MÁQUINA ORBITAL DE MECANIZADO DE UNA PARED METÁLICA DE REVOLUCIÓN.
Máquina orbital de mecanizado de una pared metálica de revolución,
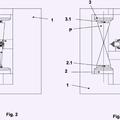
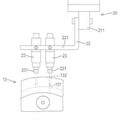
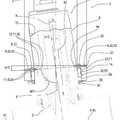
adaptable sobre un soporte universal (17) de máquina orbital fijado alrededor de la pared metálica de revolución, comprendiendo dicha máquina: - una platina anular fija (30) que, montada coaxialmente sobre el soporte (17), incorpora en su periferia un colector eléctrico anular (35), - una platina anular giratoriamente móvil (50) y montada coaxialmente sobre la platina anular fija (30) por mediación de órganos de rodamiento (34), llevando dicha platina anular móvil (50): - un juego de contactos eléctricos (55) destinados a cooperar con el colector eléctrico (35), - unos medios de accionamiento giratorio (60) de esta platina móvil (50), - unos medios de mecanizado (70) de la pared metálica, caracterizada porque la máquina comprende unos medios de alimentación neumática (80) para aplicar y mantener los medios de mecanizado (70) sobre la pared metálica, y los medios de mecanizado (70) comprenden una cinta abrasiva (71) montada sobre tres rodillos (72, 74, 75), un rodillo motor (72) que gira arrastrado por un motor eléctrico (73) y destinado a arrastrar la cinta abrasiva (71), un rodillo tensor (74) de esta cinta (71) y un rodillo de apoyo (75) de dicha cinta (71) sobre la pared metálica, siendo dicho rodillo de apoyo (75) desplazable mediante un órgano de mando (79) hacia el interior de dichas platinas (30; 50)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/001846.
Solicitante: AREVA NP
BURCH MASCHINENBAU AG.
Nacionalidad solicitante: Francia.
Dirección: TOUR AREVA 1 PLACE DE LA COUPOLE 92400 COURBEVOIE FRANCIA.
Inventor/es: SCHUSTER, ROLF, GUIGON,Jean-Paul, BOIVIN,Didier.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Noviembre de 2007.
Clasificación Internacional de Patentes:
- B23K37/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para el desbarbado.
- B23Q1/00B
- B23Q1/52 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › con un sólo par de rotación.
- B23Q9/00C2
Clasificación PCT:
- B23K9/028 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › para juntas curvilíneas situadas en un plano.
- B23Q1/00 B23Q […] › Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad).
- B23Q1/50 B23Q 1/00 […] › sólo con pares de rotación.
- B23Q1/52 B23Q 1/00 […] › con un sólo par de rotación.
- B23Q9/00 B23Q […] › Dispositivos para el soporte o el guiado de aparatos o máquinas portátiles para el trabajo del metal (para el aterrajado de tubos B23B 41/08; especialmente concebidos para la perforación B23B 45/14).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2358481_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a una máquina orbital de mecanizado de una pared metálica de revolución.
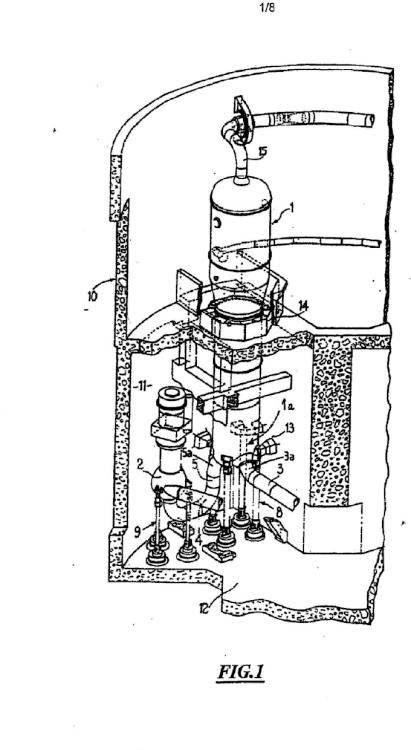
En numerosas aplicaciones industriales, tales como la energía nuclear, la petroquímica, las instalaciones marinas, los gaseoductos, les oleoductos, las conducciones forzadas o submarinas, es necesario, después de haber soldado conjuntamente dos piezas metálicas y, más particularmente, cuando se trata de piezas de pared gruesa soldadas con 5 un bisel estrecho, efectuar un mecanizado de la superficie de la soldadura y, más particularmente, un rectificado de esta superficie para obtener una geometría compatible con medios de control por ultrasonidos con el fin de examinar la soldadura.
