Máquina de producción de envases blíster destinada a producir envases blíster.
Máquina de producción de envases tipo blíster (MI) para producir unos envases blíster (B1) que presenta una línea de producción,
que incluye de forma consecutiva por lo menos una estación termoconformadora (101) de una primera banda continua (102) de material termoconformable, con el objetivo de definir una banda blíster (102) con unos blíster que contienen unos productos (104); una estación (105) para alimentar dichos productos (104) y llenar dicha banda blíster (102) con estos últimos; una estación de alimentación (106) de una segunda banda (107), que alimenta continuamente la segunda banda (107) sobre dicha banda blíster (102) llenada con dichos productos (104); una estación de cierre (108) en la que dicha primera banda blíster (102) es sellada por dicha segunda banda (107) para obtener una banda de envases blíster (NB1), incluyendo dicha estación de cierre (108) dos rodillos opuestos (112, 113), siendo el rodillo situado en el nivel inferior un rodillo de accionamiento; y una estación de corte (R1), en la cual dicha cinta de envase blíster se corta en los correspondientes envases blíster (B1); estando caracterizada la máquina porque dicha línea de producción se extiende, por lo menos, empezando desde dicha estación de alimentación de productos (105), a lo largo de un trayecto de alimentación continuo (A1), sustancialmente horizontal, y porque los medios de tensión (114) están situados aguas arriba de dicha estación de cierre (108), a lo largo de dicho trayecto (A1) para cooperar con dichos rodillos (112, 113) de dicha estación de cierre (108), para ejercer una determinada tensión por lo menos sobre dicha primera banda (102).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/001261.
Solicitante: I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A..
Nacionalidad solicitante: Italia.
Dirección: Via Emilia, 428-442 40064 Ozzano dell' Emilia (BO) ITALIA.
Inventor/es: CONTI, ROBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B41/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 41/00 Suministro o alimentación de hojas para formar el receptáculo o de material para envolver. › Posicionado de hojas, de cintas o de bandas.
- B65B5/10 B65B […] › B65B 5/00 Embalaje de objetos individuales en receptáculo o recipientes, p. ej. sacos, bolsas, cajas, cartones, latas, tarros. › Llenado de receptáculos o recipientes, progresivamente o por etapas sucesivas, introduciendo sucesivamente los objetos o capas de objetos.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
PDF original: ES-2310821_T3.pdf
Fragmento de la descripción:
Máquina de producción de envases blíster destinada a producir envases blíster.
Campo de la invención
La presente invención se refiere a una máquina de producción de envases blíster para producir envases blíster.
En particular, la presenten invención se aplica ventajosamente a la producción de envases blíster que contengan productos farmacéuticos como tabletas, cápsulas, píldoras, gránulos y productos similares, a los que se referirá la siguiente descripción sin pérdida de su carácter general.
Antecedentes de la invención
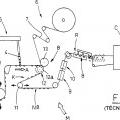
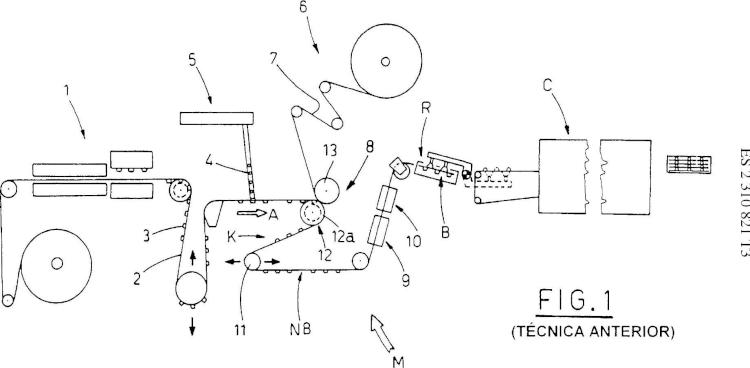
En la actualidad, una máquina de producción de envases blíster conocida M, para la producción de envases blíster según la Figura 1 (técnica anterior) incluye: una estación 1, en la que se termoforma una primera banda continua 2 de material termoformable (por ejemplo PVC) con el objetivo de definir una banda blíster con blíster 3 que contienen productos 4, estando impulsada la banda blíster 2 de forma continua a lo largo de un determinado trayecto de alimentación A que presenta una ruta variable; una estación 5 para la alimentación de productos 4, que presenta una unidad para llenar cada blíster 3 con el correspondiente producto 4; una estación 6 para impulsar una segunda banda 7 (por ejemplo, de aluminio) , que se alimente continuamente sobre la banda blíster 2 llenada con los productos 4; una estación 8 para cerrar la primera banda blíster 2 con la segunda banda 7 por termosellado, con objeto de obtener una banda continua de envases blíster NB.
