LINEA DE EMPAQUETAR MULTIFUNCIONAL.
Línea de empaquetar multifuncional que se extiende longitudinalmente para empaquetar productos (P) en paquetes del tipo de caja de dos piezas obtenidos a través de una bandeja en bruto (B) y una cubierta en bruto (A/A1) y para empaquetar productos (P) en paquetes envueltos obtenidos a través de un único envoltorio en bruto (C),
dicha línea de empaquetar comprendiendo:
- medios inferiores funcionales duales de colocación, transporte y conformación (100), alternativamente utilizados para colocar una bandeja en bruto (B) por debajo de la base del producto (P) y después plegar dicha bandeja en bruto (B) alrededor de la base del producto (P) trasladando dicha bandeja en bruto (B) y el producto (P) aguas abajo, o utilizados para colocar un envoltorio en bruto (C) por debajo de la base del producto (P) y plegar la parte inferior de dicho envoltorio en bruto (C) alrededor de la base del producto (P) trasladando dicho envoltorio en bruto (C) y el respectivo producto (P) aguas abajo;
- medios superiores de colocación, transporte y conformación (200), que adoptan por lo menos dos configuraciones:
a) una primera configuración operativa en la cual dichos medios (200) pueden insertar y colocar una cubierta en bruto (A/A1) encima del producto (P) y después trasladar dicha cubierta en bruto (A/A1) aguas abajo y durante dicho traslado pueden plegar dicha cubierta en bruto (A/A1) encima del producto (P) mientras dicho producto (P) por debajo es trasladado aguas abajo;
b) una segunda configuración no operativa
- medios superiores de conformación y plegado (300) colocados aguas abajo de dichos medios de colocación, transporte y conformación (200) y utilizados para plegar y conformar la parte superior de dicho envoltorio en bruto (C) encima del producto (P) mientras el producto (P) por debajo es trasladado aguas abajo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08101877.
Solicitante: BAUMER S.R.L..
Nacionalidad solicitante: Italia.
Dirección: VIA EMILIA OVEST, 93,41013 CASTELFRANCO EMILIA (MOD.
Inventor/es: GAMBETTI,CRISTINA.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Febrero de 2008.
Fecha Concesión Europea: 7 de Abril de 2010.
Clasificación PCT:
- B65B21/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 21/00 Embalaje o desembalado de botellas (atado de paquetes de botellas B65B 27/04). › Envolvimiento de botellas.
- B65B5/02 B65B […] › B65B 5/00 Embalaje de objetos individuales en receptáculo o recipientes, p. ej. sacos, bolsas, cajas, cartones, latas, tarros. › Máquinas caracterizadas por la incorporación de medios para fabricar los receptáculos o recipientes (fabricación de receptáculos o recipientes con un fin diferente de la presente aplicación, ver las subclases apropiadas).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Línea de empaquetar multifuncional.
La presente invención se refiere a una línea de empaquetar multifuncional.
En particular, esta invención se refiere a una línea de empaquetar multifuncional que puede empaquetar productos en paquetes del tipo de dos piezas que comprende una bandeja cuadrangular con bordes laterales y una cubierta conformada como una "U" invertida, o también que puede empaquetar productos en paquetes que comprenden una bandeja cuadrangular con bordes laterales y una cubierta cuadrangular con bordes laterales, o también que puede empaquetar los mismos productos en los denominados paquetes envueltos que comprenden una única pieza.
Antecedentes de la invención
Actualmente, las líneas de empaquetar conocidas no permiten obtener la multifuncionalidad descrita antes.
El propósito de la invención es superar los inconvenientes anteriormente mencionados.