En efecto, en un control por ultrasonidos o por gammagrafía, el sensor se tiene que mantener en contacto con la superficie de la soldadura en su desplazamiento para efectuar un correcto control, en particular cuando se trata de 10 controlar una soldadura de pequeña anchura y de gran profundidad con una superficie de soldadura eventualmente inclinada respecto al eje de la pieza que se va a controlar.
Tales controles por ultrasonidos se efectúan por ejemplo después de sustituir un generador de vapor usado de un reactor nuclear de agua a presión.
En efecto, los reactores nucleares de agua a presión incorporan, en el interior de un edificio de reactor, una vasija que 15 encierra el núcleo del reactor llena de agua a presión así como un circuito primario consistente en varios lazos en comunicación con la vasija. Cada uno de los lazos del circuito primario incorpora un generador de vapor en el que el agua a presión se enfría calentando y vaporizando agua de alimentación.
Los generadores de vapor de cada uno de los lazos están unidos a la vasija mediante unas canalizaciones de llegada y de salida de agua a presión conocidas como conducciones primarias. Estas conducciones van unidas a la caja de aguas 20 del generador de vapor situada en su parte inferior, por intermedio de codos y de tuberías realizados en el momento del conformado de la caja de aguas del generador de vapor. Los codos de empalme van soldados por un primero de sus extremos al extremo de la conducción primaria y por su segundo extremo a la tubería de empalme de la caja de aguas del generador de vapor.
Después de un cierto tiempo de funcionamiento, se tienen que controlar los generadores de vapor, que encierran un haz 25 de tubos de intercambio térmico que aseguran la separación entre el agua primaria y el agua de alimentación, y, si algunos tubos del haz presentan fugas, estos tubos tienen que ser cerrados con un tapón o encamisados para evitar la contaminación del agua de alimentación.
Por tanto, cuando el generador de vapor ha funcionado durante un largo tiempo, puede resultar necesario sustituir la totalidad o parte de los tubos del haz. 30
Semejante operación de sustitución es compleja al punto que, en algunos casos, ha parecido preferible realizar la sustitución integral de los generadores de vapor de los reactores nucleares de agua a presión. Esta operación de sustitución precisa de un corte de las canalizaciones primarias en las proximidades de las tuberías de empalme del generador de vapor usado y un soldado de las tuberías del generador de vapor nuevo de sustitución sobre las canalizaciones primarias dejadas en espera. 35
El soldeo a tope de las tuberías de los generadores de vapor sobre las partes terminales de las canalizaciones primarias dejadas en espera se realiza llenando un bisel con forma anular, practicado entre el extremo de la tubería y el extremo de la canalización que se va a empalmar, con un metal de aportación que es compatible con el metal de la tubería y con el metal de la canalización primaria.
El llenado del bisel mediante el metal de aportación generalmente se realiza mediante un procedimiento de soldado que 40 es orbital.
Después del soldado, se efectúa un mecanizado y, más concretamente, un rectificado de la superficie de la soldadura, antes de realizar un control por ultrasonidos de esta soldadura.
Este rectificado se efectúa corrientemente de manera manual, lo que implica la presencia de operarios durante un largo período, tanto más apremiante para los mismos cuanto que se ven expuestos a una fuerte irradiación debida a la 45 cercanía del circuito primario en el caso de la sustitución de un generador de vapor.
