Máquina y método para el embalaje de artículos en envases de cartón.
Máquina para embalar en envases de cartón artículos (A) en contenedores o cajas,
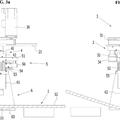
con una sección de carga que comprende:
- un área de entrada (1) de artículos, situada para alimentar artículos dispuestos en una fila o en dos filas paralelas, con el posicionado de los artículos en dicha área de entrada (1) sustancialmente de acuerdo a una matriz de una línea de 1xN o una matriz de dos líneas de 2xN durante su uso, donde N es el número de artículos por fila;
- un área (2) para cargar artículos en dichos contenedores;
- un dispositivo de configuración (3);
- al menos un primer robot o manipulador (4) colocado para cargar artículos desde dicha área de entrada (1) y transferir los artículos a dicho dispositivo de configuración (3),
- al menos un segundo robot o manipulador (5) colocado para recoger artículos desde dicho dispositivo de configuración (3) y transferirlos a dicha área de carga (2),
caracterizado porque
- el dispositivo de configuración (3) que comprende una matriz de asientos (302) para acomodación temporal de artículos, y dicha matriz de asientos (302) del dispositivo de configuración (3) está formada por filas de asientos de recepción de artículos donde la distancia transversal entre al menos dos dichas filas de asientos del dispositivo de configuración es variable,
- y porque dicho dispositivo de configuración (3) comprende asientos de un primer tipo (302a) y asientos de un segundo tipo (302b), con una forma diferente, donde los asientos del primer tipo y del segundo tipo se alternan en las filas de la matriz del dispositivo de configuración de manera que dado un asiento del primer tipo en una posición genérica (i, j) de dicha matriz, los asientos en las posiciones adyacentes de la matriz son del segundo tipo, y viceversa, donde los asientos de un primer tipo son para artículos en posición vertical hacia arriba y los asientos de un segundo tipo son para artículos invertidos.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11158426.
Solicitante: CAMA 1 SPA.
Nacionalidad solicitante: Italia.
Dirección: Via Vittor Pisani, 12/A 20124 Milano ITALIA.
Inventor/es: Bellante,Daniele.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B25J15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25J MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS (dispositivos robóticos para recolección individual de frutas, hortalizas, lúpulo y similares A01D 46/30; manipuladores de agujas para cirugía A61B 17/062; manipuladores asociados a las laminadoras B21B 39/20; manipuladores asociados a las máquinas de forja B21J 13/10; medios para mantener las ruedas o sus elementos B60B 30/00; grúas B66C; disposiciones para la manipulación del combustible o de otros materiales utilizados en el interior de reactores nucleares G21C 19/00; combinación estructural de manipuladores con celdas o recintos protegidos contra la radiación G21F 7/06). › Cabezas de aprehensión.
- B65B35/56 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › Orientación de objetos, es decir, cambio de la posición, p. ej. de una sección transversal no uniforme.
- B65D77/04 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 77/00 Paquetes realizados encerrando objetos o materiales en recipientes preformados, como p. ej. cajas, envases de cartón, sacos o bolsas. › Objetos o materiales encerrados en dos o más recipientes, dispuestos uno dentro del otro.
- B65G47/244 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › haciéndolos girar alrededor de un eje sensiblemente perpendicular al plano de transporte.
- B65G47/91 B65G 47/00 […] › que tienen pinzas neumáticas, p. ej. aspirantes.
PDF original: ES-2530737_T3.pdf
Fragmento de la descripción:
Máquina y método para el embalaje de artículos en envases de cartón.
La presente invención hace referencia al área de las máquinas para el embalaje (empaquetado) de artículos en envases de cartón.
Estado de la técnica
En el área de las máquinas de embalaje en envases de cartón, se conoce la manipulación de artículos con forma cónica que tienen sustancialmente una parte superior más ancha y una parte inferior más estrecha (o vice-versa). Ejemplos de tales artículos son envases de cartón o tarrinas para productos alimenticios u otros productos. Una de las partes puede tener una tapa de apertura, por ejemplo las conocidas cubiertas de aluminio de los tarros de yogurt; algunos artículos como las conocidas cápsulas de café pueden, por otro lado, estar selladas. El uso de estos artículos ha aumentado de manera significativa en los últimos años, especialmente debido a la contribución de las cápsulas de café que se enfrentan a una demanda en continuo aumento.
