MAQUINA PARA LA FABRICACION DE REJILLA DE METAL DESPLEGADO.
Máquina para la fabricación de rejilla de metal desplegado (14),
que comprende
un cuchillo (3) fijo y un cuchillo (4) ajustable en la dirección vertical y en la dirección transversal, que presenta un borde de corte (6) con resaltes de corte (8) distanciados en la dirección transversal,
un dispositivo de transporte para el transporte de un material (2) plano en una dirección de transporte (T) entre los cuchillos (3, 4),
un empujador para un movimiento vertical periódico del cuchillo (4) ajustable, y
un dispositivo de ajuste transversal (17) para el ajuste transversal del cuchillo (4) ajustable sincronizado con el movimiento de elevación,
estando alojado el cuchillo (3) fijo en un alojamiento de cuchillo (22) fijo, que se puede ajustar verticalmente para el ajuste de una profundidad de penetración o de corte (20) vertical entre los cuchillos (3, 4) mediante un dispositivo de ajuste de la profundidad de corte (24), que presenta por lo menos dos cuñas (26, 27), y
presentando el dispositivo de ajuste de la profundidad de corte (24) dos cuñas (26, 27), ajustables de forma acoplada, que se estrechan en dirección contraria, con unas superficies de inclinación (26b, 27a) paralelas, que están alojadas de forma deslizante en el alojamiento de cuchillo (22)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2006/000077.
Solicitante: SORST STRECKMETALL GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WOHLENBERGSTRASSE 11,30179 HANNOVER.
Inventor/es: SALINGER,JOHANNES.
Fecha de Publicación: .
Fecha Concesión Europea: 24 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B21D31/04A
Clasificación PCT:
- B21D31/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 31/00 Otros métodos de trabajo de las chapas, tubos o perfiles metálicos (deformación helicoidal de una de las superficies de los tubos por laminado B21H 3/00; forjado por recalcado B21J 5/08; estampado de motivos decorativos o marcas B44B 5/00). › Operaciones para dilatar el material no previstas en los grupos B21D 1/00 - B21D 28/00, p. ej. para obtener metal desplegado (B21D 47/00 tiene prioridad).
Fragmento de la descripción:
Máquina para la fabricación de rejilla de metal desplegado.
La presente invención se refiere a una máquina para la fabricación de rejilla de metal desplegado.
Las rejillas de metal desplegado son materiales con unas aberturas en la superficie, los cuales son fabricados, mediante cortes desplazados, sin pérdida de material, con deformación simultánea extensora a partir de un material plano, en particular placas de metal o bandas de metal.
Al mismo tiempo, en ciclos de trabajo consecutivos (en caso de orientación vertical de la máquina):
Las rejillas de metal desplegado fabricadas de esta manera se componen, en dirección longitudinal y transversal, en general, de un gran número de mallas. Durante la fabricación, es necesaria una profundidad de corte vertical uniforme o profundidad de penetración entre los dos cuchillos, dado que, ya para pequeñas diferencias en dirección lateral, es decir pequeñas diferencias de extensión de las mallas fabricadas durante una elevación, se pueden formar distorsiones en la rejilla generada, que el observador reconoce de inmediato debido a la regularidad de la muestra, en particular también para grandes anchuras y longitudes. Con ello, pueden aparecer notables menoscabos de la rejilla de metal desplegado, por lo demás muy estética. En el caso de rejillas de metal desplegado muy largas, estas distorsiones que aparecen en la dirección longitudinal pueden sumarse y conducir a distorsiones mayores.
Para corregir o ajustar la posición de altura de los cuchillos alojados en alojamientos de cuchillos se lleva a cabo, en parte, un ajuste basto, en el cual se coloca papel para liar cigarrillos o similar entre los cuchillos y los alojamientos de cuchillo. Los ajustes de este tipo son, sin embargo, imprecisos y permiten únicamente ajustes bastos para valores discretos.
La patente US nº 3.308.597 describe una máquina para la fabricación de rejilla de metal desplegado según el preámbulo de la reivindicación 1. En este caso, se forman resaltes de corte tanto en el cuchillo superior como en el inferior, los cuales durante el movimiento de corte engarzan unos en los otros, de manera que es alojado material plano, durante el movimiento de corte, entre los resaltes de corte dispuestos desplazados entre sí. Al mismo tiempo, se desplazan tanto el cuchillo superior como también el cuchillo inferior periódicamente en dirección lateral.