Para reducir la presencia de operarios, se conocen máquinas de rectificado automáticas cuyo principal inconveniente radica en el hecho de que el actual herramental orbital tan sólo puede efectuar una vuelta a causa de la presencia de los cables de alimentación eléctrica. La operación es, por tanto, larga a causa del número de paradas y de vueltas atrás del utillaje y cada parada y cada arranque de la herramienta de rectificado conlleva importantes riesgos de producir 50 oquedades en la superficie de la soldadura, tornando aleatorias las operaciones de control por ultrasonidos.
Se tiene conocimiento, de la patente GB-A-1113412, de una máquina orbital de mecanizado que comprende:
- una platina anular fija, montada coaxialmente sobre un soporte, incorporando en su periferia un colector eléctrico
anular,
- una platina anular giratoriamente móvil y montada coaxialmente sobre la platina anular fija por mediación de órganos de rotación, llevando dicha platina anular móvil:
- un juego de contactos eléctricos destinados a cooperar con el colector eléctrico,
- unos medios de accionamiento giratorio de esta platina móvil; y 5
- unos medios de soldadura.
La invención tiene por finalidad evitar estos inconvenientes proponiendo una máquina orbital de mecanizado que permite realizar una operación de mecanizado continua sin vuelta atrás ni cambio de sentido de giro, reduciendo así la duración total de la intervención y, por tanto, la dosis de radiación recibida por el personal expuesto y los riesgos de deterioro del perfil de la superficie de la soldadura. 10
La invención tiene pues por objeto una máquina orbital de mecanizado de una pared metálica de revolución según la reivindicación 1.
De acuerdo con otras características de la invención:
- cada platina anular está formada por dos semianillos unidos entre sí mediante al menos una brida de enlace,
- el colector eléctrico anular incorpora al menos cuatro pistas coaxiales, formando cada una de al menos tres pistas 15 una fase y una pista para el giro de la platina móvil,
- las pistas coaxiales van dispuestas sobre la pared exterior de la platina anular fija,
- el juego de contactos eléctricos está formado por un trole que comprende dos pares de al menos cuatro contactos para mantener la alimentación eléctrica sin cortes en las zonas de unión de las pistas del colector eléctrico entre los dos semianillos de la platina anular fija, 20
- el trole va fijado al borde exterior de la platina anular móvil,
- los medios de arrastre giratorio de la platina móvil comprenden una corona dentada que, acondicionada sobre dicha platina móvil, engrana con al menos un piñón que gira arrastrado por un motor eléctrico por intermedio de una transmisión cónica, siendo sustentados dicho al menos un piñón, el motor eléctrico y la transmisión cónica por la platina anular fija, 25
- la potencia del motor eléctrico de arrastre giratorio del rodillo motor de la cinta abrasiva está supeditada a la fuerza de apoyo de la cinta abrasiva sobre la pared metálica,
- el órgano de mando comprende al menos un cilindro neumático unido a los medios de alimentación neumática,
- los medios de alimentación neumática comprenden al menos un depósito de aire o de gas comprimido,
- la platina anular móvil lleva unos medios de recepción de señales radioeléctricas para el control remoto de los 30 medios de arrastre giratorio de la platina móvil y de los medios de mecanizado, y
- los medios de mecanizado llevan, próximo a la cinta abrasiva, un dispositivo de recuperación de las partículas metálicas.
