Máquina de llenar para llenar sacos de pliegues laterales abiertos, soldables.
Máquina de llenar para llenar sacos de pliegues laterales (1) abiertos,
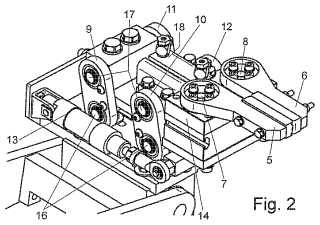
soldables, que están provistos en las zonas de las esquinas con costuras de soldadura angulares (3, 4), con un racor de llenado y con preferencia con una instalación de soldadura conectada a continuación del racor de llenado, para la aplicación de costuras de soldadura (2), en la que la máquina de llenar está equipada con mordazas de extensión y de alineación (5, 6) dispuestas por parejas, que agarran los sacos de pliegues laterales (1) en las zonas de los pliegues laterales, cuyas mordazas de extensión y de alineación (5, 6) están dispuestas especialmente en varillas de guía (9, 10, 11, 12), de tal manera que son móviles a lo largo de trayectorias en forma de arco, de manera que las zonas (B1, B2) de las mordazas de extensión y de alineación (5, 6), en las que las mordazas de extensión y de alineación (5, 6) agarran el saco (1) son articuladas sobre las trayectorias en forma de arco hacia fuera y al mismo tiempo hacia arriba, de modo que los ejes de articulación de estas trayectorias se encuentran verticalmente debajo de las trayectorias en forma de arco, caracterizada
a. porque las mordazas de extensión y de alineación (5, 6) están inclinadas en la posición plegada con relación a la vertical,
b. porque los extremos adyacentes entre sí de las mordazas de extensión y de alineación se encuentran, en la posición cerrada, más bajas que los extremos dispuestos en los alojamientos de las mordazas (14), y
c. porque las mordazas de extensión y de alineación (5, 6) están horizontalmente en la posición separada unas de las otras.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07107625.
Solicitante: HAVER & BOECKER OHG.
Nacionalidad solicitante: Alemania.
Dirección: CARL-HAVER-PLATZ 59302 OELDE ALEMANIA.
Inventor/es: RÜLKER,Heinz, FELLING,Heinz-Peter.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B43/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › por zarpas que trabajan sobre las paredes opuestas, p. ej. por succión.
- B65B43/46 B65B 43/00 […] › sirviéndose de zarpas.
- B65B43/54 B65B 43/00 […] › Medios para sujetar los receptáculos o los recipientes durante el llenado.
PDF original: ES-2381502_T3.pdf
Fragmento de la descripción:
Máquina de llenar para llenar sacos de pliegues laterales abiertos, soldables La invención se refiere a una máquina de llenar de acuerdo con el preámbulo de la reivindicación 1.
Con la máquina de llenar en cuestión se llenan los más diferentes productos de llenado. Las costuras de soldadura angulares se extienden normalmente bajo un ángulo de 45º con respecto a los cantos longitudinales de un saco de pliegues laterales. También las costuras de soldadura angulares asociadas a la abertura de llenado se fabrican en el transcurso de la confección de los sacos. De ello resulta que para la abertura de llenado solamente está disponible la zona entre las costuras de soldadura angulares. Durante el proceso de llenado, los pliegues laterales permanecen cerrados, es decir, que las capas de material permanecen herméticamente adyacentes entre sí.
A partir de esta forma de los sacos se deduce que después de colgarlos en el racor de llenado, se configuran de forma cónica, estando colocada la zona inferior todavía plana. A partir de la forma del saco en el racor de llenado resulta indirectamente una formación de pliegues en la zona de la costura de soldadura que debe fabricarse posteriormente. A través del cierre de mordazas extensibles convencionales, éstas no están ya paralelas al canto superior del saco, condicionadas por la forma cónica del saco. A través del proceso de fijación y de extensión lineal se tensa la zona superior del saco, formándose pliegues en el saliente del saco debido a la posición relativamente oblicua de las mordazas con relación al saco, los cuales pueden conducir a canales en la instalación de soldar, con lo que la costura de soldadura no es hermética.
Puesto que también se pueden llenar productos de llenado en polvo en los sacos de pliegues laterales, se plantea el requerimiento de que las costuras de soldadura deben ser muy herméticas.
Se conoce a partir del documento US 2004/0060266 una máquina de llenar del tipo indicado al principio.
La invención tiene el cometido de configurar una máquina de llenar del tipo descrito en detalle al principio, de tal forma que de de una manera sencilla en cuanto a la construcción y con componentes conocidos en el sect9ºr se pueden fabricar costuras de soldadura totalmente herméticas después del llenado de los sacos de pliegues laterales.