El documento DE 197 28 913 C1 muestra una máquina para la fabricación de rejilla de metal desplegado, en la cual para el ajuste de la elevación de corte y, por consiguiente, del tamaño del metal de desplegado o la rejilla de metal desplegado que hay que fabricar, se puede reducir una elevación de corte máxima a través de cuñas de ajuste controladas por motores de paso a paso. La elevación de corte máxima está fijada, en este caso, mediante unos extensores previstos en los soportes de cuchillos superiores o en un alojamiento de cuchillo superior, los cuales son accionados a través de un árbol y, a través de las cuñas de ajuste, presionan hacia abajo el soporte de cuchillo superior.
La invención se plantea el problema de crear una máquina para la fabricación de rejilla de metal desplegado la cual posibilite un ajuste fino preciso de la profundidad de corte.
Este problema se resuelve mediante una máquina para la fabricación de rejilla de metal desplegado según la reivindicación 1.
Según la invención, está previsto, por consiguiente, un ajuste de cuña para el cuchillo plano o cuchillo fijo. Al mismo tiempo, están previstos de manera ventajosa, en dirección lateral o en dirección transversal, varios dispositivos de ajuste de ranura unos junto a otros, de manera que es posible una corrección fija del recorrido de la rendija en la dirección transversal. Mediante los ajustes de las cuñas es posible, por consiguiente, un ajuste preciso continuo, estando alojadas las cuñas, de manera ventajosa, sin juego y posibilitando, dependiendo de los ajuste en dirección opuesta entre sí, también ajustes opuestos entre sí de la rendija de corte.
El ajuste de cuña presenta, según la invención, dos cuñas acopladas entre sí, que se estrechan en direcciones contrarias, con superficies inclinadas o superficies de inclinación paralelas. De este modo, es posible un ajuste eficaz en dirección vertical, hacia arriba y hacia abajo, sin juego. Las dos cuñas pueden ser ajustadas asimismo por otro ajuste de cuña con dos cuñas acopladas, de manera que se hace posible una reducción muy grande. Las otras dos cuñas pueden ser ajustadas, en especial en dirección vertical, mediante un alojamiento de cuña vertical, la cual -igual que el alojamiento de cuchillo fijo- está alojada en un alojamiento de carcasa ajustable verticalmente.
El ajuste puede tener lugar sin interrupción de la fabricación y se puede automatizar también mediante accionamientos de control numérico.
La invención se explica a continuación, para una forma de realización, a partir de los dibujos adjuntos, en los que:
la figura 1a-f muestra la operación de corte para la fabricación de la rejilla de metal desplegado,
la figura 2 muestra una vista delantera del alojamiento de cuchillo con ajuste de la profundidad de corte,
la figura 3 muestra la sección vertical A-A de la figura 2,
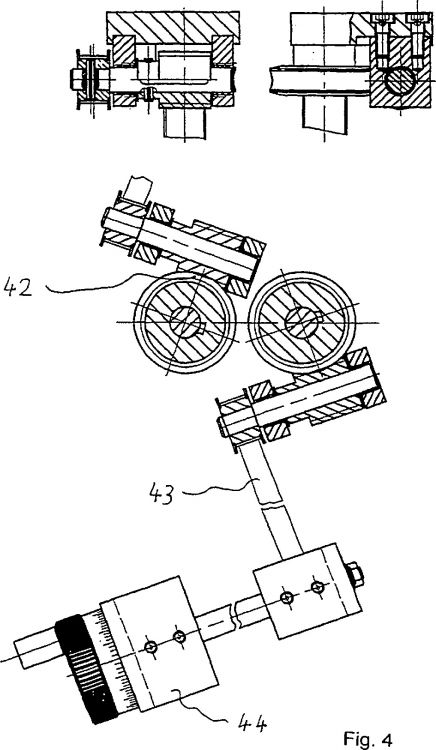
la figura 4 muestra el mecanismo de ajuste del ajuste de la profundidad de corte de la figura 2.