Una sección de carga convencional de una máquina de embalaje en envases de cartón comprende por lo general: un área de entrada para artículos suministrados por ejemplo por un transportador lineal, un área de carga de artículos para cargarlos en cajas que son transportados habitualmente por un segundo transportador; al menos un robot o manipulador que opera entre el área de entrada y el área de carga de artículos. De acuerdo al arte previo, el robot recoge los artículos del primer transportador y los coloca directamente en las cajas. En muchas aplicaciones el robot es un robot de carga superior equipado con un elemento de sujeción adecuado, por ejemplo con una serie de barras que terminan con ventosas de vacío.
El embalaje en envases de cartón (empaquetado) de artículos con una forma cónica, como las mencionadas cápsulas, copas, etc., plantea una serie de problemas que no se han resuelto aún de manera satisfactoria.
En general, se han realizado intentos para disponer estos artículos en el interior de cajas, formando filas en las que artículos en posición vertical hacia arriba (con la parte superior mirando hacia arriba) se alternan con artículos invertidos 180 grados (es decir, con la parte inferior mirando hacia arriba), para optimizar el uso del espacio en la caja y en consecuencia reducir costes para el transporte y la logística. Esta disposición se conoce como anidamiento de los artículos y es en general aplicable a artículos que ocupan el espacio de manera complementaria cuando se colocan uno al lado del otro, por ejemplo artículos de la misma forma pero con una orientación espacial diferente.
Dicha disposición sin embargo, no es fácil de obtener. El arte previo incluye sistemas de transporte eficientes que son capaces de formar dos filas paralelas de artículos invirtiendo los artículos de una fila 180 grados con respecto a los artículos de la fila contigua. Con un robot de carga superior convencional esta disposición permitiría cargar cajas con filas de artículos invertidos y en posición vertical hacia arriba respectivamente, pero no permitiría el anidamiento entre un artículo y otro dentro de filas únicas.
Además de esto, el arte previo sufre de otras desventajas y limitaciones.
Una primera limitación viene dada por el hecho de que la sección de carga se encuentra sustancialmente sujeto al formato de los artículos según se encuentra disponible en el área de entrada. Por ejemplo, el robot de carga sólo puede trabajar de manera eficiente con formatos que presentan un número de filas de artículos que es múltiplo del número de filas en el área de entrada. Habitualmente, los artículos se facilitan al robot de carga en una o dos pistas con lotes de artículos alineados respectivamente en una o dos filas paralelas: en el segundo caso (dos filas o pistas) el robot de carga trabaja de manera eficiente sólo con formatos que presentan un número par de filas de artículos. Manejar un formato con un número impar de filas en las cajas sería imposible, o en cualquier caso impondría un ciclo de trabajo totalmente ineficaz y una ralentización significativa de la capacidad de carga expresada en artículos por minuto. Si los artículos se giran y alternan entre sí, puede resultar difícil para el robot depositar un segundo grupo de productos, ya que para reducir el espacio en el interior de las cajas la tolerancia entre las filas es tan pequeña como sea posible, tendiendo a cero.
Otra limitación viene dada por el hecho de que existe una distancia transversal mínima entre las filas de los artículos por debajo de la cual los artículos se tocan e interfieren unos con otros. Por lo tanto, en algunas aplicaciones y simplemente con carga superior, que sin embargo se prefiere por otras razones, no es posible compactar los artículos al máximo. Esta desventaja se ve en particular cuando el agolpamiento disponible en el área de sujeción del robot es diferente del agolpamiento deseado en las cajas. Por ejemplo, este es el caso en el que los artículos se facilitan al robot en una disposición de fila única (1 xN) y deben ser cargados en las cajas en dos filas paralelas (2xN). En este caso, los robots de carga conocidos con cabezal de sujeción de dos barras paralelas no son capaces de empaquetar juntos de manera efectiva los artículos para ahorrar espacio.
Más aún, los sistemas del arte previo no son satisfactorios cuando el formato requerido tiene una pluralidad de niveles o capas de artículos apilados en el interior de las cajas. En algunas condiciones, existe la necesidad de una disposición diferente de los artículos de las capas contiguas, por ejemplo los artículos de una fila de la segunda capa deben estar desplazados un lugar con respecto a la fila de artículos de la primera capa que se encuentra debajo. Esto puede ser necesario tanto por razones de espacio como para mantener la integridad de los artículos: por ejemplo cuando se embalan en envases de cartón cápsulas de café puede resultar deseable mantener un contacto sello con sello y un contacto parte Inferior con parte Inferior, evitando que el sello de una cápsula se coloque en contacto directo con la parte Inferior de otra cápsula.