La invención soluciona este cometido por medio de los objetos de las reivindicaciones 1 y 13.
Las mordazas de extensión y de alineación son desplazables a lo largo de trayectorias en forma de arco y se pueden adaptar a continuación a las formas de los sacos de pliegues laterales que resultan de manera forzosa. De tal manera que la abertura que se encuentran entre las costuras de soldadura angulares se extiende o bien se tensa y se alinea cuando las mordazas de extensión y de alineación de los dos lados se separan unas de las otras, de modo que sobre las zonas de las costuras de soldadura actúan fuerzas de tracción, con lo que se evita eficazmente la formación de pliegues. Las varillas de guía están diseñadas para que se garantice una extensión suficiente de la abertura de llenado a través de las tensiones de tracción que actúan después de la retirada.
En concreto, la extensión sobre trayectorias en forma de arco se conoce en sí, tal como a partir del documento DE 92 07 6709. No obstante, puesto que aquí los ejes de articulación más alejados del saco están por encima del saco, se extiende el saco, en efecto, hacia fuera, pero no se mueve en las esquinas agarradas a una posición horizontal, lo que agrava todavía más el problema explicado al principio.
Para que las mordazas de extensión y de alineación sean conducidas con exactitud, está previsto que las mordazas de extensión y de alineación de cada lado estén montadas entre dos varillas de guía. De esta manera, se evita un plegamiento de esquina o una inclinación lateral. Las varillas de guía de los dos lados deben moverse de manera conveniente de forma sincronizada, es decir, que deben moverse una sobre la otra y deben separarse una de la otra. Por lo tanto, con preferencia está previsto que el accionamiento de la varilla de guía de un lado esté sincronizado son el accionamiento de la varilla de guía sobre el otro lado.
Se consigue una solución constructiva sencilla, que trabaja, sin embargo, con seguridad y está en gran medida libre de desgaste cuando cada varilla de guía está configurada como cadena de muchos eslabones, y cuando los extremos de las palancas de guía de las cadenas de muchos eslabones, que están alejados de las mordazas de extensión y de alineación, son pivotables alrededor de ejes estacionarios. Las cadenas de muchos eslabones ofrecen numerosas posibilidades de configuración con respecto al desarrollo de las trayectorias en forma de arco. Además, se componen de componentes sencillos, como por ejemplo bielas de guía y palancas de guía, de manera que la forma de realización puede ser de estructura sencilla y puede trabajar de manera segura en el funcionamiento.
Los extremos de las cadenas de muchos eslabones, que están dirigidos hacia las mordazas de extensión y de alineación están articulados en un alojamiento de mordazas, en el que las mordazas de extensión y de alineación están alojadas de forma pivotable. Por lo tanto, cada alojamiento de mordazas transmite el movimiento sobre las mordazas de extensión y de alineación. Para el alojamiento de las mordazas de extensión y de alineación se emplean en cada alojamiento de las pinzas dos bulones, sobre los que están alojadas de forma pivotable las mordazas de extensión y de alineación. Para la apertura de las mordazas de extensión y de alineación, éstas realizan movimientos pivotables opuestos, mientras que durante el movimiento de cierre, se colocan superpuestas, Cada alojamiento de pinzas forma el acoplamiento de la cadena de muchos eslabones.
En una forma de realización preferida, cada cadena de muchos eslabones está constituida por una cadena de cuatro eslabones en forma de paralelogramo, es decir, que está constituida por dos palancas de guía. Para la adaptación a los sacos que cuelgan en el racor de llenado, está previsto que las palancas de guía de cada cadena de cuatro eslabones estén en posiciones oblicuas entre sí, es decir, que durante el movimiento de las mordazas de extensión y de alineación, éstas llevan a cabo también un movimiento basculante. Por lo tanto, está previsto que la distancia entre dos puntos de articulación del lado del acoplamiento de las palancas de guía sea mayor que la distancia de dos bulones estacionarios.
Por ejemplo, se consigue que las mordazas de extensión y de alineación de acuerdo con la solución de la reivindicación 2 en la posición plegada estén inclinadas con respecto a la vertical, pudiendo ser la distancia de los extremos libres de las mordazas de extensión y de alineación también menor que en la posición extendida. Los extremos que se encuentran adyacentes entre sí de las mordazas de extensión y de alineación están dispuestos, en la posición cerrada, más bajos que los extremos dispuestos en los alojamientos de las mordazas. Para la alineación de las zonas de la costura de soldadura se separan las mordazas de extensión y de alineación unas fuera de las otras y en esta variante de realizan se encuentran horizontalmente en la posición extrema.
