
Por ejemplo, cuando la máquina de atar es operada en un estado donde queda muy poca cantidad del alambre de atar enrollado alrededor de un carrete de alambre, la operación de alimentación se para en un estado donde el extremo delantero del alambre no sobresale del elemento de guía. Como resultado, surge el problema de que el alambre de atar cortado se queda en la máquina de atar. Dado que no es posible sacar al exterior el alambre que queda, el usuario tiene que separar el elemento de guía con el fin de desmontar el alambre restante. Entonces, después de la operación de desmontaje, hay que montar de nuevo el elemento de guía en una posición original.
Sin embargo, como se ha descrito anteriormente, dado que el diámetro de bucle de alambre se regula mediante una operación muy delicada y el diámetro de bucle es diferente cuando la posición de montaje del elemento de guía es ligeramente diferente, es muy difícil que el usuario monte el elemento de guía en la posición original. Como resultado, surge el problema de que se originan problemas en una operación de atar después de la operación de desmontaje.
Descripción de la invención Una o más realizaciones de la invención proporcionan un mecanismo de regulación de diámetro de bucle de alambre para una máquina de atar capaz de mantener un diámetro de bucle incluso cuando el usuario desmonte elementos para formar el diámetro de bucle y de reducir la exactitud de procesado requerida de los elementos.
Según la una o más realizaciones de la invención, en un primer aspecto de la invención, una máquina de atar está provista de: una parte de alimentación que alimenta un alambre de atar desde un carrete de alambre alrededor del que el alambre de atar está enrollado; una parte de guía que forma el alambre de atar alimentado desde un extremo delantero de la parte de alimentación en forma de bucle alrededor de un objeto a atar; y una parte de torsión que agarra y retuerce el alambre de atar en forma de bucle. Un elemento de guía está conectado a rosca a un lado de una porción de guía fija que está formada integralmente con un cuerpo de máquina de atar de manera que sobresalga en forma de pico. El alambre de atar es alimentado a lo largo de una ranura de guía formada entre la parte de guía y el elemento de guía. El diámetro de bucle del alambre alimentado se regula ajustando la posición del elemento de guía. Dos pasadores de guía formados verticales en la porción de guía fija están fijados a rosca a agujeros de montaje de pasador de guía formados en el elemento de guía recibiéndose al mismo tiempo en él. Un pasador de guía está montado con holgura en el agujero de montaje de pasador de guía correspondiente. Se ha formado un agujero roscado a través de la superficie interior del agujero de montaje de pasador de guía y la superficie exterior del elemento de guía.
Un ángulo del elemento de guía con respecto a la porción de guía fija se regula de tal manera que un extremo delantero de un tornillo incrustado insertado a rosca en el agujero roscado enganche con la superficie periférica del pasador de guía.
En un segundo aspecto de la invención, se pueden formar dos agujeros roscados en ambos lados en una línea que conecta los dos agujeros de montaje de pasador de guía.
En un tercer aspecto de la invención, el extremo delantero del tornillo incrustado puede enganchar con la superficie periférica de un pasador hueco montado en el pasador de guía en lugar de la superficie periférica del pasador de guía.
Según el primer aspecto de la invención, dado que se forma un intervalo entre el primer pasador de guía y el agujero de montaje de pasador de guía cuando los dos pasadores de guía de la porción de guía fija están montados en los agujeros de montaje de pasador de guía del elemento de guía, el elemento de guía puede bascular alrededor del pasador de guía sin un intervalo entremedio. Entonces, es posible regular el ángulo del elemento de guía con respecto a la porción de guía fija de tal manera que los tornillos incrustados estén insertados a rosca respectivamente en los agujeros roscados y se regule su cantidad de inserción a rosca. Dado que el diámetro de bucle de alambre es establecido por el ángulo del elemento de guía, es posible regular el diámetro de bucle de alambre. Entonces, el elemento de guía se puede fijar a rosca al pasador de guía después de regular la posición.
Al montar el elemento de guía después de la operación de desmontaje, la relación posicional entre el elemento de guía y el pasador de guía se pone en la misma posición que antes de la operación de desmontaje mediante la utilización de los tornillos incrustados. Consiguientemente, es posible montar el elemento de guía de manera que tenga el diámetro de bucle correcto sin ningún ajuste adicional.
Dado que el diámetro de bucle correcto se obtiene regulando el elemento de guía, es posible reducir la exactitud de procesado requerida para los elementos tales como el pasador de guía de la porción de guía fija o el elemento de guía.
Según el segundo aspecto de la invención, dado que dos agujeros roscados están formados en ambos lados en la línea que conecta los agujeros de montaje de pasador de guía, el número de los agujeros roscados y los tornillos incrustados puede ser dos, respectivamente, y el ángulo del elemento de guía se puede regular eficientemente.
Según el tercer aspecto de la invención, dado que el tornillo incrustado engancha directamente con el pasador hueco, es posible proteger el pasador de guía.
Otros aspectos y ventajas de la invención serán evidentes por la descripción siguiente, los dibujos y las reivindicaciones.
Breve descripción de los dibujos [Figura 1] la figura 1 es un diagrama en sección longitudinal que ilustra una máquina de atar relacionada con la invención.
[Figura 2] la figura 2 es un diagrama ampliado tomado a lo largo de la línea II-II representada en la figura 1.
[Figura 3] la figura 3 es un diagrama ampliado que ilustra una parte principal representada en la figura 1.
[Figura 4] la figura 4 es un diagrama en sección ampliado tomado a lo largo de la línea IV-IV representada en la figura 3.