Dicha disposición es difícil de obtener en el arte previo: la disposición de los artículos de entrada (es decir, los que se facilitan al robot) es sustanclalmente rígida, siendo el resultado de una serie de equipos aguas arriba, y no es fácil o es incluso Imposible de cambiar; los formatos complejos se obtienen teóricamente interviniendo en el ciclo de carga del robot o adoptando diferentes robots en paralelo, pero esta solución tendría la desventaja de un coste elevado y/o una ralentlzaclón Inaceptable.
En resumen, el arte previo demuestra no ser adecuado para las necesidades en este campo, especialmente para artículos tales como cápsulas de café en los que se requiere la mayor variedad de soluciones de embalaje en envases de cartón con una gran versatilidad. Para el fabricante de las máquinas de embalaje en envases de cartón, todo lo anterior significa la necesidad de un diseño específico para cada solución y una aproximación rígida que no permite o limita fuertemente las economías de escala. La patente estadounidense US-A-5704195 revela un método y una máquina para empaquetar latas o tubos, de acuerdo al preámbulo de la reivindicación 1.
Resumen de la Invención
La invención tiene como objeto superar las limitaciones mencionadas anteriormente. Un aspecto de la Invención es proporcionar un dispositivo auxiliar, denominado como dispositivo de configuración, que opera como una Interfaz entre la transferencia de los artículos desde un área de entrada o alimentación, y la carga de los artículos en el interior de las cajas. Dicho dispositivo de configuración comprende una matriz de asientos para la recepción temporal de los artículos. Dichos asientos están dispuestos en filas (líneas) que están motorizadas y controladas para permitir la variación de la distancia transversal entre los mismos y, por ejemplo, permitir la interfaz con un primer robot dedicado a transferir artículos desde la entrada hasta el dispositivo de configuración, y con un segundo robot dedicado a cargar artículos desde el dispositivo de configuración a las cajas.
Un primer aspecto de la invención consiste en una máquina para el embalaje en envases de cartón de artículos en contenedores o cajas, con una sección de carga que comprende:
- un área de entrada de artículos, dispuesta para alimentar artículos dispuestos en una fila o en dos filas paralelas, con una disposición de los artículos en dicha área de entrada sustancialmente de acuerdo a una matriz de una línea de 1xN o una matriz de dos líneas de 2xN durante su uso, donde N es el número de artículos... [Seguir leyendo]
Reivindicaciones:
1. Máquina para embalar en envases de cartón artículos (A) en contenedores o cajas, con una sección de carga que comprende:
- un área de entrada (1) de artículos, situada para alimentar artículos dispuestos en una fila o en dos filas paralelas, con el posicionado de los artículos en dicha área de entrada (1) sustancialmente de acuerdo a una matriz de una línea de 1xN o una matriz de dos líneas de 2xN durante su uso, donde N es el número de artículos por fila;
- un área (2) para cargar artículos en dichos contenedores;
- un dispositivo de configuración (3);
- al menos un primer robot o manipulador (4) colocado para cargar artículos desde dicha área de entrada (1) y transferir los artículos a dicho dispositivo de configuración (3),
- al menos un segundo robot o manipulador (5) colocado para recoger artículos desde dicho dispositivo de configuración (3) y transferirlos a dicha área de carga (2),
caracterizado porque
- el dispositivo de configuración (3) que comprende una matriz de asientos (302) para acomodación temporal de artículos, y dicha matriz de asientos (302) del dispositivo de configuración (3) está formada por filas de asientos de recepción de artículos donde la distancia transversal entre al menos dos dichas filas de asientos del dispositivo de configuración es variable,
- y porque dicho dispositivo de configuración (3) comprende asientos de un primer tipo (302a) y asientos de un segundo tipo (302b), con una forma diferente, donde los asientos del primer tipo y del segundo tipo se alternan en las filas de la matriz del dispositivo de configuración de manera que dado un asiento del primer tipo en una posición genérica (i, j) de dicha matriz, los asientos en las posiciones adyacentes de la matriz son del segundo tipo, y viceversa, donde los asientos de un primer tipo son para artículos en posición vertical hacia arriba y los asientos de un segundo tipo son para artículos invertidos.
