Máquina de moldeo por soplado y mecanismos asociados.
Una máquina de moldeo por soplado de recipientes a partir de una preforma tubular formada de resina de plásticosuministrada mediante un extrusor,
comprendiendo la máquina:
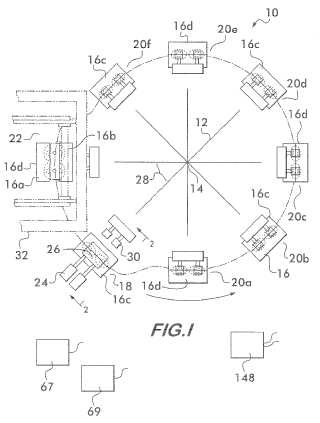
una placa giratoria (12) orientada horizontalmente que puede girar alrededor de un eje sustancialmente vertical derotación (14);
una pluralidad de rampas inclinadas (40) montadas en la placa giratoria (12), estando las rampas (40) orientadasradialmente hacia fuera respecto a la placa giratoria (12);
una pluralidad de correderas (38), una corredera (38) montada en cada una de las rampas (40) y desplazable a lolargo de la rampa (40) entre una primera posición y una segunda posición por encima de la primera posición;
una pluralidad de moldes (16), estando montado un molde (16) en cada una de las correderas (38), incluyendo losmoldes (16) porciones de molde (16a, 16b) que son móviles entre una configuración abierta para recibir la preforma(31) y una configuración cerrada para moldear la preforma (31);
una cabeza de flujo (26) que recibe la resina y que forma la preforma tubular (31), estando colocada la cabeza deflujo (26) de manera fija en una primera estación (18) de la máquina por encima de la placa giratoria (12);
un primer accionador (42) montado en la placa giratoria (12) acoplado con una de las correderas (38) para mover lacorredera (38) a lo largo de la rampa (40);
un segundo accionador (48) montado en la placa giratoria (12) y acoplado con un rodillo de leva (60), estandoconectados el primer y segundo accionadores (42, 48) en un bucle cerrado, de modo que el accionamiento delsegundo accionador (48) provoca el accionamiento del primer accionador (42);
una pista de leva (58) colocada adyacente a la placa giratoria (12);
siendo el rodillo de leva (60) acoplable con la pista de leva (58) después de la rotación de la placa giratoria (12) paraaccionar el segundo accionador (48), accionando el accionamiento del segundo accionador (48) el primer accionador(42) para mover la una corredera (38) desde la primera posición a la segunda posición para recibir la preforma (31)de la cabeza de flujo (26);
y siendo la placa giratoria (12) giratoria a la posición de cada uno de los moldes (16) debajo de la cabeza de flujo(26) por turnos, siendo cada uno de los moldes (16) desplazable sobre las correderas (38) hacia arriba a lo largo delas rampas (40) hacia la cabeza de flujo (26) para recibir la preforma (31).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/081932.
Solicitante: GRAHAM PACKAGING COMPANY, L.P..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2401 PLEASANT VALLEY ROAD YORK, PA 17402 ESTADOS UNIDOS DE AMERICA.
Inventor/es: KWASNIEWSKI,WALDEMAR BOLESLAW, KOWALCZYK,ANDRZEJ TOMASZ, STRUPINSKI,SLAWOMOR IRENEUSZ, ARTYMINSKI,PAWEL STEFAN, ASSENDI,DARIUSZ PAWEL, BARTNIK,ROBERT, KORDULA,DOMINIK, KOZAK,LESZEK, ROGACZEWSKI,ROBERT GRZEGORZ, SOLYGA,WOJCIECH, WEGLOWSKI,MAREK WOJCIECH, WOINSKI,GRZEGORZ JAROSLAW, ZAREBA,BOGDAN LUDWIK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › teniendo moldes o partes de molde móviles.
PDF original: ES-2421564_T3.pdf
Fragmento de la descripción:
Máquina de moldeo por soplado y mecanismos asociados Descripción Campo de la invención La presente invención se refiere a una máquina y a un procedimiento para moldeo por soplado de recipientes de resina plástica.