Para la fabricación de una rejilla de metal desplegado 1 se mecaniza un material de partida metálico plano, por ejemplo, una cinta de acero 2 de rollo, mediante cortes desplazados sin pérdida de material con deformación extensiva simultánea. Al mismo tiempo, la cinta de metal 2 es conducida entre un cuchillo 3 inferior y un cuchillo 4 superior. En la forma de realización mostrada en las figuras 1a a f se mueve, al mismo tiempo, el cuchillo 4 superior y el cuchillo 3 inferior se mantiene fijo. Fundamentalmente es posible según la invención, de manera ventajosa, la formación cinemática inversa. El cuchillo 4 movido presenta un borde de corte 6 dentado, con varios resaltes de corte 8 separados de manera uniforme preferentemente en dirección transversal. El cuchillo 3 inferior que no se mueve está formado plano. Para la fabricación de la rejilla de metal desplegado 1 se conduce, en primer lugar, según la figura 1a, la cinta de metal 2, en dirección de transporte T, entre los cuchillos 3, 4 y, a continuación, el cuchillo superior 4 es conducido hacia abajo, de manera que, según la figura 1b, entalla con los resaltes de corte 8 un la cinta de metal 2 y, a través del cuchillo 3 inferior, extiende al mismo tiempo hacia abajo zonas en resalte de la cinta de metal 2. Según la figura 1b, el cuchillo 6 superior es ajustado a continuación hacia arriba y, a continuación, según la figura 1c, lateralmente la mitad de una distancia de malla. Según la figura 1d el cuchillo 4 superior es conducido a continuación hacia abajo y entalla de nuevo en la cinta de metal 2 en posiciones desplazadas media malla con respecto a los primeros cortes y extiende al mismo tiempo los nervios 10 formados de la rejilla de metal desplegado 1 hacia abajo, de manera que se forman unas mallas 11 romboidales, formadas por aberturas 12 rodeadas por los nervios 10. A continuación, se desplaza, según la figura 1e, el cuchillo 4 superior de nuevo hacia abajo y, a continuación, según la figura 1f, en dirección lateral de vuelta a la posición de partida según la figura 1a.
Según la invención el ajuste de la profundidad de corte 20 vertical tiene lugar en el cuchillo fijo el cual, según la forma de realización mostrada en la figura 1, puede ser el cuchillo inferior, aunque según la invención puede...
Reivindicaciones:
1. Máquina para la fabricación de rejilla de metal desplegado (14), que comprende
un cuchillo (3) fijo y un cuchillo (4) ajustable en la dirección vertical y en la dirección transversal, que presenta un borde de corte (6) con resaltes de corte (8) distanciados en la dirección transversal,
un dispositivo de transporte para el transporte de un material (2) plano en una dirección de transporte (T) entre los cuchillos (3, 4),
un empujador para un movimiento vertical periódico del cuchillo (4) ajustable, y
un dispositivo de ajuste transversal (17) para el ajuste transversal del cuchillo (4) ajustable sincronizado con el movimiento de elevación,
estando alojado el cuchillo (3) fijo en un alojamiento de cuchillo (22) fijo, que se puede ajustar verticalmente para el ajuste de una profundidad de penetración o de corte (20) vertical entre los cuchillos (3, 4) mediante un dispositivo de ajuste de la profundidad de corte (24), que presenta por lo menos dos cuñas (26, 27), y
presentando el dispositivo de ajuste de la profundidad de corte (24) dos cuñas (26, 27), ajustables de forma acoplada, que se estrechan en dirección contraria, con unas superficies de inclinación (26b, 27a) paralelas, que están alojadas de forma deslizante en el alojamiento de cuchillo (22).
2. Máquina para la fabricación de rejilla de metal desplegado según la reivindicación 1, caracterizada porque las dos superficies inclinadas (26b, 27a) de ambas cuñas (26, 27) están orientadas una hacia la otra y entre ellas está dispuesta una zona intermedia (22a) del alojamiento de cuchillo (22) fijo con unas superficies paralelas las cuales alojan las superficies inclinadas (26b, 27a).
3. Máquina para la fabricación de rejilla de metal desplegado según la reivindicación 1 ó 2, caracterizada porque las dos cuñas (26, 27) están alojadas sin juego en el alojamiento de cuchillo (22) fijo.
4. Máquina para la fabricación de rejilla de metal desplegado según una de las reivindicaciones 1 a 3, caracterizada porque las dos cuñas (26, 27) se puede ajustar sobre dos cuñas (36, 37) adicionales, las cuales están en contacto, acopladas entre sí, con unas superficies frontales (26c, d, 27c, d) inclinadas de las dos cuñas (26, 27) y que las ajustan acopladas entre sí.
5. Máquina para la fabricación de rejilla de metal desplegado según la reivindicación 4, caracterizada porque las dos cuñas (36, 37) adicionales se pueden ajustar verticalmente y están sujetas a un alojamiento de cuña (40) vertical.
