Maquina y procedimiento de estampación de piezas metálicas.
Máquina de estampación de piezas metálicas con una pluralidad de sucesivas estaciones troqueladoras sincronizadas para conformar piezas metálicas a partir de una chapa proveniente de una bobina de chapa suministrada a la máquina de estampación por una entrada provista de rodillos de entrada para empujar la chapa hasta una primera estación de troquelado para obtener progresivamente sucesivas láminas independizadas troqueladas según un patrón predeterminado a partir de la chapa,
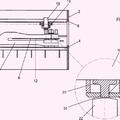
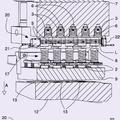
caracterizada porque comprende una segunda estación de troquelado (5) , para recibir y troquelar las láminas independizadas, y que comprende una pluralidad de troqueles de transferencia (5a, 5b) dispuestos uno tras otro para conformar sucesivas piezas metálicas (3) con una configuración tridimensional a partir de las sucesivas láminas independizadas (1c) entregadas por la primera estación de troquelado (4), comprendiendo la pluralidad de troqueles de transferencia un troquel de transferencia inicial (5a) para realizar un troquelado inicial de cada una de las láminas independizadas (1c) y obtener sucesivas piezas iniciales (2a), y un troquel de transferencia final (5b) para realizar un troquelado final en cada una de las piezas troqueladas previamente para obtener las piezas metálicas (3);
una estación de salida (6) dispuesta en la salida (5c) de la segunda estación de troquelado (5) por la que se extraen las piezas metálicas (3) conformadas en la segunda estación de troquelado (5);
un dispositivo de avance y retroceso longitudinal para recoger las láminas independizadas (1c) de la primera estación de troquelado e introducirlas en la segunda estación de troquelado (5) y trasladar las piezas troqueladas (2a, 2b) hacia la estación de salida (6) haciendo paradas sincronizadas durante la actuación de cada uno de los troqueles de transferencia (5a, 5b) en respectivas posiciones de troquelado, y que comprende sendas barras laterales (9a, 9b) longitudinalmente desplazables en un movimiento de vaivén longitudinal, provistas de mecanismos de agarre que comprenden pinzas de agarre (9c, 9d) para agarrar respectivas partes extremas, enfrentadas a las pinzas de agarre (9c, 9d), de las láminas independizadas y de las sucesivas piezas troqueladas (2a, 2b) cuando son trasladadas por el avance de las barras laterales (9a, 9b) hacía los consecutivos troqueles de transferencia (5a, 5b).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11382231.
Solicitante: CIE AUTOMOTIVE, S.A..
Nacionalidad solicitante: España.
Inventor/es: MARTÍNEZ CASTRO,JOSÉ CARLOS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Fabricación de varias piezas a partir de una misma pieza de material sin elaborar; Trabajo sin producción de desechos.
- B21D28/10 B21D 28/00 […] › Corte incompleto de manera que las diferentes partes permanezcan unidas al material.
- B21D28/26 B21D 28/00 […] › en chapas o piezas planas.
PDF original: ES-2533390_T3.pdf
Fragmento de la descripción:
Maquina y procedimiento de estampación de piezas metálicas Campo técnico de la invención La presente invención se encuadra en el campo técnico de las máquinas de estampación mediante troqueles.
Antecedentes de la invención Para la estampación de piezas es conocido utilizar dos tipos de procesos distintos, los procesos conocidos como de transferencia y los procesos conocidos como progresivos.
En los procesos de transferencia, la chapa a troquelar se va cortando en porciones o formatos del tamaño necesario para la pieza a obtener. Estos formatos se hacen pasar por una serie de troqueles (embutidores, troqueladores, etc.) que van dando golpes de prensa los formatos según van pasando por cada troquel o estación. Entre un troquel y el siguiente el formato o pieza con las operaciones realizadas en la estación anterior, pasa a la estación siguiente mediante un dispositivo que agarra la pieza (generalmente mediante unas pinzas) y las pasa a la estación o troquel siguiente. El dispositivo de agarre está compuesto generalmente por unos largueros longitudinales dispuestos a lo largo de toda la máquina que tienen un movimiento de avance y retroceso (vaivén) para recoger la pieza y pasar a la siguiente estación, y un movimiento transversal para introducirse dentro de los troqueles y agarrar las piezas. De esta forma, los formatos van avanzando mediante el sistema transportador de pinza de una estación a otra y se van conformando. Los sobrantes de la chapa van cayendo a una serie de líneas de evacuación generalmente inferiores. La operación de los troqueles y del sistema transportador de transferencia está sincronizado.