Antecedentes de la invención Los recipientes con líquidos y sólidos a granel son fabricados de manera económica en un proceso de moldeo por soplado continuo, en el que una preforma que comprende un tubo hueco de resina de polímero fundido se extrude de forma continua desde una cabeza de flujo. La preforma se coloca una serie de moldes móviles, cada uno de los cuales está formado por mitades de molde que se mueven secuencialmente a una posición debajo de la cabeza de flujo en una configuración abierta. La cabeza de flujo se coloca sobre la trayectoria de los moldes y se mueve hacia abajo, hacia cada molde abierto a medida que llega debajo de la cabeza de flujo para colocar una porción de la preforma entre las mitades de molde. Las mitades de molde se cierran alrededor de la porción de preforma desde lados opuestos. Cuando las mitades de molde que comprenden un molde particular, se cierran de la porción de preforma, unas cuchillas cortan la porción de preforma de la preforma de extrusión continua, y una abrazadera pinza el extremo de la preforma de extrusión para sellarlo, lo que permite que la preforma se hinche para evitar que se colapse sobre sí misma.
La cabeza de flujo se mueve hacia arriba fuera de la trayectoria del molde y el molde, ahora libre de la preforma de extrusión, se aleja de la cabeza de flujo para permitir que el siguiente molde que se coloca debajo de la cabeza de flujo y acople su respectiva porción de preforma que se está extrudiendo. Después de que una porción preforma se acople mediante un molde y se corte de la preforma, el aire se inyecta en la parte de preforma obligando a que se expanda y asuma la forma del molde. El recipiente recién moldeado se deja enfriar y el molde se abre a continuación, para liberar el recipiente a un transportador, que transporta el recipiente para su posterior procesamiento. El molde se desplaza de nuevo a la cabeza de flujo para moldear otro recipiente.
Aunque este tipo de máquinas permiten altas tasas de producción de recipientes uniformes, hay desventajas en los diversos mecanismos y el procedimiento que, si se elimina, resultará en una producción más fiable de los recipientes de alta calidad. Uno de ellos consiste en el movimiento de la cabeza de flujo. La preforma actúa como un péndulo mientras que cuelga debajo de la cabeza de flujo mientras está siendo extruida. Los cuchillos que cortan la porción de preforma de la preforma y la pinza que aprieta y sella la preforma hacen que la preforma oscile cuando se desacopla de la misma. El movimiento de la cabeza de flujo tiende a amplificar el movimiento de oscilación de la preforma, que puede conducir a irregularidades y defectos en los recipientes cuando las mitades de molde se cierran sobre una porción de preforma que está en una posición y orientación diferentes de un molde al siguiente.
El cierre del molde también afecta a la calidad del recipiente moldeado. Es importante que los moldes se cierren en una alineación precisa consistentemente y mantengan la alineación precisa en todo el proceso de moldeo. Los moldes deben soportar presiones internas significativas sin desplazamiento o separación para asegurar la calidad de un recipiente con la uniformidad de la producción necesaria.
El enfriamiento del molde también afecta a la producción de envases. A más largo sea el tiempo de enfriamiento, es menos probable que un recipiente pueda ser dañado durante la manipulación después de la retirada de un molde. El aumento del tiempo de enfriamiento debe sopesarse frente a una disminución de la producción, sin embargo, y sería ventajoso si el tiempo de enfriamiento más largo pudiera realizarse sin afectar negativamente la producción de la máquina. También sería ventajoso proporcionar un mecanismo de manejo para la eliminación de los envases de los moldes, que sea suave y no dañar el recipiente cuando es más vulnerable durante el enfriamiento.
El documento US4861542 divulga una máquina de moldeo por soplado rotatorio que incluye una base, una placa giratoria en la base giratoria alrededor de un eje vertical y un número de unidades de molde espaciadas alrededor de la placa giratoria. Cada unidad de molde incluye un par de mitades de molde que se cierran y capturan una preforma vertical de cada vez mayor en una estación de extrusión y luego caen fuera de la preforma cuando se corta la preforma. La preforma capturada se moldea por soplado y se enfría cuando la unidad de soplado se hace girar alrededor de la placa giratoria. El artículo acabado, comúnmente una botella, es expulsado de entre las mitades de molde antes de que las mitades de molde regresen a la estación de extrusión.
El documento W00123164 divulga un aparato de moldeo por soplado que incluye cuatro moldes que se mueven en una posición de recepción de la preforma común desde direcciones diferentes de las direcciones en que los moldes se mueven fuera de la posición de recepción de la preforma.
El documento FR2790703 proporciona una unidad de moldeo que tiene un molde de dos partes, estando cada mitad de molde soportada por un soporte, del tipo en el que los dos soportes se pueden mover entre una posición abierta y una posición cerrada en la que los soportes están unidos entre sí mediante medios de bloqueo y del tipo en el que la unidad de moldeo comprende medios para compensar la presión del fluido que empuja transversalmente al menos una de las mitades de molde hacia la otra. Los medios de compensación de la presión del líquido se hacen en la forma de un cojín flexible hinchable interpuesto entre la cara posterior de la mitad del molde considerado y una cara frontal del soporte asociado.