2. Máquina según la reivindicación 1, que comprende un sistema de control que controla el dispositivo de configuración con un ciclo de trabajo sincronizado con dicho primer robot y segundo robot, variando la posición relativa entre las filas de asientos del dispositivo de configuración en cada ciclo de trabajo al menos entre una primera posición en interfaz con dicho primer robot o manipulador, y una segunda posición en interfaz con dicho segundo robot o manipulador.
3. Máquina según la reivindicación 1 o 2, en donde dicho dispositivo de configuración (3) comprende una pluralidad de soportes de transporte de artículos (301), donde cada uno de dichos soportes comprende una pluralidad de dichos asientos (302; 302a, 302b) que están alineados y por tanto forman una fila de asientos del dispositivo de configuración (3).
4. Máquina según la reivindicación 3, donde dicho dispositivo de configuración comprende medios de accionamiento (306, 307, 308) adecuados para desplazar dichos soportes lineales (301) individualmente o en grupos, con el efecto de variar la distancia transversal entre al menos dos de dichas filas de asientos del dispositivo de configuración (3).
5. Máquina según la reivindicación 4, donde dichos medios de accionamiento están realizados con uno o más actuadores lineales con cilindro y pistón, donde cada actuador está conectado a un respectivo soporte de transporte de artículos.
6. Máquina según cualquiera de las reivindicaciones 1 a 5, que comprende un transportador lineal (100) para alimentar artículos a dicha área de entrada (1), donde dicho transportador lineal comprende medios para alimentar los artículos con dicha disposición de matriz de 1xN o 2xN.
7. Máquina según cualquiera de las reivindicaciones 1 a 6, donde dicho primer robot (4) de carga comprende un cabezal de sujeción (41) que tiene elementos de sujeción (400) dispuestos en al menos una fila longitudinal del cabezal de sujeción, y caracterizado porque cada uno de los elementos de sujeción comprende una sección de sujeción adecuada para recibir dos artículos colocados uno junto al otro y en lados opuestos en relación a un plano medio de la sección de sujeción, y porque al menos un subconjunto de dichos elementos de sujeción es giratorio en al menos 180 grados alrededor de un eje (Z) paralelo a dicho plano, donde dicho conjunto comprende al menos los
elementos de sujeción en una posición de índice par o en una posición de índice impar en dicha fila longitudinal de elementos de sujeción.
8. Método para la carga de artículos (A) en cajas o contenedores, en una máquina de embalaje en envases de cartón, donde dicho método comprende:
i) alimentar artículos a un área de entrada (1) de una sección de carga de la máquina, donde los artículos están dispuestos en una fila o dos filas que forman sustancialmente una matriz de 1xN o una matriz de 2xN respectivamente;
ii) al menos una etapa de desplazamiento de dicha matriz de artículos en un dispositivo de configuración (3) para la recepción temporal de artículos, donde dicho dispositivo comprende filas paralelas de asientos para la recepción temporal de los artículos,
iii) donde una matriz de artículos se genera en dicho dispositivo de configuración mediante una o más de dichas etapas por al menos un primer robot o manipulador (4),
iv) al menos una fila de dicha matriz de artículos es transferida desde dicho dispositivo de configuración a un área de carga a través de un segundo robot o manipulador (5),
caracterizado porque:
v) dicho dispositivo de configuración (3) opera en una manera sincronizada con dicho primer robot o manipulador (4) y con dicho segundo robot o manipulador (5), donde dicho dispositivo de configuración (3) en cada ciclo de trabajo varía la posición relativa entre dichas filas de asientos de recepción temporal, al menos entre una primera posición en interfaz con el primer robot, y una segunda posición en interfaz con el segundo robot,
vi) y porque dicho dispositivo de configuración (3) comprende asientos de un primer tipo (302a) y asientos de un segundo tipo (302b), con una forma diferente, donde los asientos del primer tipo y los asientos del segundo tipo se alternan en las filas de la matriz del dispositivo de configuración de manera que dado un asiento del primer tipo en una posición genérica (i, j) de dicha matriz, los asientos en las posiciones adyacentes de la matriz son del segundo tipo, y vice-versa, donde los asientos de un primer tipo son para artículos en posición vertical hacia arriba y los asientos de un segundo tipo son para artículos invertidos.
