Aparato para llenar recipientes flexibles con un fluido, por ejemplo productos alimenticios, tales como nata, yogur, purés y zumos de frutas, verduras y similares.
Aparato para llenar recipientes flexibles con un fluido, por ejemplo productos alimenticios,
tales como nata, yogur, purés y zumos de frutas, verduras y similares
La presente invención se refiere a un aparato para llenar recipientes flexibles con un fluido, por ejemplo productos alimenticios, tales como nata, yogur, miel, purés y zumos de verduras y frutas, medicamentos y similares.
Es bien conocido cómo en la actualidad los consumidores tienen un abanico extremadamente variado de productos a su disposición en forma de fluido, especialmente productos alimenticios, contenidos en recipientes flexibles, por ejemplo, formados de dos películas de materiales plásticos orientadas una hacia la otra.
El llenado de los recipientes con un fluido es una operación extremadamente importante que debe satisfacer un número de requisitos: el recipiente se debe llenar con una cantidad preestablecida y constante de fluido, el procedimiento de llenado debe ser rápido (para ahorrar en costes de producción), el fluido no se debe desperdiciar vertiéndolo en el exterior del recipiente, el exterior del recipiente no se debe ensuciar por el fluido, el llenado se debe realizar en un entorno estéril y demás requisitos adicionales.
En la esfera del aparato de llenado de recipientes, es de crucial importancia la válvula de llenado que llena el recipiente con fluido cuando está acoplada a él.
Un modo de realización de tal válvula se ilustra en los documentos EP-A1-0894723, US 2006/0278302 A1 y US 4832096. Tales válvulas realizan tres funciones esenciales consecutivas: permiten la creación de un vacío en el recipiente flexible, llenando el recipiente con el fluido y, por último, el suministro de una cantidad de gases inertes, para actuar como una barrera de antioxidación.
El propósito de la presente invención es hacer un aparato de llenado en el que la válvula tenga una estructura simplificada para reducir el riesgo de acumulación de fluido en áreas inaccesibles y la consecuente formación de focos bacterianos.
Tal propósito se consigue mediante un aparato de llenado hecho de acuerdo con la reivindicación 1. Las reivindicaciones dependientes describen variaciones de modos de realización.
Las características y ventajas del aparato de acuerdo con la presente invención serán evidentes a partir de la siguiente descripción, hecha a modo de un ejemplo no limitativo, de acuerdo con las figuras adjuntas, en las que:
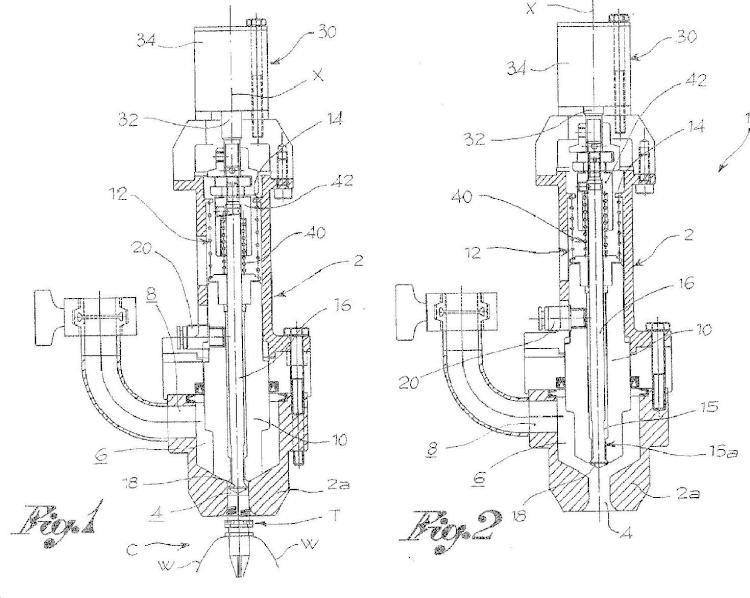
- la figura 1 muestra una sección de una válvula de un aparato de llenado de acuerdo con la presente invención, en una configuración de vacío y de suministro de gas;
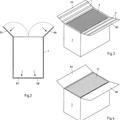
- la figura 2 muestra la válvula en la figura 1 en una configuración de llenado;
Un aparato para llenar recipientes flexibles, tales como un recipiente C que comprende un tubo flexible T, y dos paredes W hechas de película flexible, unidas entre sí a lo largo del borde, entre el que se inserta el tubo flexible T, comprende una válvula de llenado 1.