Sumario de la invención La invención se refiere a una máquina para moldeo por soplado de recipientes de una preforma tubular formada de resina de plástico suministrada mediante un extrusor de acuerdo con la reivindicación 1. La máquina comprende una placa giratoria orientada horizontalmente giratorio alrededor de un eje sustancialmente vertical de rotación. Una pluralidad de rampas inclinadas está montada sobre la placa giratoria. Las rampas se enfrentan radialmente hacia fuera. Una corredera está montada en cada una de las rampas. Cada corredera es desplazable a lo largo de la rampa entre una primera posición y una segunda posición por encima de la primera posición. Un molde está montado en cada una de las correderas. Los moldes comprenden porciones de molde que son móviles entre una configuración abierta para recibir la preforma y una configuración cerrada para moldear la preforma.
Una cabeza de flujo recibe la resina y forma la preforma tubular. La cabeza de flujo se coloca de manera fija en una primera estación de la máquina por encima de la placa giratoria. La placa giratoria es giratoria a la posición de cada uno de los moldes de debajo de la cabeza de flujo por turnos. Cada uno de los moldes es móvil en su respectiva corredera hacia arriba a lo largo de la rampa hacia la cabeza de flujo para recibir la preforma.
La máquina también tiene una última estación. La placa giratoria es giratoria a la posición de cada uno de los moldes en la última estación por turnos. Los moldes están en la configuración abierta en la última estación para la eliminación de los recipientes de la misma. La primera estación se coloca en un ángulo agudo desde la última estación medida con respecto al eje de rotación de la placa giratoria. El ángulo agudo puede ser, por ejemplo, alrededor de 45° para una máquina de ocho estaciones.
Un primer dispositivo de accionamiento hidráulico está montado sobre la placa giratoria y se acopla con uno de las correderas para mover la corredera a lo largo de la rampa. Un segundo dispositivo de accionamiento hidráulico está montado en la placa giratoria y se acopla con un rodillo de leva. Los primeros y segundos accionadores están conectados hidráulicamente en un bucle cerrado, de modo que el accionamiento del segundo accionador causa el accionamiento del primer accionador. Una pista de leva está colocada adyacente a la placa giratoria. El rodillo de leva es acoplable con la pista de leva ante la rotación de la placa giratoria para accionar el segundo accionador. El accionamiento del segundo accionador acciona el primer accionador para mover la corredera de la primera a la segunda posición para recibir la preforma desde la cabeza de flujo.
Una primera y segunda varillas de guía están montadas en lados opuestos de cada una de las correderas. Una de las varillas de guía se coloca más alta por encima de la placa giratoria... [Seguir leyendo]
Reivindicaciones:
1. Una máquina de moldeo por soplado de recipientes a partir de una preforma tubular formada de resina de plástico 5 suministrada mediante un extrusor, comprendiendo la máquina:
una placa giratoria (12) orientada horizontalmente que puede girar alrededor de un eje sustancialmente vertical de rotación (14) ;
una pluralidad de rampas inclinadas (40) montadas en la placa giratoria (12) , estando las rampas (40) orientadas radialmente hacia fuera respecto a la placa giratoria (12) ;
una pluralidad de correderas (38) , una corredera (38) montada en cada una de las rampas (40) y desplazable a lo largo de la rampa (40) entre una primera posición y una segunda posición por encima de la primera posición;
una pluralidad de moldes (16) , estando montado un molde (16) en cada una de las correderas (38) , incluyendo los moldes (16) porciones de molde (16a, 16b) que son móviles entre una configuración abierta para recibir la preforma (31) y una configuración cerrada para moldear la preforma (31) ;
una cabeza de flujo (26) que recibe la resina y que forma la preforma tubular (31) , estando colocada la cabeza de flujo (26) de manera fija en una primera estación (18) de la máquina por encima de la placa giratoria (12) ;
un primer accionador (42) montado en la placa giratoria (12) acoplado con una de las correderas (38) para mover la corredera (38) a lo largo de la rampa (40) ;
un segundo accionador (48) montado en la placa giratoria (12) y acoplado con un rodillo de leva (60) , estando conectados el primer y segundo accionadores (42, 48) en un bucle cerrado, de modo que el accionamiento del segundo accionador (48) provoca el accionamiento del primer accionador (42) ;
una pista de leva (58) colocada adyacente a la placa giratoria (12) ;
siendo el rodillo de leva (60) acoplable con la pista de leva (58) después de la rotación de la placa giratoria (12) para accionar el segundo accionador (48) , accionando el accionamiento del segundo accionador (48) el primer accionador
(42) para mover la una corredera (38) desde la primera posición a la segunda posición para recibir la preforma (31) 35 de la cabeza de flujo (26) ;
y siendo la placa giratoria (12) giratoria a la posición de cada uno de los moldes (16) debajo de la cabeza de flujo (26) por turnos, siendo cada uno de los moldes (16) desplazable sobre las correderas (38) hacia arriba a lo largo de las rampas (40) hacia la cabeza de flujo (26) para recibir la preforma (31) . 40
2. La máquina de acuerdo con la reivindicación 1, que comprende además una última estación (22) , siendo la placa giratoria (12) giratoria para colocar cada uno de los moldes (16) en la última estación (22) , por turnos, estando los moldes (16) en la configuración abierta en la última estación (22) para la retirada de los recipientes (110) de los moldes (16) , estando colocada la primera estación (18) en un ángulo agudo, preferentemente colocada a 45 grados,
desde la última estación (22) medido respecto al eje de rotación de la placa giratoria (14) .