En los procesos progresivos, la chapa a troquelar proviene de una bobina y se desplaza a lo largo de todos los troqueles o estaciones en continuo, es decir, sin que se corten previamente trozos o formatos correspondientes a cada pieza. El avance de la chapa se realiza mediante unos rodillos de arrastre dispuestos en la entrada de la máquina. Además, la chapa debe contar con dos bandas longitudinales planas suficientemente robustas para permitir el arrastre de la chapa. En este caso, las piezas se van conformando al pasar por lo sucesivos troqueles o estaciones pero se mantienen unidos a la chapa común hasta el final. Únicamente al final de la máquina se produce la separación completa de la chapa y la máquina. Entre la bobina y los rodillos de arrastre suele existir un bucle que actúa como un buffer que permite la alimentación de la chapa cuando los rodillos producen un movimiento de avance. El movimiento de avance no es continuo en el sentido de que la chapa esté movimiento con velocidad constante, sino que se producen de forma discontinua simultáneamente al movimiento de los troqueles.
Dependiendo del tipo de pieza, su tamaño y forma, es más conveniente un proceso de transferencia o un proceso progresivo. En general las prensas progresivas se utilizan para piezas pequeñas ya que su traslación entre los sucesivos troqueles se realiza a través de las uniones a bandas que deben ser suficientemente robustas. En caso de piezas grandes se necesitaría una banda muy ancha.
En general, los procesos progresivos son adecuados para piezas con geometrías complicadas que se distribuyen en la chapa de acuerdo con un mapeado especial que permite optimizar la superficie de la chapa y, por tanto, no permiten cortes transversales a la chapa para establecer formatos unitarios para cada pieza, puesto que de esta manera se desaprovecharía una superficie muy importante de la chapa. Además, si las piezas tienen formas complejas, los dispositivos de transferencia pueden ser poco adecuados puesto que el agarre mediante pinzas previstas en una estructura lateral que avanza longitudinalmente pero que además debe de entrar dentro de los troqueles a coger la pieza resulta muy complicado, ya que puede suponer una distribución de pinzas muy compleja. Por otro lado, los procesos progresivos no son muy adecuados cuando las piezas presentan bordes doblados en perpendicular a la superficie de la chapa, ya que requieren mucho espacio entre piezas. Tampoco son adecuados si en estas superficies deben realizarse orificios puesto que los troqueles punzonadores no pueden entrar a realizar el taladro. Por tanto, se produce un problema cuando se quieren estampar piezas de grandes dimensiones, con geometrías complicadas, y que presentan bordes doblados y orificios en estos bordes, como, por ejemplo, las piezas que forman parte de una estructura soporte de grandes dimensiones, como las que se emplean para soportar paneles fotovoltaicos en plantas de energía solar.
Descripción de la invención El objeto de la presente invención es superar los inconvenientes del estado de la técnica más arriba detallados, mediante un maquina y un procedimiento de estampación de piezas metálicas.
De acuerdo con la invención, la máquina de estampación de piezas metálicas presenta una pluralidad de sucesivas estaciones troqueladoras sincronizadas para conformar piezas metálicas a partir de una chapa proveniente de una bobina de chapa suministrada a la máquina de estampación por una entrada provista de rodillos de entrada para empujar la chapa a una primera estación de troquelado para obtener progresivamente sucesivas láminas independizadas troqueladas según un patrón predeterminado a partir de la chapa, y comprende una segunda estación de troquelado para recibir y troquelar las láminas independizadas, que comprende una pluralidad de troqueles de transferencia dispuestos uno tras otro para conformar sucesivas piezas metálicas a partir
de las sucesivas láminas independizadas entregadas por la primera estación de troquelado, comprendiendo la pluralidad de troqueles de transferencia un troquel de transferencia inicial para realizar un troquelado inicial de cada uno de las láminas independizadas y obtener sucesivas piezas iniciales, y un troquel de transferencia final para realizar un troquelado final en cada una de las piezas troqueladas previamente para obtener las piezas metálicas; una estación de salida dispuesta en la salida de la estación de troquelado de transferencia encía por la que se extraen las piezas metálicas conformadas en la segunda estación de troquelado; un dispositivo de avance y retroceso longitudinal para recoger las láminas independizadas de la primera estación de troquelado e introducirlos en la segunda estación de troquelado y trasladar las piezas troqueladas hacia la estación de salida haciendo paradas sincronizadas durante la actuación de cada uno de los troqueles de transferencia en respectivas posiciones de troquelado, y que comprende sendas barras laterales longitudinalmente desplazables en un movimiento de vaivén longitudinal provistas de mecanismos de agarre que comprenden pinzas de agarre para agarrar respectivas partes extremas, enfrentadas a las pinzas de agarre, de las láminas independizadas y de las sucesivas piezas troqueladas cuando son trasladados en el avance de las barras laterales hacía los consecutivos troqueles de transferencia.
