MÁQUINA DE ENVASADO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ENVASES PARTIENDO DE UN ELEMENTO LAMINAR.
Máquina de envasado (1) para la fabricación de envases partiendo de un elemento laminar (7),
que tiene, como mínimo, una estación de trabajo (2, 3) en la que se actúa con depresión o sobrepresión sobre el elemento laminar (7), de manera que la presión y/o el caudal se regulan mediante un regulador proporcional (24, 25), de manera que el regulador proporcional (24, 25) presenta una válvula (29) y un conjunto electrónico de regulación (30) que regula la válvula (29) con dependencia de un valor de presión de referencia predeterminado y/o un valor de caudal de referencia y un valor real medido de la presión y/o del caudal, caracterizada porque la estación de trabajo es una estación de conformación (2) y porque la regulación está constituida de manera tal que al inicio de la deformación, la válvula (29) está abierta de forma completa durante un corto periodo de tiempo, y a continuación la presión se limita y se reajusta
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08011950.
Solicitante: MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 4 87787 WOLFERTSCHWENDEN ALEMANIA.
Inventor/es: EHRMANN, ELMAR, Kirmse,Herbert.
Fecha de Publicación: .
Fecha Solicitud PCT: 2 de Julio de 2008.
Clasificación Internacional de Patentes:
- B65B31/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › Embalaje de objetos o material bajo condiciones atmosféricas o gaseosas particulares; Adición de propulsantes a los recipientes para aerosol.
- B65B47/08 B65B […] › B65B 47/00 Aparatos o dispositivos para formar bolsas o recipientes en o a partir de hojas, bandas o tiras, que tienen esencialmente una matriz en la que el material es comprimido o una matriz de plegado a través de la cual se desplaza el material. › por aplicación de presión ejercida por un fluido.
- B65B57/00 B65B […] › Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18).
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361114_T3.pdf




Fragmento de la descripción:
[001] La presente invención se refiere a una máquina de envasado y a un procedimiento para la fabricación de envases a partir de un elemento laminar.
[002] En máquinas de envasado y en especial en las estaciones de conformación y de estanqueización de las máquinas de envasado, es necesario proporcionar presión para el calentamiento del elemento laminar, para la conformación del mismo y para el sellado del envase. En los sistemas conocidos hasta el momento, la presión es controlada mediante tiempos ajustables manualmente o reguladores de presión manuales, es decir, se genera una presión determinada por la apertura de una válvula durante un tiempo predeterminado. Por lo tanto, la presión sufre variaciones y no se puede conseguir un carácter reproducible. Esto es especialmente desfavorable porque diferentes formas de envase y de elementos laminares requieren distintos ajustes en una máquina de envasado, lo cual repercute en la capacidad de reproducción.
[003] Además, en la desgasificación de envases, las válvulas utilizadas hasta el momento, con regulador de presión manual, requieren una contrapresión que a menudo se constituye demasiado tarde para conseguir un proceso de regulación rápido, sobre todo en cámaras de pequeñas dimensiones, y por lo tanto provoca el hinchamiento del envase.
[004] La utilización de reguladores proporcionales, que presentan una técnica de medición y de regulación, no es habitual en máquinas de envasado, puesto que éstos aumentan la presión demasiado lentamente. De todos modos se conoce por el documento EP 0 192 605 A1 una máquina de envasado del tipo antes mencionado que está constituida en forma de máquina para bolsas de tipo tubular. Otra máquina de envasado que intenta realizar una regulación de la presión mediante conmutadores sensibles a la presión es conocida por el documento US 3.714.754. Además, el documento EP 0 461 689 A1 describe la medición de velocidad y los documentos US 2001/028124 A1 y GB 1 445 530 el control de la temperatura con ayuda de los correspondientes circuitos de regulación.
[005] Los reguladores proporcionales conocidos hasta el momento no pueden abrir la válvula de manera completa al inicio de la regulación, puesto que existe el riesgo de aumentar la presión en exceso. Por lo tanto, son demasiado lentos. Además, se pueden superar los límites de resistencia del material.
[006] Es un objetivo de la invención el dar a conocer una máquina de envasado mejorada y un procedimiento mejorado para la fabricación de envases partiendo de un elemento laminar, que eviten los inconvenientes antes citados.
[007] Este objetivo se consigue mediante un dispositivo, de acuerdo con la reivindicación 1 y un procedimiento, según la reivindicación 6. Otros desarrollos adicionales de la invención se indican en las reivindicaciones dependientes.
[008] Una ventaja de esta máquina de envasado y del procedimiento para la fabricación de envases partiendo de un elemento laminar, es la capacidad de reproducción de los parámetros ajustados específicamente para el envase. El control a través del regulador proporcional es utilizable en diferentes estaciones de trabajo de una máquina de envasado, tal como estación de conformación, estación de sellado, etc. Además, el regulador puede ser utilizado simultáneamente como válvula, de manera que se ahorra un elemento constructivo con respecto a los sistemas conocidos hasta el momento, que requieren una válvula y un regulador de presión.
