MATRIZ DE EXPANSIÓN PARA DAR FORMA A RECIPIENTES.
Matriz de expansión para fabricar recipientes de metal, que comprende:
una superficie funcional que comprende una parte (15) que se expande progresivamente y una parte (20) de apoyo al final de la parte (15) que se expande progresivamente; y una parte rebajada (25) colocada a continuación de la parte (20) de apoyo de la superficie funcional, caracterizada porque la parte rebajada (25) tiene un diametro al menos 0, 0254 cm (0, 01 pulgadas) inferior al diametro de la parte (20) de apoyo de la superficie funcional para reducir, aunque no eliminar, el contacto de fricción entre el material del recipiente y la matriz de expansión.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/070083.
Solicitante: ALCOA INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: Alcoa Corporate Center 201 Isabella Street Pittsburgh, PA 15212-5858 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MYERS,Gary L, FEDUSA,Anthony, DICK,Robert E.
Fecha de Publicación: .
Fecha Solicitud PCT: 31 de Mayo de 2007.
Clasificación Internacional de Patentes:
- B21D22/02T
- B21D39/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › con mandriles, p. ej. expansibles.
- B21D51/26C
Clasificación PCT:
- B21D51/26 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B65D1/16 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › de sección transversal curva, p. ej. cilíndrica.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2368797_T3.pdf
Fragmento de la descripción:
Matriz de expansi6n para dar forma a recipientes
Campo de la invenci6n
Esta invenci6n se refiere a una matriz de expansi6n para fabricar recipientes de metal segun el preambulo de la reivindicaci6n 1. Tal matriz de expansi6n se describe en WO-A-2005000498.
Antecedentes de la invenci6n
Los recipientes de bebidas para diversos refrescos o cerveza estan conformados generalmente por tecnologia de estirado y planchado (es decir, la lata O1) , en la que el tronco del recipiente (o parte de pared lateral) y el fondo del recipiente estan conformados integralmente por estirado y planchado de una lamina metalica, tal como una lamina de aleaci6n de aluminio o una lamina de acero tratada superficialmente.
En la industria, estos recipientes de bebidas se producen a gran escala y de manera relativamente econ6mica, con una forma sustancialmente identica. Oebido a que los recipientes son producidos sustancialmente con la misma forma, los mismos no pueden ser distinguidos o diferenciados de manera adecuada entre si por su aspecto. Oebido a que los recipientes de bebidas son fabricados a gran escala y de manera relativamente econ6mica, entre los fabricantes de bebidas existe un gran deseo de obtener recipientes de bebidas econ6micos con configuraciones unicas para ayudar a diferenciar sus productos.
En un esfuerzo por satisfacer los deseos de los fabricantes de bebidas, numerosos fabricantes de recipientes han intentado incorporar mejoras en su tecnologia de fabricaci6n y hasta la fecha se han propuesto varios procesos para reformar los cuerpos de recipiente. Un ejemplo de un proceso de reforma anterior que produce un cuerpo de recipiente que tiene un diametro aumentado incluye tecnologia de moldeo combinada con un medio de expansi6n que esta colocado en el interior del cuerpo del recipiente. El medio de expansi6n provoca la expansi6n radial del cuerpo del recipiente desde su interior contra una superficie del molde que tiene una geometria que se corresponde con la forma deseada. El medio de expansi6n puede incluir aire o nitr6geno comprimido, un liquido no compresible, o puede estar dotado de dedos accionados radialmente.
La reforma o expansi6n de cuerpos de recipiente mediante tecnologia de moldeo presenta numerosos inconvenientes. Oe forma mas especifica, el moldeo de los cuerpos de recipiente aumenta el tiempo de fabricaci6n y, por lo tanto, el coste asociado a la producci6n de recipientes de bebidas. No es posible incorporar facilmente el moldeo en un proceso en linea, requiriendo por lo tanto que la etapa de moldeo este separada con respecto al proceso en linea de conformaci6n de cuerpos de recipiente mediante el uso de tecnologia de estirado y planchado.
Otro inconveniente consiste en que el grado de expansi6n que es posible obtener mediante moldeo es sustancialmente limitado, especialmente teniendo en cuenta que las latas estiradas y planchadas pueden quedar sometidas a una manipulaci6n intensiva del metal, es decir, a operaciones de estirado y planchado, y es posible que no conserven una ductilidad adecuada para que sea posible aplicar un contorno llamativo para obtener los efectos deseados sin que se produzca una ruptura de la lata o una fractura en el metal. En un ejemplo, un recipiente con un cuerpo de aluminio que tiene un espesor de pared de aproximadamente 0, 01 cm (0, 0040") solamente puede ser expandido radialmente un maximo del 10% del diametro original del cuerpo del recipiente mediante una unica etapa de moldeo.