3. La máquina de acuerdo con la reivindicación 1, que comprende además una pluralidad de clavijas de soplado (30) montadas en la placa giratoria (12) , estando colocada al menos una clavija de soplado (30) adyacente a cada uno de los moldes (16) , siendo las clavijas de soplado (30) acoplables con los moldes (16) cuando están en la configuración 50 cerrada para la inyección de gas comprimido en los moldes (16) para realizar el moldeo por soplado de la preforma (31) .
4. La máquina de acuerdo con la reivindicación 1, en la que el primer accionador (42) incluye un primer cilindro (46)
montado en la placa giratoria (12) y un primer pistón (44) que puede moverse dentro del primer cilindro (46) , y el 55 segundo accionador (48 ) incluye un segundo cilindro (52) montado en la placa giratoria (12) y un segundo pistón
(50) que puede moverse dentro del segundo cilindro (52) , donde el movimiento del segundo pistón (50) hacia el interior mueve el segundo pistón (50) en el interior de los el segundo cilindro (52) , y el movimiento del primer pistón
(44) hacia el exterior mueve el primer pistón (44) fuera del primer cilindro (46) , y en el que el rodillo de leva (60)
comprende un pasador (60) que sobresale del brazo pivotante (56) . 60
5. La máquina de acuerdo con la reivindicación 1, que comprende además: una primera y segunda varillas de guía (68, 70) montadas en lados opuestos de cada una de las correderas (38) , estando colocada una de las varillas de guía (68, 70) más alta por encima de la placa giratoria (12) que la otra en cada una de las correderas (38) ; una primera y segunda platinas (64, 66) montadas sobre las varillas de guía (68, 70) en cada una de las correderas (38) ,
siendo las platinas (64, 66) desplazables a lo largo de las varillas de guía (68, 70) hacia y alejándose entre sí,
estando montada una de las porciones de molde (16a, 16b) en cada una de las platinas (64, 66) , moviendo el movimiento de las platinas (64, 66) las porciones de molde (16a, 16b) entre las configuraciones abierta y cerrada;
estando dispuestas las varillas de guía (68, 70) preferentemente de tal manera que cada varilla de guía (68, 70) está colocada más alta por encima de la placa giratoria (12) en cada una de las correderas (38) , que está situada adyacente a una de las varillas de guía (68, 70) en una posición inferior sobre una corredera (38) adyacente.
6. La máquina de acuerdo con la reivindicación 1, que comprende además: una primera y segunda varillas de guía (68, 70) montadas en lados opuestos de cada una de las correderas (38) ; una primera y segunda platinas (66, 64) montadas sobre las varillas de guía (68, 70) , siendo las platinas (66, 64) desplazables a lo largo de las varillas de guía (68, 70) hacia y alejándose entre sí, estando montada una de las porciones de molde (16a, 16b) en cada una de las platinas (66, 64) , moviendo el movimiento de las platinas (66, 64) las porciones de molde (16a, 16b) entre las configuraciones abierta y cerrada; un tercer accionador (72) montado sobre las varillas de guía (68, 70) y que se acopla en la primera platina (66) , moviendo el tercer accionador (72) la primera platina (66) acercándose y alejándose de la segunda platina (64) para abrir y cerrar las porciones de molde (16a, 16b) ; un cuarto accionador
(65) montado en una de las platinas (64, 66) entre la platina (64, 66) y la porción de molde (16a, 16b) montada en la platina (64, 66) , aplicando el cuarto accionador (65) una fuerza entre la platina (64, 66) y la porción de molde (16a, 16b) montada en la platina (64, 66) para mantener las porciones de molde (16a, 16b) en acoplamiento entre sí cuando están en la configuración cerrada; estando montado preferentemente el cuarto accionador (65) en la segunda platina (64) .