La válvula 1 comprende un cuerpo tubular principal 2, que se extiende principalmente a lo largo de un eje principal X. El cuerpo principal 2 comprende una pared de extremo 2a, en la que se abre un conducto principal 4, que sale en un compartimento principal 6 en el interior del cuerpo 2.
El compartimento principal 6 se coloca en comunicación con dispositivos de suministro de fluido del aparato (no mostrados) por medio de un conducto de suministro de fluido 8, adecuado para suministrar el fluido con el que se llena el recipiente.
Durante el funcionamiento normal, el tubo flexible T del recipiente C se inserta en el conducto principal 4 de la pared de extremo 2a.
Además, la válvula 1 comprende un obturador 10 que se desliza en el cuerpo principal 2 y que tiene una forma tubular alargada a lo largo del eje principal X.
De acuerdo con un modo de realización preferente, el obturador 10 está hecho de material de polímero.
El extremo del obturador orientado hacia la pared de extremo 2a está ahusado, como lo está la pared de extremo 2a a la entrada del conducto principal 4, de modo que cuando el obturador está en contacto con la pared de extremo, bloquea la comunicación entre el compartimento principal 6 y el conducto principal 4.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10157982.
Solicitante: Flextech S.r.l.
Nacionalidad solicitante: Italia.
Dirección: Via Carlo Mussa 266 15073 Castellazzo Bormida (AL) ITALIA.
Inventor/es: LAGUZZI,FULVIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B31/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 31/00 Embalaje de objetos o material bajo condiciones atmosféricas o gaseosas particulares; Adición de propulsantes a los recipientes para aerosol. › Hacer el vacío, poner bajo presión o bajo un gas especial, receptáculos o embalajes llenos por medio de boquillas, a través de las cuales se envía o se extrae aire u otro gas, p. ej. un gas inerte.
- B65B39/00 B65B […] › Boquillas, embudos o guías para introducir objetos o materiales en los receptáculos o los embalajes.
- B65B39/04 B65B […] › B65B 39/00 Boquillas, embudos o guías para introducir objetos o materiales en los receptáculos o los embalajes. › con pasos para el escape o la evacuación del aire.
- B65B55/02 B65B […] › B65B 55/00 Conservación, protección o purificación de paquetes o de conjunto paquete-contenido (embalando en condiciones atmosféricas o gaseosas especiales B65B 31/00; dispositivos para colocar hojas, tapones o zunchos de protección alrededor del contenido B65B 61/22). › Esterilización, p. ej. de paquetes acabados.
PDF original: ES-2552824_T3.pdf
Patentes similares o relacionadas:
Recipiente para uso en el procesamiento de alimentos, del 3 de Junio de 2020, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Un recipiente multicapa para procesamiento a elevada temperatura y alta presión de un material dentro del recipiente, usando un líquido de transmisión de presión dentro […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
 Material de embalaje, un embalaje compuesto producido a partir de ello y un recipiente para el alojamiento de material de embalaje, del 29 de Enero de 2020, de SIG TECHNOLOGY AG: Material de embalaje, en particular envoltura de embalaje (S), recorte (B) o un producto en banda enrollado formando un rollo (R) para la fabricación de […]
Material de embalaje, un embalaje compuesto producido a partir de ello y un recipiente para el alojamiento de material de embalaje, del 29 de Enero de 2020, de SIG TECHNOLOGY AG: Material de embalaje, en particular envoltura de embalaje (S), recorte (B) o un producto en banda enrollado formando un rollo (R) para la fabricación de […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Jeringa mejorada, del 15 de Enero de 2020, de CONSORT MEDICAL PLC: Una jeringa propulsable por propelente que hierve a una temperatura predeterminada, la jeringa comprende: un cilindro que […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Máquina de cierre de bandejas, del 11 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de cierre de bandejas con un dispositivo de control , una estación de sellado , que comprende una parte superior de la herramienta […]
Aparato de envasado, del 27 de Noviembre de 2019, de Omori Machinery Co., Ltd: Un aparato de envasado que comprende: un dispositivo de transporte configurado para transportar un producto encerrado en una […]