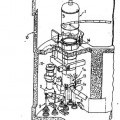
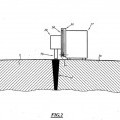
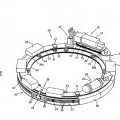
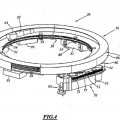
Otras características y ventajas de la invención se harán manifiestas conforme avance la descripción que sigue a continuación, dada a título de ejemplo y hecha con referencia a los dibujos que se adjuntan, en los que: 35
Reivindicaciones:
1. Máquina orbital de mecanizado de una pared metálica de revolución, adaptable sobre un soporte universal (17) de máquina orbital fijado alrededor de la pared metálica de revolución, comprendiendo dicha máquina:
- una platina anular fija (30) que, montada coaxialmente sobre el soporte (17), incorpora en su periferia un colector eléctrico anular (35), 5
- una platina anular giratoriamente móvil (50) y montada coaxialmente sobre la platina anular fija (30) por mediación de órganos de rodamiento (34), llevando dicha platina anular móvil (50):
- un juego de contactos eléctricos (55) destinados a cooperar con el colector eléctrico (35),
- unos medios de accionamiento giratorio (60) de esta platina móvil (50),
- unos medios de mecanizado (70) de la pared metálica, 10
caracterizada porque la máquina comprende unos medios de alimentación neumática (80) para aplicar y mantener los medios de mecanizado (70) sobre la pared metálica, y los medios de mecanizado (70) comprenden una cinta abrasiva (71) montada sobre tres rodillos (72, 74, 75), un rodillo motor (72) que gira arrastrado por un motor eléctrico (73) y destinado a arrastrar la cinta abrasiva (71), un rodillo tensor (74) de esta cinta (71) y un rodillo de apoyo (75) de dicha cinta (71) sobre la pared metálica, siendo dicho rodillo de apoyo (75) desplazable mediante un órgano de mando (79) 15 hacia el interior de dichas platinas (30; 50).
2. Máquina según la reivindicación 1, caracterizada porque cada platina anular (30; 50) está formada por dos semianillos (30a, 30b; 50a, 50b) unidos entre sí mediante al menos una brida de enlace (33; 51).
3. Máquina según la reivindicación 1 ó 2, caracterizada porque el colector eléctrico anular (35) incorpora al menos cuatro pistas coaxiales (36), formando cada una de al menos tres pistas (36) una fase y una pista (36) para el giro de la 20 platina móvil (50).
4. Máquina según la reivindicación 3, caracterizada porque las pistas coaxiales (36) se hallan dispuestas sobre el borde exterior de la platina anular fija (30).
5. Máquina según una cualquiera de las reivindicaciones 1 a 4, caracterizada porque el juego de contactos eléctricos está formado por un trole (55) que comprende dos pares de al menos cuatro contactos (56) para mantener la 25 alimentación eléctrica sin cortes en las zonas de unión de las pistas (36) del colector eléctrico (35) entre los dos semianillos (30a, 30b) de la platina anular fija (30).
6. Máquina según la reivindicación 5, caracterizada porque el trole (55) está fijado sobre el borde exterior de la platina anular móvil (50).
7. Máquina según una cualquiera de las reivindicaciones 1 a 6, caracterizada porque los medios de arrastre giratorio 30 (60) de la platina móvil (50) comprenden una corona dentada (61) que, acondicionada sobre dicha platina móvil (50), engrana con al menos un piñón (62) que gira arrastrado por un motor eléctrico (63) por intermedio de una transmisión angular (64), siendo sustentados dicho al menos un piñón (62), el motor eléctrico (63) y la transmisión angular (64) por la platina anular fija (30).
8. Máquina según una cualquiera de las reivindicaciones 1 a 7, caracterizada porque la potencia del motor eléctrico de 35 arrastre giratorio (73) del rodillo motor (72) de la cinta abrasiva (71) está supeditada a la fuerza de apoyo de esta cinta abrasiva (71) sobre la pared metálica.
9. Máquina según una cualquiera de las reivindicaciones 1 a 8, caracterizada porque el órgano de mando comprende al menos un cilindro neumático (79) unido a los medios de alimentación neumática (80).
10. Máquina según una cualquiera de las reivindicaciones 1 a 9, caracterizada porque los medios de alimentación 40 neumática (80) comprenden al menos un depósito de aire o de gas comprimido (81).