7. La máquina de acuerdo con la reivindicación 6, que comprende además: una cabeza transversal (74) colocada adyacente a la primera platina (66) y unida a las varillas de guía (68, 70) , definiendo la cabeza transversal (74) una abertura a través de la cabeza transversal (74) ; un eje de bloqueo (94) montado sobre la primera platina (66) y que tiene un extremo acoplado con la abertura; estando montado el tercer accionador (72) sobre la cabeza transversal
(74) y moviendo la primera platina (66) con relación a las varillas de guía (68, 70) hacia y alejándose de la segunda platina (64) , pasando el eje de bloqueo (94) a través de la abertura tras el movimiento de la primera platina (66) ; y una llave de bloqueo (102, 104) montada de forma pivotante en la cabeza transversal (74) , siendo la llave de bloqueo (102, 104) pivotante entre una primera posición alejada de la abertura y una segunda posición alineada con la abertura, siendo la llave de bloqueo (102, 104) acoplable con el extremo del eje de bloqueo (94) para impedir el movimiento del eje de bloqueo (94) a través de la abertura cuando el cuarto accionador (65) se aplica la fuerza; comprendiendo además preferentemente un accionador de bloqueo (106, 108) montado en la cabeza transversal (74) , acoplándose el accionador de bloqueo (106, 108) con la llave de bloqueo (102, 104) y moviendo la llave de bloqueo (102, 104) entre la primera y segunda posiciones.
8. La máquina de acuerdo con la reivindicación 1, en el que la pluralidad de moldes (16) incluye diferentes tipos de moldes (16) para el moldeo de diferentes tipos de recipientes (110) , o en el que la pluralidad de moldes (16) incluyen un grupo de primeros moldes (16) para el moldeo de un primer recipiente (110) y un segundo grupo de moldes (16) para el moldeo de un segundo recipiente (110) , estando colocado preferentemente cada uno de los primeros moldes (16) sobre una de las correderas (38) adyacentes a una corredera (38) que lleva uno de los segundos moldes (16) en una secuencia alterna.
9. La máquina de acuerdo con la reivindicación 1, que también comprende: una primera y segunda varillas de guía (68, 70) montadas en lados opuestos de cada una de las correderas (38) ; una primera y segunda platinas (66, 64) montadas en las varillas de guía (68, 70) en cada una de las correderas (38) , siendo las platinas (66, 64) móviles a lo largo de las varillas de guía (68, 70) acercándose y alejándose entre sí, estando montada una de las porciones de molde (16a, 16b) en cada una de las platinas, moviendo el movimiento de las platinas (66, 64) las porciones de molde (16a, 16b) entre las configuraciones abierta y cerrada; una primera cremallera (86) unida a la segunda platina (64) y que se extiende hacia la primera platina (66) , teniendo la primera cremallera (86) una pluralidad de dientes (84) , una segunda cremallera (90) unida a la primera platina (66) y que se extiende hacia la segunda platina (64) , teniendo la segunda cremallera (90) un pluralidad de dientes (88) , un piñón (80) montado de forma giratoria en cada una de las correderas (38) y posicionado entre la primera (86) y la segunda (90) cremalleras, teniendo el piñón (80) una pluralidad de dientes (82) en acoplamiento de engrane con los dientes (84, 88) en la primera (86) y la segunda cremalleras (90) ; tercer accionador de platina (72) montado en las varillas de guía (68, 70) y que se acopla en la primera platina (66) , moviendo el tercer accionador (72) la primera platina (66) y así la segunda cremallera (90) respecto a las varillas de guía (68, 70) acercándose y alejándose de la segunda platina (64) , girando el piñón (80) en respuesta al movimiento de la segunda cremallera (90) y moviendo la segunda cremallera (90) y así la primera platina (66) acercándose y alejándose de la segunda platina (64) para mover las porciones de molde (16a, 16b) en las configuraciones cerrada y abierta, respectivamente.