[009] Otra utilización ventajosa de la invención se produce en el proceso de desgasificación. Con el procedimiento objeto de la invención y su dispositivo resulta posible realizar un aumento suave del caudal en el envase y posteriormente un aumento rápido para evitar el hinchado del envase a causa de la falta de contrapresión al principio y la regulación demasiado tardía resultante de ello.
[0010]Otra ventaja de la invención consiste en posibilitar el control de calidad del proceso, mediante la capacidad de reproducción. No existen posibilidades de fallo por el ajuste manual de las presiones. Los valores necesarios pueden ser almacenados como función del proceso y se pueden llamar automáticamente durante éste. Mediante el sistema de control/regulación, se dispone de la garantía de que durante la totalidad del tiempo de proceso existe la misma presión en el dispositivo.
[0011]Otras características y utilidades de la invención resultarán de la descripción de ejemplos de realización en base a los dibujos adjuntos. En las figuras:
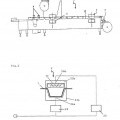
La figura 1 muestra una vista en alzado lateral esquemática de una máquina de envasado con una estación de conformación de sellado y de corte;
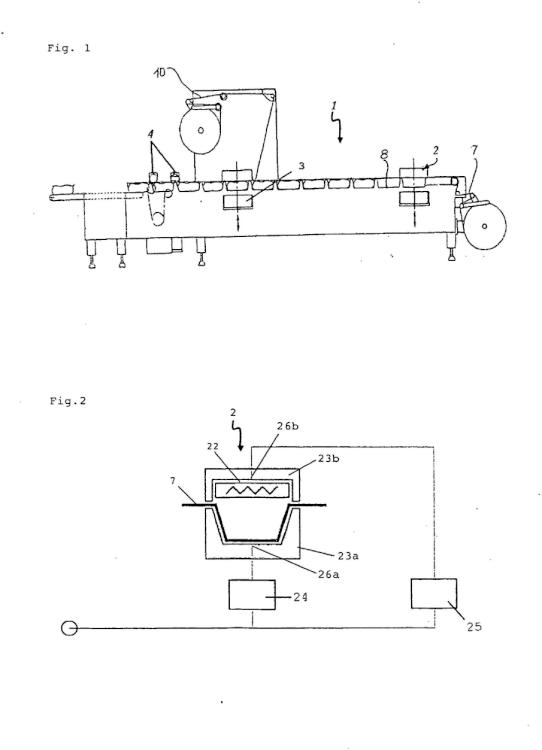
La figura 2 es una vista esquemática de una estación de conformación con la regulación de presión según la invención;
La figura 3 es un diagrama de bloques esquemático del regulador proporcional y del control;
La figura 4a es un diagrama para la comparación de un ajuste de presión (h) del tipo conocido anteriormente con el ajuste de presión (e), según la invención, mediante un regulador proporcional;
La figura 4b muestra un diagrama para la comparación de la regulación conocida hasta el momento con la regulación proporcional según la invención;
La figura 5a muestra un gráfico (40a) de la variación de presión en un proceso de calentamiento sin regulador proporcional;
La figura 5b muestra un gráfico (40b) de la variación de presión en un proceso de conformación sin regulador proporcional;
La figura 6a muestra un gráfico (41a) de la variación de presión en un proceso de calentamiento con regulador proporcional;
La figura 6b muestra un gráfico (41b) de la variación de presión en un proceso de conformación con regulador proporcional.
[0012]Tal como se puede apreciar en la figura 1, una máquina de envasado (1), de acuerdo con una forma de realización, presenta una o varias estaciones de conformación (2), una o varias estaciones de formación de vacío y sellado (3) y una estación de corte (4). Por el lado de la entrada se prevé la alimentación de una lámina inferior (7) que es guiada desde el lado de entrada a través de las estaciones hasta el final de la estación de salida. De manera conocida, en la estación de conformación (2) tiene lugar la conformación de recipientes (8) por embutición profunda. Éstos son llenados a continuación con el producto a envasar. Antes de la entrada a la estación de formación de vacío y sellado (3), una lámina superior (10) será alimentada antes de la entrada a la estación de formación de vacío y de sellado (3) a la cara superior de la lámina inferior (7), prácticamente como tapa para los recipientes (8). En la estación de formación de vacío y sellado (3) se forma vacío en el envase conseguido por embutición profunda y se efectúa su sellado. En la estación de corte (4), los envases son objeto del corte final.