Para que la trayectoria de las mordazas de extensión y de alineación se pueda adaptar a la forma cónica del saco de pliegues laterales en el racor de llenado, está previsto que las distancias de los puntos de articulación estacionarios o móviles en el funcionamiento sean regulables, para ajustar la posición oblicua de las palancas de guía a la forma cónica del saco en el racor de llenado para la adaptación de la trayectoria en forma de arco de las mordazas de extensión y de alineación.
Para que las fuerzas ejercidas por las mordazas de extensión y de alineación no conduzcan a daños de las zonas de la costura de soldadura, está previsto que al menos el movimiento de articulación de una varilla de guía de cada lado esté limitado con la finalidad de tensar las zonas de la costura de soldadura, por medio de topes estacionarios, pero ajustables.
Las configuraciones ventajosas se pueden deducir a partir de las reivindicaciones dependientes. Con la ayuda de los dibujos adjuntos se explica en detalle todavía la invención.
La invención crea también el procedimiento de acuerdo con la reivindicación 13.
La figura 1 muestra la zona superior... [Seguir leyendo]
Reivindicaciones:
1. Máquina de llenar para llenar sacos de pliegues laterales (1) abiertos, soldables, que están provistos en las zonas de las esquinas con costuras de soldadura angulares (3, 4) , con un racor de llenado y con preferencia con una instalación de soldadura conectada a continuación del racor de llenado, para la aplicación de costuras de soldadura (2) , en la que la máquina de llenar está equipada con mordazas de extensión y de alineación (5, 6) dispuestas por parejas, que agarran los sacos de pliegues laterales (1) en las zonas de los pliegues laterales, cuyas mordazas de extensión y de alineación (5, 6) están dispuestas especialmente en varillas de guía (9, 10, 11, 12) , de tal manera que son móviles a lo largo de trayectorias en forma de arco, de manera que las zonas (B1, B2) de las mordazas de extensión y de alineación (5, 6) , en las que las mordazas de extensión y de alineación (5, 6) agarran el saco (1) son articuladas sobre las trayectorias en forma de arco hacia fuera y al mismo tiempo hacia arriba, de modo que los ejes de articulación de estas trayectorias se encuentran verticalmente debajo de las trayectorias en forma de arco, caracterizada
a. porque las mordazas de extensión y de alineación (5, 6) están inclinadas en la posición plegada con relación a la vertical,
b. porque los extremos adyacentes entre sí de las mordazas de extensión y de alineación se encuentran, en la posición cerrada, más bajas que los extremos dispuestos en los alojamientos de las mordazas (14) , y
c. porque las mordazas de extensión y de alineación (5, 6) están horizontalmente en la posición separada unas de las otras.
2. Máquina de llenar de acuerdo con la reivindicación 1, caracterizada porque los puntos de articulación (16) más bajos de la varilla de guía al menos en dirección vertical se encuentran más bajos en dirección vertical que las mordazas de extensión y de alineación (5, 6) .
3. Máquina de llenar de acuerdo con la reivindicación 2, caracterizada porque todos los puntos de articulación (16) de la varilla de guía se encuentran en dirección vertical más bajos que las mordazas de extensión y de alineación (5, 6) .
4. Máquina de llenar de acuerdo con una de las reivindicaciones anteriores, caracterizada porque las mordazas de extensión y de alineación (5, 6) de cada lado están montadas entre dos varillas de guía.
5. Máquina de llenar de acuerdo con la reivindicación 4, caracterizada porque las varillas de guía (9, 10, 11, 12) sobre cada lado son móviles por medio de un accionamiento (13) individual respectivo, y porque los accionamientos (13) de los dos lados están sincronizados.
6. Máquina de llenar de acuerdo con una o varias de las reivindicaciones anteriores, caracterizada porque cada varilla de guía está configurada como cadena de muchos eslabones, y porque los extremos de las palancas de guía (9, 10, 11, 12) de la cadena de muchos eslabones, que están alejados de las mordazas de extensión y de alineación (5, 6) , son pivotables alrededor de ejes estacionarios.
7. Máquina de llenar de acuerdo con la reivindicación 6, caracterizada porque los extremos de las palancas de guía (9, 10, 11, 12) de la cadena de muchos eslabones, que están dirigidos hacia las mordazas de extensión y de alineación (5, 6) , están pivotados en un alojamiento de mordazas.
8. Máquina de llenar de acuerdo con una o varias de las reivindicaciones anteriores, caracterizada porque en el alojamiento de mordazas (14) , que forma el acoplamiento de la cadena de mucho eslabones, están insertados unos bulones (7, 8) , sobre los que están alojadas las mordazas de extensión y de alineación (5, 6) .