Como se puede observar, la primera estación de troquelado opera de forma similar a una estación de troquelado progresivo, si bien su actuación no resulta en formatos tridimensionales independizados sin en láminas independizadas troqueladas según un patrón predeterminada. A su vez, la segunda estación de troqueladas opera como una estación de transferencia, pero no parte de formatos tridimensionales independizados o de la misma chapa, sino de las láminas independizadas que recibe de directamente de la primera estación de troquelado.
Convenientemente, entre la bobina y los rodillos de entrada existe un bucle que actúa como un buffer que permite la alimentación de la chapa cuando los rodillos producen un movimiento de avance. Este movimiento de avance no es continuo en el sentido de que la chapa esté movimiento con velocidad constante, sino que se producen de forma discontinua simultáneamente al movimiento de los troqueles.
Preferentemente, las barras laterales están conectadas a un mecanismo de desplazamiento transversal para desplazar las barras laterales transversalmente entre una posición alejada en la que las pinzas de agarre están alejadas de dichas partes extremas, y una posición de recogida en la que las pinzas pueden agarrar dichas partes extremas.
El mecanismo de avance y retroceso longitudinal puede diseñado para desplazar las barras laterales a un paso de desplazamiento tal que, en la segunda estación de troquelado, en las posiciones de troquelado, las piezas troqueladas están más separadas entre sí que la separación a la que se encuentra la lámina independizada de la chapa de la que ha sido separado en la primera estación de troquelado.
En una realización de la invención, la segunda estación... [Seguir leyendo]
Reivindicaciones:
1. Máquina de estampación de piezas metálicas con una pluralidad de sucesivas estaciones troqueladoras sincronizadas para conformar piezas metálicas a partir de una chapa proveniente de una bobina de chapa suministrada a la máquina de estampación por una entrada provista de rodillos de entrada para empujar la chapa hasta una primera estación de troquelado para obtener progresivamente sucesivas láminas independizadas troqueladas según un patrón predeterminado a partir de la chapa, caracterizada porque comprende una segunda estación de troquelado (5) , para recibir y troquelar las láminas independizadas, y que comprende una pluralidad de troqueles de transferencia (5a, 5b) dispuestos uno tras otro para conformar sucesivas piezas metálicas (3) con una configuración tridimensional a partir de las sucesivas láminas independizadas (1c) entregadas por la primera estación de troquelado (4) , comprendiendo la pluralidad de troqueles de transferencia un troquel de transferencia inicial (5a) para realizar un troquelado inicial de cada una de las láminas independizadas (1c) y obtener sucesivas piezas iniciales (2a) , y un troquel de transferencia final (5b) para realizar un troquelado final en cada una de las piezas troqueladas previamente para obtener las piezas metálicas (3) ; una estación de salida (6) dispuesta en la salida (5c) de la segunda estación de troquelado (5) por la que se extraen las piezas metálicas (3) conformadas en la segunda estación de troquelado (5) ; un dispositivo de avance y retroceso longitudinal para recoger las láminas independizadas (1c) de la primera estación de troquelado e introducirlas en la segunda estación de troquelado (5) y trasladar las piezas troqueladas (2a, 2b) hacia la estación de salida (6) haciendo paradas sincronizadas durante la actuación de cada uno de los troqueles de transferencia (5a, 5b) en respectivas posiciones de troquelado, y que comprende sendas barras laterales (9a, 9b) longitudinalmente desplazables en un movimiento de vaivén longitudinal, provistas de mecanismos de agarre que comprenden pinzas de agarre (9c, 9d) para agarrar respectivas partes extremas, enfrentadas a las pinzas de agarre (9c, 9d) , de las láminas independizadas y de las sucesivas piezas troqueladas (2a, 2b) cuando son trasladadas por el avance de las barras laterales (9a, 9b) hacía los consecutivos troqueles de transferencia (5a, 5b) .
2. Máquina, según la reivindicación 1, caracterizada porque las barras laterales están conectadas a un mecanismo de desplazamiento transversal para desplazar las barras laterales (9a, 9b) transversalmente entre una posición alejada en la que las pinzas de agarre (9c, 9d) están alejadas de dichas partes extremas, y una posición de recogida en la que las pinzas pueden agarrar dichas partes extremas.