La invención, la cual está caracterizada por las reivindicaciones, resuelve el problema de la creación de una línea de empaquetar multifuncional que se extiende longitudinalmente y que puede empaquetar productos en cajas de dos piezas obtenidas por medio de una bandeja en bruto y una tapa en bruto o empaquetar productos en paquetes del tipo envuelto obtenidos por medio de un único envoltorio en bruto en el cual la línea de empaquetar multifuncional está caracterizada por el hecho de que comprende medios inferiores funcionales duales de colocación-transporte-conformación, que alternativamente pueden colocar una bandeja en bruto bajo la base del producto y después plegar dicha bandeja en bruto alrededor de la base del producto, trasladar esta bandeja en material en bruto y el producto respectivo aguas abajo, o también que puede colocar un envoltorio en bruto por debajo de la base del producto y plegar la parte inferior de dicho envoltorio en bruto alrededor de la base del producto, trasladar dicho envoltorio en bruto y el respectiva producto aguas abajo; medios superiores de colocación-transporte-conformación los cuales pueden insertar y colocar una cubierta en bruto encima del producto y después trasladar aguas abajo dicha cubierta en bruto y durante dicha traslación pueden plegar dicha cubierta en bruto encima del producto mientras dicho producto por debajo es trasladado aguas abajo; medios superiores de conformación-plegado que pueden conformar y plegar la parte superior del envoltorio en bruto anteriormente mencionado encima de producto mientras el producto por debajo es trasladado aguas abajo.
Breve descripción de los dibujos
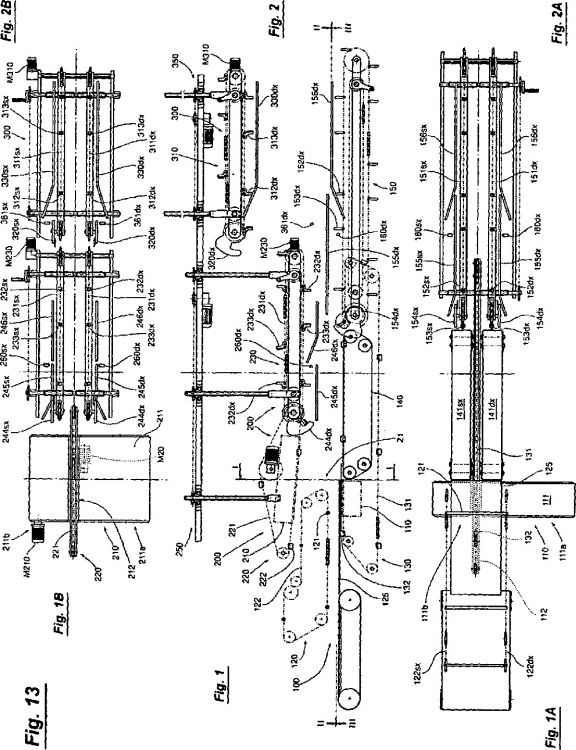
- Las figuras 1 y 2, colocadas una al lado de la otra, muestran una vista lateral de la línea de empaquetar que es el objeto de esta invención;
- las figuras 1A y 2A, colocadas una al lado de la otra, son una vista en planta con respecto a la línea II-II de las figuras 1-2;
- las figuras 1B y 2B, colocadas una al lado de la otra, son una vista en planta con respecto a la línea III-III de las figuras 1-2;
- la figura 1C es una vista con respecto a la línea I-I de la figura 1;
- las figuras 3-4, colocadas una al lado de la otra, son una vista lateral de la línea de empaquetar sujeto de la presente invención cuyo propósito es formar paquetes de dos piezas;
- las figuras 5-6, colocadas una al lado de la otra, son una vista lateral de la línea de empaquetar sujeto de esta invención cuyo propósito es formar paquetes envueltos alrededor;
- la figura 7 ilustra una bandeja en bruto;
- la figura 8 ilustra una cubierta en bruto utilizada para conformar una cubierta en forma de "U" invertida;
- la figura 9 ilustra una cubierta en bruto utilizada para conformar una cubierta de tipo cuadrangular con bordes laterales;
- la figura 10 ilustra un envoltorio en bruto utilizado para formar un paquete;
- las figuras 11-12, colocadas una al lado de la otra, son una vista lateral de la línea de empaquetar sujeto de la presente invención cuyo propósito es formar paquetes de dos piezas según una variante de las figuras 3-4;
- la figura 13 ilustra las figuras 1-2, 1A-2A, 1B-2B unidas juntas.