A la vista de lo anteriormente expuesto, existe la necesidad de dar a conocer un metodo mas econ6mico para obtener recipientes de bebidas que tienen una parte de diametro expandido, pudiendo ser el metodo facilmente incorporado a un proceso en linea.
Resumen de la invenci6n
Se da a conocer una matriz de expansi6n para fabricar recipientes de metal, que comprende una superficie funcional que comprende una parte que se expande progresivamente y una parte de apoyo; y una parte rebajada colocada a continuaci6n de la parte de apoyo de la superficie funcional, caracterizada porque la parte rebajada tiene un diametro al menos 0, 0254 cm (0, 01 pulgadas) inferior al diametro de la parte de apoyo de la superficie funcional para reducir, aunque no eliminar, el contacto de fricci6n entre el material del recipiente y la matriz de expansi6n.
Una parte inicial de la superficie funcional puede tener una geometria para conformar una transici6n en un recipiente de una parte de diametro original a una parte de diametro expandido.
La transici6n puede ser escalonada o gradual.
La parte de apoyo puede tener unas dimensiones para conformar un diametro expandido de un material de recipiente conformado por la superficie funcional.
Al menos una parte de la superficie funcional puede no estar pulida.
La parte no pulida de la superficie funcional puede tener un acabado superficial que oscila de 0, 2 Im (8 I in) a 0, 82 Im (32 I in) .
La parte rebajada puede no estar pulida.
Breve descripci6n de los dibujos La siguiente descripci6n detallada, mostrada a titulo de ejemplo y sin pretender limitar la invenci6n solamente a la misma, resultara mas comprensible en combinaci6n con los dibujos que se acompanan, en los que los mismos numeros de referencia indican los mismos elementos y piezas, y en los que:
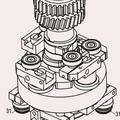
La Figura 1A es un corte transversal lateral de una realizaci6n de una matriz de expansi6n segun la presente invenci6n.
La Figura 1B es un corte transversal lateral de otra realizaci6n de una matriz de expansi6n segun la presente invenci6n.
La Figura 1C es un corte transversal lateral de otra realizaci6n de una matriz de expansi6n segun la presente invenci6n.
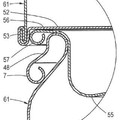
La Figura 1O es un corte transversal ampliado del rebaje mostrado en las Figuras 1A, 1B y 1C.
Las Figuras 2A, 2B y 2C son representaciones graficas de algunas realizaciones de una lata de bebidas (recipiente de bebidas) con un diametro interno de 5, 26 cm (2, 069") que tienen al menos una parte con un diametro expandido mas grande que el diametro de una lata de bebidas 211.
La Figura 3 es una representaci6n grafica de algunas realizaciones de una lata de bebidas 211 (recipiente de bebidas) que tienen al menos una parte con un diametro interno expandido de un diametro de 6, 61 cm (2, 603") a un diametro interno mas grande que 7, 26 cm (2, 860") .
La Figura 4 es un corte transversal lateral de una matriz de reducci6n de secci6n.
Descripci6n detallada de realizaciones preferidas Las Figuras 1A-1O muestran una matriz 5 de expansi6n usada para obtener un recipiente de bebidas conformado que tiene al menos una parte expandida, en el que el diametro del recipiente de bebidas se expande radialmente. Preferiblemente, el recipiente de bebidas conformado puede tener generalmente una geometria de una lata de bebidas o puede tener generalmente una geometria de botella de bebidas, aunque se han contemplado otras geometrias dentro del alcance de la presente invenci6n. Preferiblemente, el recipiente de bebidas esta conformado a partir de un metal, mas preferiblemente, una aleaci6n de aluminio, tal como Aluminum Association (AA) 3104.
La matriz 5 de expansi6n de la presente invenci6n incluye una superficie funcional 10 que incluye un parte 15 que se expande progresivamente y una parte 20 de apoyo; y una parte rebajada 25 colocada a continuaci6n de la parte 20 de apoyo de la superficie funcional 10. La parte inicial 30 de la superficie funcional 10 tiene una geometria para conformar una transici6n en la pared lateral de un recipiente de una parte de diametro original a una parte de diametro expandido.
En una realizaci6n, una matriz 5 de expansi6n como la mostrada en la Figura 1A esta dotada de una parte inicial 30 de la superficie funcional 10 que forma un angulo configurado para conformar una transici6n suave entre el diametro original del recipiente y la parte expandida de la pared lateral del recipiente, en la que el diametro del recipiente aumenta radialmente. En los ejemplos A, B, C, O y E de la Figura 2A y en el ejemplo K de la Figura 2C se muestran ejemplos de recipientes de bebidas que tienen una transici6n suave, mostrandose algunas realizaciones de una lata de bebidas (recipiente de bebidas) con un diametro interno de 5, 26 cm (2, 069") que tienen al menos una parte con un diametro expandido mas grande que el diametro de una lata de bebidas 211 que tiene un diametro interno igual a 6, 61 cm (2, 603")... [Seguir leyendo]
Reivindicaciones:
1. Matriz de expansi6n para fabricar recipientes de metal, que comprende:
una superficie funcional que comprende una parte (15) que se expande progresivamente y una parte (20) de apoyo al final de la parte (15) que se expande progresivamente; y una parte rebajada (25) colocada a continuaci6n de la parte (20) de apoyo de la superficie funcional, caracterizada porque la parte rebajada (25) tiene un diametro al menos 0, 0254 cm (0, 01 pulgadas) inferior al diametro de la parte (20) de apoyo de la superficie funcional para reducir, aunque no eliminar, el contacto de fricci6n entre el material del recipiente y la matriz de expansi6n.