3. Máquina, según la reivindicación 1 ó 2, caracterizada porque el mecanismo de avance y retroceso longitudinal está diseñado para desplazar las barras laterales (9a, 9b) a un ritmo de desplazamiento tal que, en la segunda estación de troquelado (5) , en las posiciones de troquelado, las piezas troqueladas (2a, 2b) están más separadas entre sí que la separación a la que se encuentra la lámina independizada (1c) de la chapa (2) de la que ha sido separada en la primera estación de troquelado (4) .
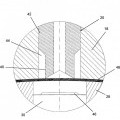
4. Máquina, según la reivindicación 1, 2 ó 3, caracterizada porque la segunda estación de troquelado (5) comprende al menos un troquel embutidor de transferencia (5a) para conferir una estructura tridimensional predeterminada a cada una de las sucesivas piezas troqueladas (2a, 2b) a partir de la lámina independizada, y al menos un troquel punzonador de transferencia (5b) para realizar punzonados en las sucesivas piezas troqueladas (2b) .
5. Máquina, según la reivindicación 4, caracterizada porque el troquel embutidor de transferencia (5a) es el troquel de transferencia inicial.
6. Máquina, según la reivindicación 4, caracterizada porque el troquel de transferencia final (5b) es un troquel punzonador.
7. Máquina, según la reivindicación 4, caracterizada porque comprende al menos un dispositivo de punzonado transversal (10) dispuesto de manera que es capaz de punzonar bordes doblados por el troquel embutidor de transferencia (5a) fuera del plano horizontal de cada una de las sucesivas piezas troqueladas (2b) .
8. Máquina, según la reivindicación 7, caracterizada porque el dispositivo de punzonado transversal (10) está dispuesto entre un troquel embutidor de transferencia (5a) y la estación de salida (6) .
9. Máquina, según la reivindicación 7 u 8, caracterizado porque el dispositivo de punzonado transversal (10) comprende al menos un carro punzonador desplazable a lo largo de los bordes doblados de la pieza troquelada (2b) a posiciones de punzado en dichos bordes.
10. Máquina, según una cualquiera de las reivindicaciones precedentes, caracterizada porque la estación de salida
(6) comprende un mecanismo expulsor para expulsar las piezas metálicas de la segunda estación de troquelado, comprendiendo el mecanismo expulsor un mecanismo de sujeción que comprende sendas pinzas de sujeción (6a, 6b) dispuestas en los extremos de las barras laterales (9a, 9b) de manera que pueden agarrar la pieza metálica (3) obtenida en la estación de troquelado de transferencia (5) y extraer al menos una parte delantera de la pieza metálica (3) mediante al menos un movimiento de avance de las barras laterales (9a, 9b) .
11. Maquina, según la reivindicación 10, caracterizada porque el mecanismo expulsor está diseñado para expulsar la parte delantera de la pieza metálica (3) en un primer movimiento de avance de las barras laterales (9a, 9b) y para 8
expulsar la pieza metálica (3) entera en un segundo movimiento de avance de las barras laterales (9a, 9b) .
12. Máquina, según la reivindicación 10 u 11, caracterizada porque la estación de salida (6) comprende una cinta transportadora (7) para recoger las piezas metálicas (3) extraídas.
13. Procedimiento para la estampación de piezas metálicas empleando una pluralidad de sucesivas estaciones troqueladoras sincronizadas para conformar piezas metálicas a partir de una chapa proveniente de una bobina de chapa suministrada a la máquina de estampación por una entrada provista de rodillos de entrada para empujar la chapa a una primera estación de troquelado para obtener progresivamente sucesivas láminas independizadas troqueladas según un patrón predeterminado a partir de la chapa, caracterizado porque comprende transferir las láminas independizadas (1c) desde la primera estación de troquelado (4) directamente a una segunda estación de troquelado (5) ; realizar, en la segunda estación de troquelado mediante una pluralidad de troqueles de transferencia dispuestos uno tras otro, un troquelado de transferencia para conformar sucesivas piezas metálicas (3) a partir de los sucesivos formatos troquelados independizados (1c) entregados por la primera estación de troquelado (4) , comprendiendo el troquelado de transferencia un troquelado inicial en un troquel de transferencia (5a) inicial para realizar un troquelado inicial de cada una de las láminas independizadas (1c) y obtener sucesivas piezas iniciales (2a) , y un troquelado de transferencia final en un troquel de transferencia final (5b) para realizar un troquelado final en cada una de las piezas previamente troqueladas (2a, 2b) para obtener las piezas metálicas (3) ; transportar las láminas independizadas (1c) hacia una estación de salida (6) haciendo paradas sincronizadas durante la actuación de cada uno de los troqueles de transferencia (5a, 5b) en respectivas posiciones de troquelado, mediante un dispositivo de avance y retroceso longitudinal que comprende sendas barras laterales (9a, 9b) longitudinalmente desplazables en un movimiento de vaivén longitudinal provistas de mecanismos de agarre que comprenden pinzas de agarre (9c, 9d) para agarrar respectivas partes extremas enfrentadas a las pinzas de agarre (9c, 9d) de las sucesivas láminas independizadas (1c) y de las sucesivas piezas troqueladas (2a, 2b) obtenidas a partir de las láminas independizadas (1c) cuando son trasladadas por el avance de las barras laterales (9a, 9b) hacía los consecutivos troqueles de transferencia (5a, 5b) ; extraer las piezas metálicas (3) conformadas en la segunda estación de troquelado (5) por la salida (5c) de la segunda estación de troquelado (5) mediante la estación de salida (6) .