10. La máquina de acuerdo con la reivindicación 1, que también comprende un dispositivo de transferencia de recipientes (32) colocado en una última estación (22) de la máquina, pudiendo girar la placa giratoria (12) a la posición de cada uno de los moldes (16) en la última estación (22) por turnos, incluyendo el dispositivo de transferencia (32) : un transportador sin fin (118) que define una trayectoria (116) que tiene una pata vertical (114) colocada por encima de la platina giratoria (12) en la última estación (22) ; al menos una vagoneta (126) montada sobre el transportador (118) y móvil a lo largo de la trayectoria (116) , pudiendo colocarse la vagoneta (126) por
encima de la platina giratoria (12) , al menos una cámara de aire hinchable (140) montada en la vagoneta (126) y que se extiende hacia abajo desde la corredera (126) , y un mecanismo de hinchado en la cámara de aire (142) asociado operativamente con la cámara de aire (140) , en el que la cámara de aire (140) se inserta dentro de uno de los recipientes (110) en uno de los moldes (16) colocado en la última estación (22) , el hinchado de la cámara de aire (140) sujetando el recipiente (110) , moviendo el molde (16) en la configuración abierta en la última estación (22) para liberar el recipiente (110) , el movimiento de la vagoneta (126) a lo largo de la pata vertical (114) por encima de la platina giratoria (12) retirando el recipiente (110) del molde (16) ; comprendiendo la máquina además un accionador de la cámara (127) montado en la vagoneta (126) , moviendo el accionador de la cámara (127) la cámara de aire (140) en relación con la vagoneta (126) para la colocación de la cámara de aire (140) dentro de los recipientes (110) cuando están en la última estación (22) y para la retirada de los recipientes (110) de los moldes (16) , o teniendo la trayectoria (116) una forma rectangular que incluye otra pata vertical (114) y la primera y segunda patas horizontales (114b, 114d) , siendo la vagoneta (126) móvil a lo largo de la primera pata horizontal (114b) lejos de la platina giratoria (12) y hacia la placa giratoria (12) a lo largo de la segunda pata horizontal (114d) .
11. La máquina de acuerdo con la reivindicación 10, en la que: la trayectoria (116) está definida por un par de carriles horizontales (112) unidos a un par de carriles verticales (113) de extremo a extremo, y la vagoneta (126) incluye un chasis rectangular (128) que tiene cuatro ruedas locas (130) , una rueda loca (130) en cada esquina del chasis (128) , estando las ruedas locas (130) montadas en un lado de los carriles (112, 113) , incluyendo la vagoneta (126) además un brazo oscilante (132) montado de manera pivotante sobre el chasis (128) y que tiene una rueda opuesta (134) montada en un extremo del mismo, extendiéndose la rueda opuesta (134) en un lado opuesto de los carriles (112, 113) de las ruedas locas (130) para mantener la vagoneta (126) en los carriles (112) .
12. La máquina de acuerdo con la reivindicación 1, que comprende un mecanismo (142) para mover la corredera
(38) montado en la placa giratoria (12) , comprendiendo el mecanismo: el primer accionador (42) montado en la placa giratoria (12) y que comprende un primer pistón (44) acoplado con la corredera (38) , el segundo accionador (48) montado en la placa giratoria (12) y que comprende un segundo pistón (50) de unido forma pivotante a un brazo pivotante (56) que está montado de forma pivotante en el extremo de un brazo fijo (54) montado en la placa giratoria (12) , de tal manera que el movimiento del brazo pivotante (56) mueve el segundo pistón (50) y acciona el segundo accionador (48) , sobresaliendo el rodillo de leva (60) del brazo pivotante (56) para acoplarse a la pista de leva (58) , estando el primer y segundo accionadores (42, 48) conectados en un bucle cerrado, de modo que el movimiento del segundo pistón (50) fuerza hacia el interior el primer pistón (44) para moverse hacia el exterior, de tal modo el accionamiento del primer accionador (42) , y la pista de leva (58) situada adyacente a la platina giratoria (12) , siendo el rodillo de leva acoplable con la pista de leva (58) después de la rotación de la platina giratoria (12) para mover el segundo pistón (50) , y así accionar el segundo accionador (48) , de tal manera que el accionamiento del segundo accionador (48) acciona el primer accionador (42) y mueve la corredera (38) respecto a la platina giratoria (12) , incluyendo el primer accionador (42) un primer cilindro (46) montado en la placa giratoria (12) y siendo el primer pistón (44) desplazable dentro del primer cilindro (46) , e incluyendo el segundo accionador (48) un segundo cilindro
(52) montado en la placa giratoria (12) y siendo el segundo pistón (50) desplazable dentro del segundo cilindro (52) , donde el movimiento del segundo pistón (50) hacia el interior mueve el segundo pistón (50) en el interior del segundo cilindro (52) , y el movimiento del primer pistón (44) hacia el exterior mueve el primer pistón (44) fuera del primer cilindro (46) .