Aguas abajo de la estación de cierre 8, a lo largo del trayecto de alimentación A con ruta variable, se sitúa también una estación 9, donde la banda continua de envases blíster NB se imprime o troquela, y una estación 10 donde la banda continua de envases blíster NB se precorta para definir las líneas de precorte en la banda continua de envase blíster NB.
Posteriormente, la banda continua de envases blíster NB con las líneas de precorte se divide, por ejemplo, cortando en una estación de corte R, para definir una pluralidad de envases blíster individuales B.
Aguas abajo de la estación de corte R, los envases individuales blíster B se retiran y se envían a una unidad de encaje C, para ser embalados en cajas apropiadas de la forma conocida.
Generalmente, la estación de cierre 8 presenta dos rodillos opuestos acoplados entre sí, es decir incluye un primer rodillo inferior de accionamiento retrocedido, que presenta ranuras en toda la circunferencia 12a para contener blíster 3 con productos 4, y un segundo rodillo 13, situado en oposición y por encima del rodillo de accionamiento 12 que esta provisto de medios de calentamiento, para calentar y unir por presión las dos bandas 2 y 7, que están situadas una encima de la otra.
Como puede observarse en la máquina M de la Figura 1, la unión de las dos bandas, que presenta como resultado la banda continua de envases blíster NB, presenta lugar en una línea tangencial entre los rodillos opuestos 12, 13, mientras se obtiene una adherencia efectiva durante el arrastre de la de banda de envases blíster NB debido al contacto de la de banda de envases blíster NB a lo largo de un amplio arco definido en la superficie periférica del rodillo de accionamiento 8a. La banda NB se dirige a través de un rodillo doblador 11 y a lo largo de una sección en ángulo agudo del trayecto de arrastre A, aguas abajo de la estación de cierre 8 y definiendo un bucle K.
El rodillo guía 11, que define el bucle K y que permite la máxima adherencia por el rodillo de accionamiento 12 en la banda NB, puede oscilar también entre diferentes posiciones de trabajo, con objeto de permitir la alimentación continua de la banda NB a lo largo del trayecto A. Esta oscilación es necesaria ya que una alimentación continua de las bandas 2 y 7, y como consecuencia de la banda NB debe adaptarse a una operación de la estación de estampación 9 y la estación de precorte 10, que en las máquinas de producción de envases blíster conocidas presenta lugar de modo intermitente.
El documento DE 201 18 881 U1 da a conocer una máquina de producción de envases blíster según el preámbulo de la reivindicación 1.
Sumario de la invención
El objetivo de la presente invención es proponer una máquina de producción de envases blíster cuya estructura es más simple y más compacta en relación a las máquinas de producción de envases blíster conocidas, citadas anteriormente, lo que da como resultado una considerable reducción de tamaño.
En particular, un objetivo de la presente invención es la simplificación de la estructura y funcionalidad de la estación de cierre de las bandas, con el fin de aumentar la velocidad de producción del conjunto de la máquina de producción de envases blíster.
Otro objetivo de la presente invención es la mejora de la estructura de la estación de cierre de las bandas, eliminando la posibilidad de producir un curvado no deseado de la banda blíster debido a la unión de las bandas mediante calor.
Un objetivo adicional de la presente invención es mejorar la estructura de la estación de cierre de las bandas, evitando el contacto entre la banda de cierre todavía caliente y los productos introducidos en el interior de los blíster, durante el sellado de la unión.
Según la presente invención, una máquina de producción de envases blíster para producir envases blíster incluye una línea de producción que comprende consecutivamente por lo menos una estación de termoconformado de una primera banda continua de material termoconformable, con el objetivo de definir una banda blíster con blíster que contienen productos; una estación para alimentar dichos productos y llenar dicha banda blíster con ellos; una estación de alimentación de una segunda banda, alimentando la segunda banda continuamente sobre dicha banda blíster llenada con los productos; una estación de cierre donde la primera banda blíster es sellada por dicha segunda banda para obtener una banda de envases blíster, incluyendo dicha estación de cierre dos rodillos opuestos, siendo el rodillo situado en el nivel inferior un rodillo de accionamiento; y una estación de corte en la cual dicha banda de envases blíster se corta en los respectivos envases blíster; estando caracterizada dicha máquina en que dicha línea de producción se extiende, por lo menos comenzando desde dicha estación de alimentación de productos, a lo largo de un trayecto continuo de alimentación, sustancialmente horizontal, y en que los medios de tensión están situados aguas arriba de dicha estación de cierre, a lo largo de dicho trayecto, para cooperar con dichos rodillos de dicha estación de cierre para aplicar una determinada tensión, por lo menos en la primera banda.