2. Matriz segun la reivindicaci6n 1, en la que una parte inicial de la superficie funcional tiene una geometria para 10 conformar una transici6n en un recipiente de una parte de diametro original a una parte de diametro expandido.
3. Matriz segun la reivindicaci6n 1, en la que la transici6n es escalonada o gradual.
4. Matriz segun la reivindicaci6n 1, en la que la parte (20) de apoyo tiene unas dimensiones para conformar un diametro expandido de un material de recipiente conformado por la superficie funcional.
5. Matriz segun la reivindicaci6n 1, en la que al menos una parte de la superficie funcional no esta pulida.
6. Matriz segun la reivindicaci6n 5 en la que, opcionalmente, la parte no pulida de la superficie funcional tiene un acabado superficial que oscila de 0, 2 Im (8 I in) a 0, 82 Im (32 I in) .
7. Matriz segun la reivindicaci6n 5, en la que la parte rebajada no esta pulida.
Patentes similares o relacionadas:
Aparato de expansión de tubos para tubos finos de acero inoxidable, del 2 de Octubre de 2019, de O.N. Industries Ltd: Un aparato de expansión de tubos para un tubo fino de acero inoxidable , que comprende: un cabezal de expansión de tubos que incluye un orificio […]
Ensanchadora manual y procedimiento para el funcionamiento de una ensanchadora manual, del 19 de Junio de 2019, de GUSTAV KLAUKE GMBH: Ensanchadora manual para en ensanchamiento extremos de tubos , con una pieza de mango y un cabezal de expansión que pesenta varios segmentos […]
Maquina de tambor de expansión de tubo, del 7 de Junio de 2017, de CMS Costruzione Macchine Speciali S.r.l: Una máquina de tambor de expansión de tubo, que comprende un marco de soporte, al menos un tambor rotativo soportado en dicho marco , […]
Herramienta de conformación y procedimiento para abocardar una abertura con un dispositivo de abocardado, del 11 de Mayo de 2016, de Airbus Defence and Space GmbH: Herramienta de conformación para abocardar una abertura con un dispositivo de abocardado que comprende varios elementos de abocardado […]
 Procedimiento de conformado de la pared de la embocadura de un recipiente o envase metálico y dispositivo para tal efecto, del 13 de Enero de 2016, de SODETECH SARL: Procedimiento de conformado de la pared de la embocadura de un recipiente o envase metálico cilíndrico a partir de un cuerpo cilíndrico tubular, […]
Procedimiento de conformado de la pared de la embocadura de un recipiente o envase metálico y dispositivo para tal efecto, del 13 de Enero de 2016, de SODETECH SARL: Procedimiento de conformado de la pared de la embocadura de un recipiente o envase metálico cilíndrico a partir de un cuerpo cilíndrico tubular, […]
Herramienta y método para expandir un extremo de una tubería, del 26 de Noviembre de 2014, de UPONOR INNOVATION AB: Una herramienta para la expansión de un extremo de una tubería, comprendiendo la herramienta : una pluralidad de mandíbulas , que son movibles radialmente […]
PROCEDIMIENTO PARA EL ENSAMBLAJE AUTOMATIZADO DE ESTRUCTURAS TUBULARES, del 27 de Junio de 2013, de FUNDACION ANDALUZA PARA EL DESARROLLO AEROESPACIAL: Procedimiento para el ensamblaje automatizado de estructuras tubulares, que permite, de forma robusta y rápida, la construcción de estructuras. Es un sistema especialmente […]
 Un método y aparato para hacer una lata con un extremo doblado , dicha lata y cuerpo de lata, del 17 de Junio de 2013, de Ardagh MP Group Netherlands B.V: Un método para fabricar una lata, como por ejemplo una lata de pintura o una lata de comida, que comprende lospasos de:
i. proporcionar […]
Un método y aparato para hacer una lata con un extremo doblado , dicha lata y cuerpo de lata, del 17 de Junio de 2013, de Ardagh MP Group Netherlands B.V: Un método para fabricar una lata, como por ejemplo una lata de pintura o una lata de comida, que comprende lospasos de:
i. proporcionar […]