14. Procedimiento, según la reivindicación 13, caracterizado porque comprende conferir una estructura tridimensional predeterminada a las sucesivas láminas independizadas (1c) haciéndolas pasar por al menos un troquel embutidor de transferencia (5a) , y realizando punzonados en las sucesivas piezas troqueladas (2b) mediante al menos un troquel punzonador de transferencia (5b) .
15. Procedimiento, según la reivindicación 14, caracterizado porque comprende punzonar bordes doblados por el troquel embutidor (5a) de transferencia fuera del plano horizontal de cada una de las sucesivas piezas troqueladas (2b) mediante al menos un dispositivo de punzonado transversal (10) dispuesto entre un troquel embutidor (5a) de transferencia y un troquel punzonador de transferencia (5b) .
Patentes similares o relacionadas:
Método para producir motivos en cuero y máquina punzonadora de cuero relacionada, del 14 de Agosto de 2019, de AEFFE Machinery S.r.l: Máquina punzonadora automática continua del tipo apto para realizar operaciones de punzonado, troquelado, corte, grabado, perforación o similares en piezas […]
Máquina punzonadora y procedimiento para hacer orificios de ventilación en perfiles de persianas enrollables, del 20 de Marzo de 2019, de DALLAN S.P.A.: Una máquina punzonadora para hacer orificios, en particular orificios de ventilación, en perfiles, en particular perfiles de persiana enrollable, que comprende: - […]
Aparato para punzonado de chapa y corte por láser, del 23 de Enero de 2019, de PRODUTECH S.R.L.: Un aparato para punzonado de chapa y corte por láser, que comprende un bastidor de soporte en el que, en un frente de máquina, se ensamblan una unidad […]
Método para producir un componente de chapa metálica conformado y templado al menos por zonas y herramienta de de temple a presión que permite fabricar tal componente, del 12 de Julio de 2017, de KIRCHHOFF AUTOMOTIVE DEUTSCHLAND GMBH: Un método para producir un componente de chapa metálica conformado y, al menos por zonas, endurecido, particularmente un componente de chapa de acero […]
 Cabeza de punzón para punzonadoras, del 13 de Abril de 2016, de DALLAN S.P.A.: Cabeza de punzón, que comprende:
- un bastidor , sobre el cual puede deslizar un carro en forma de C, debiendo pasar a través de la abertura […]
Cabeza de punzón para punzonadoras, del 13 de Abril de 2016, de DALLAN S.P.A.: Cabeza de punzón, que comprende:
- un bastidor , sobre el cual puede deslizar un carro en forma de C, debiendo pasar a través de la abertura […]
 Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
Aparato de punzonado, del 16 de Diciembre de 2015, de SALVAGNINI ITALIA S.P.A.: Aparato de punzonado que comprende una pluralidad de herramientas de punzonado y una pluralidad de accionadores situados sobre las herramientas de punzonado […]
Procedimiento de estampación, del 25 de Febrero de 2015, de Gustav Meyer Stanztechnik GmbH & Co. KG: Procedimiento de estampación para fabricar un manguito en una pieza de trabajo plana de forma de chapa con un collarín bilateralmente dirigido hacia fuera, […]
 MÁQUINA PUNZONADORA, del 11 de Abril de 2011, de DALLAN S.P.A.: Máquina punzonadora para banda de chapa metálica que comprende: - una base , - una primera placa horizontal que se puede desplazar verticalmente […]
MÁQUINA PUNZONADORA, del 11 de Abril de 2011, de DALLAN S.P.A.: Máquina punzonadora para banda de chapa metálica que comprende: - una base , - una primera placa horizontal que se puede desplazar verticalmente […]