13. La máquina de acuerdo con la reivindicación 1, que comprende un mecanismo para abrir y cerrar el par de porciones de molde (16a, 16b) , comprendiendo el mecanismo: un soporte de guía; una primera y segunda platinas (66, 64) montadas en el soporte de guía, siendo las platinas (66, 64) desplazables a lo largo del soporte de guía acercándose y alejándose entre sí, estando una de las porciones de molde (16a, 16b) montada en cada una de las platinas (66, 64) , moviendo el movimiento de las platinas (66, 64) las porciones de molde (16a, 16b) entre una configuración abierta y a cerrada; un tercer accionador (72) montado en el soporte de guía y acoplándose con la primera platina (66) , moviendo el tercer accionador (72) la primera platina (66) acercándose y alejándose de la segunda platina (64) para abrir y cerrar las porciones de molde (16a, 16b) ; un cuarto accionador (65) montado en una de las platinas (64) entre la platina (64) y la porción de molde (16a) montada en la platina (64) , aplicando el cuarto accionador (48) (65) una fuerza entre la platina (64) y la porción de molde (16a) montado en la platina (64) para mantener las porciones de molde (16a, 16b) acopladas entre sí cuando están en la configuración cerrada, comprendiendo el mecanismo aún más preferentemente: un par de varillas de guía (68, 70) que forman el soporte de guía; una cabeza transversal (74) situada adyacente a la primera platina (66) y unida a las varillas de guía (68, 70) , definiendo la cabeza transversal (74) una abertura a través de la cabeza transversal (74) , un eje de bloqueo (94) montado sobre la primera platina (66) y que tiene un extremo acoplado con la abertura; estando el tercer accionador
(72) montado en la cabeza transversal (74) y acoplándose con la primera platina (66) , pasando el eje de bloqueo
(94) a través de la abertura tras el movimiento de la primera platina (66) ; y una llave de bloqueo (102, 104) montada de forma pivotante en la cabeza transversal (74) , pudiendo la llave de bloqueo (102, 104) pivotar entre una primera posición alejada de la abertura y una segunda posición alineada con la abertura, siendo la llave de bloqueo (102, 104) acoplable con el extremo del eje de bloqueo (94) para impedir el movimiento del eje de bloqueo (94) a través de la abertura cuando el cuarto accionador (65) aplica la fuerza.
14. La máquina de acuerdo con la reivindicación 1, que comprende un mecanismo de transferencia (142) para artículos en movimiento, comprendiendo el mecanismo de transferencia (142) : un transportador sin fin (118) que define una trayectoria rectangular (116) formada por un par de carriles horizontales (112) unidos a un par de carriles verticales (113) de extremo a extremo; al menos una vagoneta (126) montada sobre el transportador (118) , incluyendo la vagoneta (126) un chasis rectangular (128) que tiene cuatro ruedas locas (130) , una rueda loca en cada esquina del chasis (128) , estando las ruedas locas (130) montadas en un lado de los carriles (112, 113) , incluyendo la vagoneta (126) además un brazo oscilante (122) montado de manera pivotante sobre el chasis (128) y que tiene una rueda opuesta (134) montada en un extremo del mismo, extendiéndose la rueda opuesta (134) en un lado opuesto de los carriles (112, 113) de las ruedas locas (130) para mantener la vagoneta (126) en los carriles (112, 113) , y un dispositivo de agarre (32) montado en la vagoneta (126) para el agarre de los artículos, en el que el transportador sin fin (118) mueve la vagoneta (126) en los carriles (112, 113) a lo largo de la trayectoria rectangular
(116) para mover los artículos agarrados por el dispositivo de agarre (32) a lo largo de la trayectoria rectangular (116) .
