MÁQUINA HERRAMIENTA PARA LA PRODUCCIÓN DE DENTADOS EN PIEZAS Y PROCEDIMIENTO PARA LA PRODUCCIÓN DE UN DENTADO EN UNA PIEZA MEDIANTE UNA MÁQUINA HERRAMIENTA.
Máquina herramienta para la producción de dentados en piezas (29),
comprendiendo un dispositivo de sujeción de piezas (25), una instalación de laminación en frío (76) para la producción de un dentado bruto (86) mediante laminación en frío, en por lo menos una pieza (29) sujeta mediante el dispositivo de sujeción de piezas (25), y una instalación de mecanizado por arranque de viruta (78) para el mecanizado de precisión por arranque de viruta del dentado bruto (86) de la por lo menos una pieza (29) que está sujeta en el dispositivo de sujeción de piezas (25), caracterizada porque está prevista una instalación de transferencia (84) mediante la cual se puede transferir una pieza desde una herramienta de laminación en frío (26a) a una herramienta de arranque de viruta (26b) con engrane del dentado bruto (86), y porque la instalación de transferencia (84) presenta un dentado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/060952.
Solicitante: MAG IAS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: STUTTGARTER STRASSE 50 73033 GÖPPINGEN ALEMANIA.
Inventor/es: HORN, WOLFGANG, DR., STANIK,MARKUS, MEIDAR,Moshe Israel, KOLB,Holger.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Agosto de 2008.
Clasificación PCT:
- B21H5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › Fabricación de ruedas dentadas.
- B21H5/02 B21H […] › B21H 5/00 Fabricación de ruedas dentadas. › de ruedas rectas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2365295_T3.pdf
Fragmento de la descripción:
La invención se refiere a una máquina herramienta para la producción de dentados en piezas, comprendiendo un dispositivo de sujeción de piezas, una instalación de laminación en frío para la producción por laminación en frío de un dentado bruto en por lo menos una pieza sujeta mediante el dispositivo de sujeción de piezas, y una instalación de mecanizado por arranque de viruta para el mecanizado de precisión por arranque de viruta del dentado bruto de la por lo menos una pieza que está sujeta en el dispositivo de sujeción de piezas.
La invención se refiere además a un procedimiento para la producción de un dentado en una pieza mediante una máquina herramienta, donde una pieza está amarrada en un portapiezas.
Por el documento WO 01/94048 A1 se conoce una máquina de laminación en frío con dos barras de laminación perfiladas accionadas en sentido opuesto que están apoyadas cada una por medio de un carro sobre una guía y que están en contacto con una pieza apoyada de modo giratorio entre las barras de laminación. Está previsto un dispositivo de avance con por lo menos un accionamiento de avance por medio del cual se pueden ajustar las barras de laminación durante el proceso de laminación en el sentido de contacto.
Por el documento WO 2006/045566 A1 se conoce una máquina de laminación en frío que comprende un primer soporte de barra de laminación móvil y un segundo soporte de barra de laminación móvil. Por medio de los soportes de barras de laminación se pueden mover una primera barra de laminación y una segunda barra de laminación de una pareja de barras de laminación en sentido opuesto entre sí en una dirección de conducción, pudiendo ajustarse éstas en el sentido de ajuste en dirección transversal a la dirección de conducción durante un proceso de laminación. Está previsto un dispositivo de sujeción de piezas con una pluralidad de portapiezas.
Por el documento DE 26 04 281 A1 se conoce una máquina para afeitar y/o perfilar el dentado de ruedas dentadas con una herramienta dentada rotativa para el mecanizado de acabado de los dientes, una pieza para soportar la rueda dentada a lo largo de su eje de rotación, un motor de accionamiento para el movimiento de rotación de la herramienta y un dispositivo para provocar un movimiento relativo en sentido opuesto de los ejes de rotación de la herramienta y de la rueda que se trata de mecanizar. Por medio del dispositivo se pueden generar por lo menos dos movimientos ortogonales por medio de motores, de los cuales cada uno presenta, igual que el motor de accionamiento para el movimiento de rotación de la herramienta, un circuito de regulación electrónico propio unido a un generador de una magnitud de consigna.