9. Máquina de llenar de acuerdo con una o varias de las reivindicaciones anteriores 6 a 8, caracterizada porque cada cadena de muchos eslabones está configurada como cadena de cuatro eslabones en forma de paralelogramo, y porque las palancas de guía (9, 10, 11, 12) están en posiciones oblicuas entre sí.
10. Máquina de llenar de acuerdo con una o varias de las reivindicaciones anteriores 7 a 9, caracterizada porque las distancias entre los puntos de articulación en el lado de acoplamiento de las palancas de guía (9, 10, 11, 12) son mayores que las distancias entre los ejes estacionarios.
11. Máquina de llenar de acuerdo con una o varias de las reivindicaciones anteriores 7 a 10, caracterizada porque las distancias de los puntos de articulación de las palancas de guía (9, 10, 11, 12) que forman la cadena de muchos eslabone, son regulables en el lado dirigido y/o alejado del alojamiento de las pinzas (14) .
12. Máquina de llenar de acuerdo con una o varias de las reivindicaciones anteriores 7 a 11, caracterizada porque las distancias de los puntos de articulación (16, 17) estacionarios o móviles en el funcionamiento son regulables, para ajustar la posición oblicua de las palancas de guía a la forma cónica del saco en el racor de llenado para la adaptación de la trayectoria en forma de arco de las mordazas de extensión y de alineación.
13. Procedimiento para la extensión de un saco de pliegues laterales con una máquina de llenar de acuerdo con una de las reivindicaciones anteriores, caracterizado porque las esquinas del saco (S1 y S2) agarradas son separadas sobre la trayectoria en forma de arco y estiradas hacia arriba, de manera que los ejes de articulación de estas trayectorias se encuentran verticalmente por debajo de las trayectorias en forma de arco.
Patentes similares o relacionadas:
Aparato de apertura de bolsas y procedimiento de apertura de bolsas, del 17 de Junio de 2020, de TOYO JIDOKI CO., LTD.: Un aparato de apertura de bolsas que comprende una unidad de formación de espacios para doblar al menos una porción de pared frontal , […]
Un aparato de recogida de contenedores en una configuración aplanada y de apertura de los contenedores, del 23 de Octubre de 2019, de MARCHESINI GROUP S.P.A.: Un aparato de recogida de contenedores (A) en una configuración aplanada y de apertura de contenedores (A), que comprende: - un […]
Dispositivo de apertura de sacos para máquinas formadoras, llenadoras, selladoras, del 9 de Octubre de 2019, de PAYPER S.A.: Dispositivo de apertura de sacos para una máquina formadora, llenadora, selladora, que comprende dos módulos de acoplamiento para acoplarse a cada lado […]
Máquina de llenado para el llenado de un paquete de tipo bolsa flexible, del 18 de Septiembre de 2019, de ECOLEAN AB: Una máquina de llenado para llenar paquetes de tipo bolsa flexible, teniendo cada uno un canal de llenado y siendo esencialmente plano en un estado no llenado […]
Dispositivo y procedimiento para transportar y llenar sacos, del 14 de Agosto de 2019, de Statec Binder GmbH: Un dispositivo para transportar y llenar sacos , preferentemente sacos de boca abierta, que comprende un dispositivo de llenado giratorio alrededor […]
 Aparato y procedimiento para transportar y llenar sacos, del 31 de Julio de 2019, de Statec Binder GmbH: Dispositivo para transportar y llenar sacos , preferentemente sacos abiertos, que comprende un dispositivo de llenado giratorio alrededor de un eje de rotación con […]
Aparato y procedimiento para transportar y llenar sacos, del 31 de Julio de 2019, de Statec Binder GmbH: Dispositivo para transportar y llenar sacos , preferentemente sacos abiertos, que comprende un dispositivo de llenado giratorio alrededor de un eje de rotación con […]
Dispositivo de agarre para una máquina de envasado y llenado de bolsas, del 10 de Junio de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de agarre previsto en una máquina de envasado y llenado de bolsas en una variedad de cantidades y movido a lo largo de una trayectoria […]
MÉTODO PARA PREALIMENTAR PLANCHAS EN UN CARGADOR DE PLANCHAS DE UNA MÁQUINA FORMADORA DE CAJAS, PRE-ALIMENTADOR DE PLANCHAS, E INSTALACIÓN PARA LA FORMACIÓN DE CAJAS A PARTIR DE PLANCHAS, del 21 de Mayo de 2019, de TELESFORO GONZÁLEZ MAQUINARIA, SL: Método para pre-alimentar planchas en un cargador de planchas de una máquina formadora de cajas , pre-alimentador de planchas , e instalación para […]