[Figura 5] la figura 5 es un diagrama en sección longitudinal que ilustra un elemento de guía y un pasador de guía.
[Figura 6] la figura 6 es un diagrama despiezado en sección que ilustra una chapa de guía y el elemento de guía.
Mejor modo de llevar a la práctica la invención A continuación se describirá una realización ejemplar de la invención con referencia a los dibujos acompañantes.... [Seguir leyendo]
Reivindicaciones:
1. Una máquina de atar incluyendo:
una parte de alimentación (A) que alimenta un alambre de atar (3) de un carrete de alambre (4) alrededor del que está enrollado el alambre de atar (3) ; una parte de guía (B) que forma el alambre de atar alimentado desde un extremo delantero de la parte de alimentación (A) en forma de bucle alrededor de un objeto (5) a atar; y 10 una parte de torsión (D) que agarra y retuerce el alambre de atar en forma de bucle (3) , caracterizada porque la parte de guía (B) incluye: 15 una porción de guía fija (7) formada integralmente con un cuerpo de máquina de atar (1) y que sobresale del cuerpo de máquina de atar (1) ; un elemento de guía (8) dispuesto en un lado de la porción de guía fija (7) ; 20 un primer agujero de montaje de pasador de guía (13) ; un segundo agujero de montaje de pasador de guía (14) ; un primer pasador de guía (11) que se recibe en el primer agujero de montaje de pasador de guía (13) ;
un segundo pasador de guía (12) que se recibe en el segundo agujero de montaje de pasador de guía (14) con holgura;
un agujero roscado (20, 21) que penetra desde una superficie interior del segundo agujero de montaje de pasador 30 de guía (14) a una superficie exterior del elemento de guía (8) ; y un tornillo incrustado (22a, 22b) insertado a rosca en el agujero roscado (20, 21) , y un ángulo del elemento de guía (8) con respecto a la porción de guía fija (7) se regula enganchando un extremo 35 delantero del tornillo incrustado (22a, 22b) con el segundo pasador de guía (12) .
2. La máquina de atar según la reivindicación 1, donde el primer pasador de guía (11) está montado en el primer agujero de montaje de pasador de guía (13) sin intervalo entremedio.
donde los pasadores de guía primero y segundo (11, 12) están dispuestos en la porción de guía fija (7) . (20) formado en un lado de una línea (24) que conecta centros de los agujeros de montaje de pasador de guía primero y segundo (13, 14) y un segundo agujero roscado (21) formado en su otro lado (24) . 5. La máquina de atar según la reivindicación 1, donde el extremo delantero del tornillo incrustado (22a, 22b) 50 engancha con una superficie periférica del segundo pasador de guía (12) . 6. La máquina de atar según la reivindicación 1, donde el extremo delantero del tornillo incrustado (22a, 22b) engancha con el segundo pasador de guía (12) a través de una superficie periférica de un pasador hueco (18) montado en el segundo pasador de guía (12) . 40 3. La máquina de atar según la reivindicación 1, donde los agujeros de montaje de pasador de guía primero y segundo (13, 14) están formados en el elemento de guía (8) , y
45 4. La máquina de atar según la reivindicación 1, donde el agujero roscado (20, 21) incluye un primer agujero roscado
Patentes similares o relacionadas:
CABEZAL DE FLEJADO AUTOMÁTICO, del 30 de Julio de 2020, de INNOVA MQUINARIA INDUSTRIAL, SL: Cabezal de flejado automático del tipo de los que comprenden un chasis conformada por seis placas de aluminio soldadas entre sí, creando una estructura […]
Atadora para jardinería, del 20 de Mayo de 2020, de MAX CO., LTD.: Un método de operar una atadora para jardinería incluyendo la atadora: un mango principal que está configurado para sacar una cinta de su […]
Dispositivo para flejar paquetes, del 4 de Marzo de 2020, de Pamminger Verpackungstechnik Ges.m.b.H: Dispositivo para flejar paquetes con una cinta de fleje, con un arco de guía de cinta tipo portal que abarca un espacio de embalaje para el paquete […]
Dispositivo para monitorizar la fuerza al fijar una abrazadera tensora, del 11 de Diciembre de 2019, de Oetiker Schweiz AG: Dispositivo para monitorizar la fuerza en una herramienta para fijar una abrazadera tensora, en el que la herramienta presenta un par de palancas […]
 Dispositivo de flejado, del 31 de Julio de 2019, de Signode International IP Holdings LLC: Dispositivo de flejado, especialmente dispositivo de flejado móvil, para flejar mercancías embaladas con un fleje, que presenta un dispositivo de sujeción […]
Dispositivo de flejado, del 31 de Julio de 2019, de Signode International IP Holdings LLC: Dispositivo de flejado, especialmente dispositivo de flejado móvil, para flejar mercancías embaladas con un fleje, que presenta un dispositivo de sujeción […]
Aparato para flejar productos, del 17 de Julio de 2019, de Bandall Productie B.V: Un dispositivo para flejar productos, que comprende un mecanismo de suministro para suministrar material de fleje desde un rollo de suministro a una […]
Módulo de máquina de agavillado y máquina equipada con un módulo de este tipo, del 10 de Julio de 2019, de Ateliers De Recherches Et Conceptions A.R.C: Módulo de fijación de atadura para una máquina de agavillado que comprende: - un conjunto de retención de atadura , y - un conjunto de anudado […]
Atadora para jardinería, del 5 de Junio de 2019, de MAX CO., LTD.: Una atadora para jardinería incluyendo: un mango principal que está configurado para sacar una cinta de su porción de extremo delantero (11a); un brazo […]