Por el documento DE 196 50 350 C2 se conoce una herramienta para laminar a presión una pieza con un dentado, que presenta un contorno generador del perfil con dientes de herramienta cuya altura de diente se extiende desde un círculo de pie de los dientes de la herramienta hasta un círculo de cabeza de los dientes de la herramienta, entre los cuales están situados flancos de dientes de la herramienta que están realizados como un negativo respecto a las zonas de los flancos de dientes de la pieza que transmiten la fuerza. Un extremo del lado de cabeza de los flancos de dientes de la herramienta está claramente distanciado del círculo de cabeza de los dientes de la herramienta, estando realizado en el diente de la herramienta, entre el extremo del lado de cabeza de los flancos de dientes de la herramienta y el círculo de cabeza de dientes de la herramienta una zona de cabeza del diente de la herramienta que se estrecha hacia el extremo del lado de pie de los flancos de dientes de la herramienta, que está claramente distanciado del círculo del pie de dientes de la herramienta y donde entre los extremos del lado del pie de diente están situados flancos de dientes de herramienta opuestos entre sí de dos dientes de la herramienta y al círculo del pie de diente de la herramienta le corresponde una zona de ranura que se estrecha hacia el círculo del pie de diente de la herramienta.
Por el documento DE 3 20 54 740que constituye la base del preámbulo de las reivindicaciones 1 y 14, se conoce una máquina laminadora de engranajes con un dispositivo de amarre que puede girar alrededor del eje de la pieza, para la pieza que rueda sobre la herramienta de laminación. Está prevista por lo menos una herramienta de corte que se puede poner en contacto con la pieza sujeta en el dispositivo de amarre para eliminar mediante arranque de viruta el material recalcado durante la laminación y que sobresale del contorno de consigna.
La invención tiene como objetivo proporcionar una máquina herramienta de la clase citada inicialmente, mediante la cual se puedan producir de forma sencilla dentados de alta calidad.
Este objetivo se resuelve, partiendo del documento DE 2054740 conforme a la invención por el hecho de estar prevista una instalación de transferencia mediante la cual se puede transferir una pieza desde una herramienta de laminación en frío a una herramienta de arranque de viruta que haga contacto con el dentado bruto y que en la instalación de transferencia presenta un dentado.
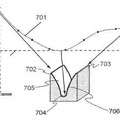
En la solución conforme a la invención está formada en una máquina herramienta una "estación de laminación en frío" y una "estación de mecanizado por arranque de viruta". De este modo se pueden producir de modo rápido y eficaz dentados de alta calidad. Un proceso de laminación en frío es un proceso de conformado durante el cual se desplaza material de la pieza dentro de los espacios libres de las herramientas de laminación en frío. Mediante laminación en frío se puede producir rápidamente un dentado bruto. Mediante un subsiguiente mecanizado por arranque de viruta se obtiene una alta calidad de dentado. La calidad de dentado se puede mejorar por ejemplo en 20 µm a30 µm (mínimo). De este modo se pueden emplear por ejemplo las piezas correspondientes como piezas para engranajes de transmisión.
Si se emplean procedimientos especiales de mecanizado por arranque de viruta tales como mortajado o afeitado entonces se puede realizar la máquina herramienta de forma sencilla, ya que los procedimientos de mecanizado correspondientes presentan una cinemática semejante a la del procedimiento de laminación en frío.
Está prevista una instalación de transferencia por medio de la cual se puede transferir una pieza desde una herramienta de laminación en frío a una herramienta de arranque de viruta, mientras engrana el dentado bruto. De este modo se puede conseguir que el dentado bruto que se ha producido no deje de engranar con un dentado de una herramienta. De este modo no se pierde la orientación de la pieza. De este modo se puede realizar rápidamente el mecanizado de precisión ya que no se requiere tiempo de preparación para localizar de nuevo la orientación de la pieza.
La instalación de transferencia presenta el correspondiente dentado para mantener el engrane. La instalación de transferencia se puede considerar como una herramienta que permite la transferencia entre la laminación en frío y el arranque de viruta.
Es conveniente que el dispositivo de sujeción de la pieza comprenda por lo menos un portapiezas en el cual se pueda fijar una pieza de modo giratorio alrededor de un eje de la pieza. Entonces, durante un proceso de laminación en frío y también durante un proceso de mecanizado por arranque de viruta, se puede efectuar un giro de la pieza accionado por medio de herramientas.
Es conveniente que el dispositivo de sujeción de la pieza presente por lo menos un dispositivo de desplazamiento por medio del cual se pueda desplazar una pieza en dirección coaxial o paralela respecto a un eje de la pieza. De este modo se tiene la posibilidad de transferir una pieza desplazándola desde el dispositivo de sujeción de la pieza al dispositivo de mecanizado por arranque de viruta.