15. Un procedimiento de moldeo por soplado de un recipiente (110) a partir de una preforma tubular (31) de resina fundida utilizando la máquina de acuerdo con la reivindicación 1, comprendiendo el procedimiento:
mover un molde (16) por debajo de una cabeza de flujo (26) mediante la rotación de una placa giratoria (12) orientada horizontalmente alrededor de un eje sustancialmente vertical de rotación (14) , en el que la placa giratoria (12) comprende una pluralidad de rampas inclinadas (40) montadas en la placa giratoria (12) y orientadas radialmente hacia el exterior de la platina giratoria (12) ; una pluralidad de correderas (38) , una corredera (38) montada en cada una de las rampas (40) y móviles a lo largo de la rampa (40) entre una primera posición y una segunda posición por encima de la primera posición; un primer accionador (42) montado en la placa giratoria (12) y que comprende un primer pistón (44) acoplado con una de las correderas (38) para mover la corredera (38) a lo largo de la rampa (40) ; un segundo accionador (48) que comprende un segundo pistón (50) unido de manera pivotante a un brazo pivotante (56) que está unido de forma pivotante a un brazo fijo (54) montado en la placa giratoria (12) ; y una pluralidad de moldes (16) , estando montado un molde (16) en cada una de las correderas (38) , incluyendo los moldes (16) porciones de molde (16a, 16b) que son móviles entre una configuración abierta para recibir la preforma (31) y una configuración cerrada para moldear la preforma (31) , en el que la rotación provoca que un rodillo de leva (60) se proyecte desde el brazo pivotante (56) para acoplarse a una pista de leva (58) situada adyacente a la platina giratoria (12) , de tal manera que el brazo pivotante (56) se mueve hacia dentro, hacia el eje (14) de rotación de la platina giratoria (12) , moviendo de este modo el segundo pistón (50) hacia el interior y provocando que el primer pistón (44) se mueva hacia fuera, accionando así el primer accionador (42) y moviendo la corredera (38) a la que está acoplado el primer accionador (42) mediante la rampa (40) y a la segunda posición; extrudir la preforma tubular (31) de resina fundida desde la cabeza de flujo (26) al molde (16) montado sobre la corredera (38) en la segunda posición;
abrir el molde (16) ; cerrar el molde (16) alrededor de la preforma (31) ; bloquear el molde (16) en una posición cerrada; ejercer una fuerza de sujeción sobre el molde (16) en la posición cerrada;
soplar gas comprimido en la preforma (31) para conformar la preforma (31) al molde seleccionado (16) produciendo así el recipiente (110) ; y retirar el recipiente (110) del molde (16) .
Patentes similares o relacionadas:
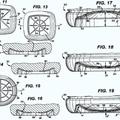
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende: - una primera sección (147a) de producto tubular; - una segunda sección […]
Máquina de moldeo por soplado, del 21 de Mayo de 2019, de Amcor Group GmbH: Un conjunto de máquina de moldeo por soplado configurado para ser montado en una máquina de moldeo por soplado para mover una base de molde configurada para […]
Bases de compensación a presión para envases poliméricos, del 17 de Abril de 2019, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Un envase de plástico que comprende: • una pared lateral que define una cámara y que tiene un primer extremo y un segundo extremo y una […]
 Bases para contrarrestar la presión en recipientes poliméricos, del 21 de Marzo de 2016, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Recipiente plástico que comprende:
una pared lateral que define una cámara y que tiene un primer extremo y un segundo extremo y una abertura en el primer extremo […]
Bases para contrarrestar la presión en recipientes poliméricos, del 21 de Marzo de 2016, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Recipiente plástico que comprende:
una pared lateral que define una cámara y que tiene un primer extremo y un segundo extremo y una abertura en el primer extremo […]
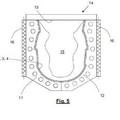
Método de fabricación de un envase con asa de conexión integral múltiple, del 6 de Noviembre de 2013, de Sangraal Europe Pty Ltd: Un método de formación de un envase dotado de un asa integral , comprendiendo dichométodo: (a) formar una preforma dotada de una porción […]
 "PROCEDIMIENTO Y APARATO PARA LA FABRICACIÓN DE UN CUERPO DE MATERIAL COMPOSITE PROVISTO DE UNA CAVIDAD INTERIOR CON UNA ABERTURA AL EXTERIOR", del 26 de Julio de 2013, de MAT GLOBAL SOLUTIONS, S.L: Procedimiento y aparato para la fabricación de un cuerpo de material composite provisto de una cavidad interior con una abertura al exterior.
La […]
"PROCEDIMIENTO Y APARATO PARA LA FABRICACIÓN DE UN CUERPO DE MATERIAL COMPOSITE PROVISTO DE UNA CAVIDAD INTERIOR CON UNA ABERTURA AL EXTERIOR", del 26 de Julio de 2013, de MAT GLOBAL SOLUTIONS, S.L: Procedimiento y aparato para la fabricación de un cuerpo de material composite provisto de una cavidad interior con una abertura al exterior.
La […]
MÁQUINA DE SOPLADO, del 27 de Junio de 2011, de BEKUM MASCHINENFABRIKEN GMBH: Máquina de soplado con un extrusionador provisto de una cabeza de extrusión , con dos unidades de cierre , las cuales presentan, en cada caso, […]