9. Método según la reivindicación 8 en donde:
- los artículos (A) alimentados en dicha área de entrada (1) están dispuestos en una matriz de 2xN de dos filas paralelas, donde una primera fila está formada de primeros artículos (A) y una segunda fila está formada de segundos artículos (Ar);
- la posición de los artículos en las columnas par o de los artículos en las columnas impar de dicha matriz de 2xN se invierten durante la transferencia de dicha matriz de 2xN al dispositivo de configuración (3);
- una matriz de artículos se obtiene en el dispositivo de configuración en el que cada línea está realizada de primeros artículos alternados con segundos artículos.
10. Método según la reivindicación 9, en donde:
- una primera operación o una primera secuencia de operaciones que transfieren los artículos desde el área de entrada (1) al dispositivo de configuración (3) genera una primera matriz de artículos en el dispositivo de configuración, y dicha matriz se utiliza para formar una primera capa o nivel de artículos en las cajas, y
- al menos una segunda operación o una segunda secuencia de operaciones que transfieren artículos desde el área de entrada (1) al dispositivo de configuración (3) genera una segunda matriz de artículos en dicho dispositivo de configuración que es complementario al primero, y dicha segunda matriz se utiliza para formar un segundo nivel de artículos en las cajas, donde el segundo nivel está encima del primero en cada caja.
11. Método según la reivindicación 9 o 10, en donde los primeros artículos (A) y los segundos artículos (Ar) tienen una forma sustancialmente complementaria cuando se encuentran uno al lado del otro, siendo los segundos artículos preferiblemente idénticos a los primeros artículos pero con una orientación espacial diferente.
12. Método según cualquiera de las reivindicaciones 8 a 11, donde los artículos son cápsulas de café.
Patentes similares o relacionadas:
SISTEMA Y PROCEDIMIENTO PARA EL RECAMBIO DE REVESTIMIENTOS, CUYA CONFIGURACIÓN PERMITE RETIRAR E INTRODUCIR, EN FORMA AUTOMATIZADA, REVESTIMIENTOS DE UN MOLINO UTILIZADO PARA LA MOLIENDA DE MINERAL, del 2 de Julio de 2020, de MI ROBOTIC SOLUTIONS S.A: Un sistema y procedimiento para el recambio de revestimientos de un molino, cuya configuración permita la manipulación automatizada y robótica […]
EXTREMIDAD ROBGTICA, ESLABON DE UNA EXTREMIDAD ROBOTICA Y METODO PARA PROPORCIONAR SOPORTE A UNA EXTREMIDAD ROBOTICA, CON MOVIMIENTO ANTROPOMORFO AJUSTABLE, del 28 de Mayo de 2020, de ORTEGA CARRILLO, Hernando: Extremidad robótíca, Eslabón de una extremidad robótica y Método para proporcionar soport a una extremidad robótica, estando o no energizados, por medio […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Sistema para establecer y/o mantener el alineamiento correcto de un mecanismo de transferencia robótica, del 6 de Mayo de 2020, de BIOMERIEUX, INC.: Un sistema de alineamiento para establecer y/o mantener el alineamiento de un mecanismo automatizado de transferencia robotizada en un sistema automatizado […]
Máquina para llenar y envasar frascos, cartuchos, jeringas y similares, del 1 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Una máquina para llenar y envasar frascos, cartuchos, jeringas y similares, que comprende una pared que separa una cámara operativa en […]
DISPOSITIVO DE ACOPLAMIENTO ENTRE UN ROBOT Y UN CABEZAL, del 26 de Marzo de 2020, de ASOCIACIÓN CENTRO TECNOLÓGICO CEIT-IK4: Dispositivo de acoplamiento entre un robot y un cabezal (H, H') que actúa sobre una superficie de trabajo (S), que comprende un cuerpo(10,10')que […]
 Dispositivo para cargar productos encuadernados, del 26 de Febrero de 2020, de Lee, Sin-Young: Un aparato para cargar productos encuadernados , que comprende:
una unidad de bastidor de soporte que proporciona una distancia para mover […]
Dispositivo para cargar productos encuadernados, del 26 de Febrero de 2020, de Lee, Sin-Young: Un aparato para cargar productos encuadernados , que comprende:
una unidad de bastidor de soporte que proporciona una distancia para mover […]
Sistema de laminado automatizado de chapas y método de colocación, del 19 de Febrero de 2020, de THE BOEING COMPANY: Un sistema para la colocación de chapas de compuesto en localizaciones preseleccionadas; que comprende: un robot ; un efector […]