11. Máquina según una cualquiera de las reivindicaciones 1 a 10, caracterizada porque la platina anular móvil (50) lleva unos medios de recepción de señales radioeléctricas para el control remoto de los medios de arrastre giratorio de la platina móvil (50) y de los medios de mecanizado (70).
12. Máquina según una cualquiera de las reivindicaciones 1 a 11, caracterizada porque los medios de mecanizado (70) 45 llevan, próximo a la cinta abrasiva (71), un dispositivo de recuperación de las partículas metálicas (90).
Patentes similares o relacionadas:
 Centro de mecanizado con soporte vertical para piezas de trabajo largas y flexibles, del 20 de Junio de 2018, de Promac S.r.l: Centro de mecanizado con NC para mecanizar piezas de trabajo largas y flexibles, que comprende un rodamiento marco-estructura que soporta las varias otras partes y […]
Centro de mecanizado con soporte vertical para piezas de trabajo largas y flexibles, del 20 de Junio de 2018, de Promac S.r.l: Centro de mecanizado con NC para mecanizar piezas de trabajo largas y flexibles, que comprende un rodamiento marco-estructura que soporta las varias otras partes y […]
Dispositivo de soporte de piezas para una máquina-herramienta, del 17 de Mayo de 2017, de ALFING KESSLER SONDERMASCHINEN GMBH: Dispositivo de soporte de piezas para una máquina herramienta para sujetar piezas para un mecanizado con al menos una herramienta de mecanizado […]
Dispositivo de cambio de piezas de trabajo y máquina herramienta con un dispositivo de cambio de piezas de trabajo de este tipo, del 14 de Diciembre de 2016, de CHIRON-WERKE GMBH & CO. KG: Dispositivo de cambio de piezas de trabajo para una máquina herramienta con un husillo de herramienta , en el que se pueden empotrar herramientas […]
Dispositivo de sujeción para sujetar una placa en una superficie de trabajo de un aparato de procesamiento, particularmente para trabajar placas de dimensiones pequeñas, en particular, placas de vidrio o de piedra y placas de madera, del 20 de Abril de 2016, de BIESSE S.P.A.: Dispositivo de sujeción para sujetar una placa (L) en una superficie de trabajo de un aparato de maquinado, comprendiendo dicho aparato un cabezal […]
Transmisor de rotación para máquinas herramienta, del 17 de Diciembre de 2014, de KOMET GROUP GMBH: Transmisor de rotación para máquinas herramienta con un estátor fijado a la máquina, con un rotor rotativo fijado a una herramienta en torno […]
Máquina y procedimiento para el aterrajado de manguitos, del 2 de Abril de 2014, de DANIELI & C. OFFICINE MECCANICHE SPA: Máquina para el torneado cilíndrico, torneado cónico, recalcado y aterrajado de manguitos o similares, que comprende al menos una estación de trabajo […]
 Dispositivo neumático de fijación, del 1 de Enero de 2014, de Autogrip Machinery Co., Ltd: Un dispositivo neumático de fijación para una máquina de trabajo que comprende:
una base que tiene:
un cuerpo ;
un árbol rotatorio montado de […]
Dispositivo neumático de fijación, del 1 de Enero de 2014, de Autogrip Machinery Co., Ltd: Un dispositivo neumático de fijación para una máquina de trabajo que comprende:
una base que tiene:
un cuerpo ;
un árbol rotatorio montado de […]
 Máquina rectificadora y método de rectificación, del 19 de Noviembre de 2013, de MAS S.R.L.: Máquina rectificadora que comprende un plano horizontal sujetador de la pieza de trabajo y un cabezalde rectificación el cual comprende un husillo […]
Máquina rectificadora y método de rectificación, del 19 de Noviembre de 2013, de MAS S.R.L.: Máquina rectificadora que comprende un plano horizontal sujetador de la pieza de trabajo y un cabezalde rectificación el cual comprende un husillo […]