6. Máquina para la fabricación de rejilla de metal desplegado según la reivindicación 5, caracterizada porque el alojamiento de cuchillo (22) fijo y el alojamiento de cuña (40) vertical, están alojados deslizándose verticalmente en un alojamiento de carcasa (34) fijo de la máquina para la fabricación de rejilla de metal desplegado.
7. Máquina para la fabricación de rejilla de metal desplegado según una de las reivindicaciones 5 y 6, caracterizada porque el alojamiento de cuña (40) para las otras dos cuñas (36, 37) se puede ajustar verticalmente mediante un accionamiento de rosca o helicoidal (41 y 42).
8. Máquina para la fabricación de rejilla de metal desplegado según una de las reivindicaciones anteriores, caracterizada porque presenta, en dirección transversal, unos junto a otros, varios dispositivos de ajuste de la profundidad de corte (24) y la rendija de corte (20) vertical se puede ajustar mediante los diversos dispositivos de ajuste de la profundidad de corte (24) a lo largo de su dirección transversal.
Patentes similares o relacionadas:
 Montaje para un inflador de airbag, del 31 de Mayo de 2019, de Acs Industries, Inc: Un montaje que comprende:
(a) una carcasa para un inflador de airbag, teniendo dicha carcasa una cámara para la recepción de un filtro tubular […]
Montaje para un inflador de airbag, del 31 de Mayo de 2019, de Acs Industries, Inc: Un montaje que comprende:
(a) una carcasa para un inflador de airbag, teniendo dicha carcasa una cámara para la recepción de un filtro tubular […]
Ánodo para protección catódica y método para fabricarlo, del 6 de Mayo de 2019, de INDUSTRIE DE NORA S.P.A: Ánodo para la protección catódica en forma de cinta de metal expandido con mallas romboides libres de secciones sólidas extendidas longitudinalmente […]
Un sistema de depuración de gases que tiene un rectificador del flujo de gas, del 11 de Junio de 2014, de ALSTOM TECHNOLOGY LTD: Un sistema de depuración de gases que comprende: un conducto del reactor ; un dispositivo de depuración de gases dispuesto en el […]
Procedimiento para el desbarbado multifilar de hilos de alambre, y dispositivo correspondiente, del 14 de Octubre de 2013, de Hacanoka GmbH: Procedimiento para el desbarbado multifilar de hilos de alambre, preferentemente de un gran número de hilos de alambre , dispuestos paralelamente […]
CONFORMACIÓN POR ESTIRADO RECONFIGURABLE ACTIVA, del 8 de Febrero de 2012, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Una herramienta de conformación por estirado reconfigurable activa para crear una forma tridimensional en una pieza de trabajo de malla o de chapa metálica […]
 METODO Y APARATO PARA LA FABRICACION CONTINUA DE REJILLAS DE BATERIAS, del 8 de Octubre de 2010, de TECK METALS LTD: Un método continuo para elaborar rejillas de baterías para soportar pasta de batería que comprende:
proporcionar una longitud de cinta plomo o […]
METODO Y APARATO PARA LA FABRICACION CONTINUA DE REJILLAS DE BATERIAS, del 8 de Octubre de 2010, de TECK METALS LTD: Un método continuo para elaborar rejillas de baterías para soportar pasta de batería que comprende:
proporcionar una longitud de cinta plomo o […]
 DISPOSITIVO Y PROCEDIMIENTO PARA ENSANCHAR ELEMENTOS METALICOS, del 17 de Diciembre de 2009, de PROTEKTORWERK FLORENZ MAISCH GMBH & CO. KG: Dispositivo diseñado para ensanchar elementos metálicos extendidos longitudinalmente que se mueven en dirección longitudinal, planos por lo menos por zonas, adecuados […]
DISPOSITIVO Y PROCEDIMIENTO PARA ENSANCHAR ELEMENTOS METALICOS, del 17 de Diciembre de 2009, de PROTEKTORWERK FLORENZ MAISCH GMBH & CO. KG: Dispositivo diseñado para ensanchar elementos metálicos extendidos longitudinalmente que se mueven en dirección longitudinal, planos por lo menos por zonas, adecuados […]
PROCEDIMIENTO Y APARATO PARA EL APLANADO IN SITU DE CHAPAS METALICAS FORMADAS POR ESTAMPACION., del 16 de Mayo de 2007, de GENCELL CORPORATION: Un procedimiento para reducir la distorsión en una banda de chapa metálica que comprende los pasos de: proporcionar una prensa de conformado por estirado que […]