De modo alternativo o adicional se tiene la posibilidad de que el dispositivo de sujeción de la pieza comprenda por lo menos un dispositivo de giro mediante el cual se pueda ajustar una posición angular de una pieza para el mecanizado de precisión por arranque de viruta. Girando la pieza se puede transferir ésta desde la instalación de laminación en frío a la instalación de mecanizado por arranque de viruta, estando las herramientas debidamente configuradas.
Está previsto entonces especialmente que la posición angular se pueda ajustar con relación a un eje de movimiento de las herramientas de... [Seguir leyendo]
Reivindicaciones:
1. Máquina herramienta para la producción de dentados en piezas (29), comprendiendo un dispositivo de sujeción de piezas (25), una instalación de laminación en frío (76) para la producción de un dentado bruto (86) mediante laminación en frío, en por lo menos una pieza (29) sujeta mediante el dispositivo de sujeción de piezas (25), y una instalación de mecanizado por arranque de viruta (78) para el mecanizado de precisión por arranque de viruta del dentado bruto (86) de la por lo menos una pieza (29) que está sujeta en el dispositivo de sujeción de piezas (25),
caracterizada porque
está prevista una instalación de transferencia (84) mediante la cual se puede transferir una pieza desde una herramienta de laminación en frío (26a) a una herramienta de arranque de viruta (26b) con engrane del dentado bruto (86), y porque la instalación de transferencia (84) presenta un dentado.
2. Máquina herramienta según la reivindicación 1,
caracterizada porque
el dispositivo de sujeción de piezas (25) comprende por lo menos un portapiezas (27) en el cual se pueda fijar una pieza (29) de modo giratorio alrededor de un eje de la pieza.
3. Máquina herramienta según la reivindicación 1 o 2,
caracterizada porque
el dispositivo de sujeción de piezas (25) presenta por lo menos una instalación de desplazamiento (96) mediante la cual se pueda desplazar una pieza (29) en una dirección coaxial o paralela a un eje de la pieza.
4. Máquina herramienta según una de las reivindicaciones anteriores,
caracterizada porque
el dispositivo de sujeción de piezas (25) presenta por lo menos un dispositivo de giro (72) mediante el cual se puede ajustar una posición angular de una pieza para el mecanizado de precisión por arranque de viruta.
5. Máquina herramienta según la reivindicación 4,
caracterizada porque
la posición angular se puede ajustar con relación a un eje de movimiento de las herramientas de laminación en frío (26a, 28a) y en particular porque se puede ajustar la posición angular con relación a la herramienta de arranque de viruta (26b).
6. Máquina herramienta según una de las reivindicaciones anteriores,
caracterizada por
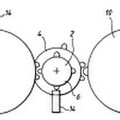
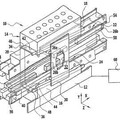
presentar por lo menos una combinación de herramientas de laminación en frío con una primera herramienta de laminación en frío (26a; 106) y una segunda herramienta de laminación en frío (28a; 108) que pueden moverse con accionamiento síncrono, y en particular porque el dispositivo de sujeción de piezas (25) está realizado de tal modo que se pueda posicionar por lo menos una pieza entre la primera herramienta de laminación en frío (26a; 106) y la segunda herramienta de laminación en frío (28a; 108), y en particular porque la primera herramienta de laminación en frío (26a) y la segunda herramienta de laminación en frío (28a) son herramientas planas, donde en particular un eje de movimiento (x) de la primera herramienta de laminación en frío (26a) y de la segunda herramienta de laminación en frío (28a) es perpendicular a un eje de la pieza, y en particular porque está previsto un dispositivo de aproximación por medio del cual se puede aproximar la primera herramienta de laminación en frío (26a; 106) y la segunda herramienta de laminación en frío (28a; 108) a la pieza (29) en una dirección (z) transversal a un eje de la pieza.
7. Máquina herramienta según una de las reivindicaciones 1 a 5,
caracterizada por
presentar por lo menos una combinación de herramientas de laminación en frío con una primera herramienta de laminación en frío (26a; 106) y una segunda herramienta de laminación en frío (28a; 108) que pueden moverse síncronas de forma motorizada, y en particular porque el dispositivo de sujeción de piezas (25) está realizado de tal modo que se pueda posicionar por lo menos una pieza entre la primera herramienta de laminación en frío (26a; 106) y la segunda herramienta de laminación en frío (28a; 108), y en particular
porque la primera herramienta de laminación en frío (106) y la segunda herramienta de laminación en frío (108) son herramientas redondas, siendo en particular un eje de giro (107; 109) paralelo a un eje de la pieza, y en particular por estar previsto un dispositivo de aproximación mediante el cual se puede aproximar la primera herramienta de laminación en frío (26a; 106) y la segunda herramienta de laminación en frío (28a; 108) a la pieza (29) en una dirección
(z) transversal a un eje de la pieza.