[0013]A continuación, se describirá la estación de conformación (2) en base a la figura 2. La estación de conformación (2) presenta una parte superior (23b) de la cámara y una parte inferior (23a) de la propia cámara, así como una placa de calefacción (22) prevista en la parte superior (23b) de la cámara. Tanto la parte inferior (23a) de la cámara como también la parte superior (23b) de la misma están unidas de modo correspondiente con una alimentación de presión (26a) ó (26b) que por su parte están unidas a una fuente de presión (27) para facilitar sobrepresión o depresión. A cada una de las alimentaciones de aire a presión está previamente conectado un regulador proporcional
(24) ó (25). La lámina inferior (7) puede ser tensada entre la parte inferior (23a) de la cámara y la parte superior (23b) de la misma y puede ser calentada mediante la placa de calentamiento (22). Para este proceso es necesaria una presión definida para evitar caídas de presión y arrugado de los elementos laminares. La presión es generada a través del regulador proporcional (24). El regulador proporcional (25) sirve para aplicar la presión definida a la parte inferior de la cámara para la conformación del elemento laminar inferior.
[0014]La figura 3 muestra la unión entre el regulador proporcional (24) ó (25) de un control (28) de la máquina y la estación de conformación (2). El regulador proporcional (24) ó (25) contiene una válvula (29) y un conjunto electrónico de regulación (30) para la válvula. El... [Seguir leyendo]
Reivindicaciones:
1. Máquina de envasado (1) para la fabricación de envases partiendo de un elemento laminar (7), que tiene, como mínimo, una estación de trabajo (2, 3) en la que se actúa con depresión o sobrepresión sobre el elemento laminar (7), de manera que la presión y/o el caudal se regulan mediante un regulador proporcional (24, 25), de manera que el regulador proporcional (24, 25) presenta una válvula (29) y un conjunto electrónico de regulación (30) que regula la válvula (29) con dependencia de un valor de presión de referencia predeterminado y/o un valor de caudal de referencia y un valor real medido de la presión y/o del caudal, caracterizada porque la estación de trabajo es una estación de conformación (2) y porque la regulación está constituida de manera tal que al inicio de la deformación, la válvula (29) está abierta de forma completa durante un corto periodo de tiempo, y a continuación la presión se limita y se reajusta.
2. Máquina de envasado, según la reivindicación 1, caracterizada porque el regulador proporcional (24, 25) está conectado con un dispositivo de control de máquina (28), del que recibe un valor de referencia predeterminado y/o un valor de caudal de referencia, y por el cual es regulado.
3. Máquina de envasado, según la reivindicación 1 ó 2, caracterizada porque una presión y/o caudal predeterminados, que se deben ajustar a través del regulador proporcional (24, 25), se pueden ajustar preferentemente mediante una pantalla y se pueden almacenar en una memoria.
4. Dispositivo, según una de las reivindicaciones 1 a 3, caracterizado porque el regulador proporcional (24, 25) está constituido de forma tal que la presión y/o el caudal son reajustables durante el proceso.
5. Dispositivo, según una de las reivindicaciones 1 a 4, caracterizado porque el regulador proporcional (24, 25) está constituido de forma tal que se puede captar la presión real que se produce en la estación de trabajo (2, 3).
6. Procedimiento para la fabricación de envases a partir de un elemento laminar (7) en una máquina de envasado (1) que tiene, como mínimo, una estación de trabajo (2, 3) en la que se actúa mediante depresión o sobrepresión sobre el elemento laminar (7) para conformar un envase, de manera que se regula la presión y/o el caudal mediante un regulador proporcional (24, 25), y en el que mediante un conjunto de regulación electrónica (30) del regulador proporcional (24, 25) se regula una válvula (29) con dependencia de un valor de referencia de la presión predeterminado y/o un valor de referencia del caudal y un valor real de presión medido y/o valor real de caudal, caracterizado porque la regulación tiene lugar de manera tal que al inicio de la deformación la válvula (29) se abre de modo completo durante un corto periodo de tiempo y a continuación la presión se limita y se reajusta.
7. Procedimiento, según la reivindicación 6, en el que de un dispositivo de control (28) de la máquina, conectado al regulador proporcional (24, 25), se transfiere un valor de referencia de la presión y/o un valor de referencia del caudal predeterminados.
8. Procedimiento, según la reivindicación 6 ó 7, caracterizado porque una presión y/o caudal predeterminados que se deben ajustar a través del regulador proporcional (24, 25), se pueden ajustar preferentemente mediante una pantalla y se pueden almacenar en una memoria.
9. Procedimiento, según la reivindicación 6 a 8, caracterizado porque el regulador proporcional (24, 25) está construido de manera tal que la presión y/o el caudal son reajustados durante el proceso.
10. Procedimiento, según la reivindicación 6 a 9, porque el regulador proporcional (24, 25) está constituido de manera tal que se puede captar la presión real que se produce en la estación de trabajo (2, 3).
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]