Breve descripción de los dibujos
Las características técnicas de la presenten invención, según los anteriores objetivos, se comprenden claramente a partir del contenido de las reivindicaciones expuestas a continuación, y las ventajas de la presenten invención se apreciarán mejor a partir de la siguiente descripción detallada, haciendo referencia a las figuras incluidas, que muestran una forma de realización preferida, como un ejemplo simple y no limitativo, en la cual:
- la Figura 1 es una vista esquemática y en perspectiva de una máquina de producción de envases blíster conocida (técnica anterior) ;
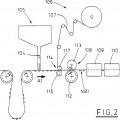
- la Figura 2 es una vista frontal esquemática de una forma de realización preferida de la máquina de producción de envases blíster propuesta por la presente invención;
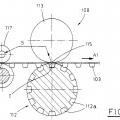
- la Figura 3 es una vista frontal parcialmente seccionada, con algunos elementos retirados para mayor claridad, de una forma de realización preferida de una estación de trabajo que es una parte íntegra de la máquina de producción de envases blíster esquematizada en la Figura 2.
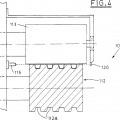
- la figura 4 es una vista lateral detallada de un aspecto particular de la estación de trabajo de la Figura 3, con algunos elementos retirados; y
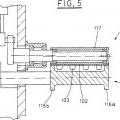
- la Figura 5 es una vista lateral en sección de un grupo de trabajo que es una parte de la estación de trabajo de las Figuras 3 y 4.
Mejores modos de poner en práctica la invención
Haciendo referencia a la Figura 2, la referencia M1 designa generalmente una máquina de producción de envases blíster, propuesta por la presente invención, para producir envases blíster que contienen productos, preferentemente farmacéuticos.
Para una mayor sencillez de la descripción y claridad de la comparación entre la máquina M1 propuesta por la presenten invención y la máquina M de la técnica anterior. Los elementos constitutivos de la máquina M1 ilustrada en la Figura 2 se describirá y se designará con números... [Seguir leyendo]
Reivindicaciones:
1. Máquina de producción de envases tipo blíster (MI) para producir unos envases blíster (B1) que presenta una línea de producción, que incluye de forma consecutiva por lo menos una estación termoconformadora (101) de una primera banda continua (102) de material termoconformable, con el objetivo de definir una banda blíster (102) con unos blíster que contienen unos productos (104) ; una estación (105) para alimentar dichos productos (104) y llenar dicha banda blíster (102) con estos últimos; una estación de alimentación (106) de una segunda banda (107) , que alimenta continuamente la segunda banda (107) sobre dicha banda blíster (102) llenada con dichos productos (104) ; una estación de cierre (108) en la que dicha primera banda blíster (102) es sellada por dicha segunda banda (107) para obtener una banda de envases blíster (NB1) , incluyendo dicha estación de cierre (108) dos rodillos opuestos (112, 113) , siendo el rodillo situado en el nivel inferior un rodillo de accionamiento; y una estación de corte (R1) , en la cual dicha cinta de envase blíster se corta en los correspondientes envases blíster (B1) ; estando caracterizada la máquina porque dicha línea de producción se extiende, por lo menos, empezando desde dicha estación de alimentación de productos (105) , a lo largo de un trayecto de alimentación continuo (A1) , sustancialmente horizontal, y porque los medios de tensión (114) están situados aguas arriba de dicha estación de cierre (108) , a lo largo de dicho trayecto (A1) para cooperar con dichos rodillos (112, 113) de dicha estación de cierre (108) , para ejercer una determinada tensión por lo menos sobre dicha primera banda (102) .
2. Máquina, según la reivindicación 1, caracterizada porque dichos medios de tensión (114) incluyen una par de rodillos (116, 117) , enfrentados entre sí y situados en los lados opuestos de, por lo menos, dicha primera banda blíster (102) , siendo por lo menos un rodillo (116) de dichos rodillos (116, 117) un rodillo accionado por motor; aplicando dicha tensión en dicha por lo menos primera banda blíster (102) con el fin de asegurar una correcta y completa adaptación a lo largo de una línea (T) determinada por lo menos por un blíster (103) de dicha primera banda blíster (102) , y el correspondiente asiento (112a) realizado en el rodillo de accionamiento (112) de dichos rodillos (112, 113) de dicha estación de cierre (108) .
3. Máquina, según la reivindicación 2, caracterizada porque incluye unos medios (115) para detectar y controlar el acoplamiento entre dicho blíster (103) y dicho asiento (112a) realizado en dicho rodillo de accionamiento (112) de dicha estación de cierre (108) ; accionando dichos medios de detección y control (115) en contrareacción sobre dichos medios de tensión (114) , a fin de activarlos, es decir, generar una tensión de freno en dicha primera banda blíster (102) cuando dichos medios de control (115) detectan un acoplamiento erróneo de dicho asiento (112a) y dicho blíster (103) .
4. Máquina, según la reivindicación 3, caracterizada porque la sección transversal de dicho rodillo accionado por motor (116) de dichos medios de tensión (114) presenta por lo menos dos anillos (116a, 116b) que soportan los bordes de dicha banda blíster (102) a fin de generar una tensión de frenado en correspondencia con una señal de mando (S) enviada por dichos medios de detección y control (115) .
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]