8. Máquina herramienta según una de las reivindicaciones anteriores,
caracterizada por
presentar por lo menos una herramienta de arranque de viruta (26b; 90; 102; 110) para el mecanizado de precisión por arranque de viruta, y en particular porque la por lo menos una herramienta de arranque de viruta (26b; 90) es una herramienta plana y/o porque la por lo menos una herramienta de arranque de viruta (102; 110) es una herramienta redonda y/o porque la por lo menos una herramienta de arranque de viruta (26b; 90; 102; 110) es una herramienta de mortajar o una herramienta de afeitar o una herramienta de generación por descortezado o una herramienta de fresado por generación o una herramienta de bruñido del dentado.
9. Máquina herramienta según la reivindicación 8,
caracterizada porque
una superficie activa de la por lo menos una herramienta de arranque de viruta (26b; 90; 102; 110) se puede orientar en un ángulo agudo respecto a un eje de la pieza, y en particular porque la posición angular puede efectuarse mediante el posicionamiento y/o formación de la por lo menos una herramienta de arranque de viruta (26b; 90; 102; 110) y/o el posicionamiento de la pieza (29) que se trata de mecanizar.
10. Máquina herramienta según una de las reivindicaciones anteriores,
caracterizada porque
el dentado del dispositivo de transferencia (84) para la pieza (29) presenta una holgura tan grande y una anchura de dentado tan reducida que la pieza se pueda transferir desde la herramienta de laminación en frío (26a) a la por lo menos una herramienta de arranque de viruta (26b), sin que la pieza (29) deje de estar engranada.
11. Máquina herramienta según una de las reivindicaciones anteriores,
caracterizada porque
el dispositivo de transferencia (84) está situado entre la herramienta de laminación en frío (26a) y la por lo menos una herramienta de arranque de viruta (26b).
12. Máquina herramienta según una de las reivindicaciones anteriores,
caracterizada por
presentar por lo menos una herramienta (80) que presenta una pista de laminación en frío y una pista para el mecanizado por arranque de viruta, y en particular porque entre la pista de laminación en frío y la pista de arranque de viruta está situada una pista de transferencia, y en particular porque la pista de laminación en frío y la pista de arranque de viruta están dispuestas una detrás de la otra con relación a un eje de movimiento de la herramienta (x).
13. Máquina herramienta según la reivindicación 12,
caracterizada porque
la pista de laminación en frío y la pista de arranque de viruta están situadas en un perfil común o porque la pista de laminación en frío y la pista de arranque de viruta están dispuestas una junto a la otra con relación a un eje de movimiento de la herramienta (x), y en particular porque la pista de laminación en frío y la pista de arranque de viruta están dispuestas en perfiles distintos.
14. Procedimiento para la producción de un dentado en una pieza mediante una máquina herramienta en la que se amarra una pieza en un portapiezas y se produce un dentado bruto mediante laminación en frío por medio de una primera herramienta de laminación en frío y de una segunda herramienta de laminación en frío, efectuándose el mecanizado de precisión del dentado bruto mediante una herramienta de arranque de viruta en la misma máquina herramienta y en el mismo amarre,
caracterizado porque
la pieza se conduce a la por lo menos una herramienta de arranque de viruta por medio de un dentado de transferencia, provocando el dentado de transferencia que la pieza se mantenga engranada.
15. Procedimiento según la reivindicación 14,
caracterizado porque
después de la laminación en frío se gira la pieza con un eje de pieza y/o se desplaza linealmente.
Patentes similares o relacionadas:
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Dispositivo y procedimiento para la producción de perfilados de piezas a modo de engranajes, del 12 de Octubre de 2016, de ERNST GROB AG: Dispositivo para la fabricación de piezas cilíndricas , las cuales presentan un perfilado definido, con una sujeción de pieza desplazable axialmente y girable […]
Planetario para un husillo de accionamiento rodante planetario, del 21 de Septiembre de 2016, de SCHAEFFLER TECHNOLOGIES GMBH & CO. KG: Planetario para un husillo de accionamiento rodante planetario en el que a lo largo de su eje planetario se configura una sección central con un diámetro mayor […]
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos, del 27 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una […]
 Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
 Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
 Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]