Con referencia a las figuras 1-2, la línea de empaquetar multifuncional sujeto de la presente invención, se extiende longitudinalmente y puede empaquetar productos en paquetes en forma de caja de dos piezas, obtenidos por medio de dos materiales en bruto separados, es decir, una bandeja en bruto B, véase la figura 7 y una cubierta en bruto A o A1, véase la figura 8 o 9, o también puede empaquetar los productos en paquetes del tipo denominado de envoltorio, utilizando un único envoltorio en bruto C, véase la figura 10.
La línea de empaquetar anteriormente mencionada, con respecto a un plano horizontal medio que está sustancialmente definido por la línea II-II de la figura 1, en el lado inferior, comprende medios inferiores funcionales duales de colocación-transporte-conformación, indicados en el conjunto mediante 100, que comprenden medios individuales o grupos funcionales 110, 120, 130, 140, 150, descritos mejor más adelante en este documento; dichos medios inferiores funcionales duales de colocación-transporte-conformación, 100, pueden ser utilizados alternativamente para insertar y colocar una bandeja en bruto, B, figura 7, por debajo de la base del producto y después plegar dicha bandeja en bruto B alrededor de la base del producto trasladando dicha bandeja en bruto B aguas abajo junto con el producto P, o también utilizados para colocar un envoltorio en bruto C, figura 10, por debajo de la base del producto P y después plegar la parte inferior de dicho envoltorio en bruto C alrededor de la base del producto P, trasladando dicho envoltorio en bruto C aguas abajo junto con el producto P.
Esta línea de empaquetar multifuncional también comprende, en el lado superior, medios superiores de colocación-transporte-conformación, 200, los cuales pueden ser insertados o extraídos con respecto a la línea de empaquetar multifuncional, en donde estos medios superiores de colocación-transporte-conformación 200 son utilizados para insertar y colocar una cubierta en bruto A o A1, (figura 8 o 9) por encima en la parte superior del producto P y después empujar, trasladar y plegar esta cubierta en bruto, A o A1, encima de producto P mientras el producto P por debajo es trasladado aguas abajo.
Aguas abajo de estos medios superiores de colocación-transporte-conformación, 200, existen medios superiores de conformación-plegado, 300, preferiblemente insertados y extraídos con respecto a la línea de empaquetar, en la cual dichos medios de conformación-plegado 300 se utilizan principalmente para conformar y plegar la parte superior del envoltorio en bruto C (figura 10) encima de producto P, mientras dicho envoltorio en bruto C y el producto P por debajo son trasladado aguas abajo, o también opcionalmente pueden ser utilizados para consolidar positivamente o aprehender la parte superior de la cubierta a fin de optimizar las operaciones de cierre de un paquete de dos piezas.
Medios inferiores funcionales duales de colocación-transporte-conformación 100
Con referencia a dichos medios inferiores funcionales duales de colocación-transporte-conformación 100, en su zona aguas arriba comprenden: medios inferiores de inserción-colocación 110, primeros medios de empuje-transporte 120 y segundos medios de empuje-transporte 130.
Los medios inferiores de inserción-colocación 110 pueden insertar y colocar, en una zona de inserción Z1 de dicha línea de empaquetar, una bandeja en bruto B o un envoltorio en bruto C.
Más particularmente, dichos medios inferiores de inserción-colocación 110, véanse también las figuras 3-5 y 5-6, pueden insertar una bandeja en bruto B, o un envoltorio en bruto C, por debajo del producto P, insertando y colocando la pieza en bruto, B o C, por debajo de una placa de apoyo deslizante, 125, en cuya superficie superior puede deslizar el producto P, en la cual dicho producto P está aquí ilustrado como un conjunto de botellas sin ninguna limitación con respecto a otros tipos de productos, tanto monolíticos como de otro tipo.
En particular, véase la figura 3, la bandeja en bruto B es insertada en una configuración plana por debajo de la placa de apoyo 125, mientras, como se ve en la figura 5, el envoltorio en bruto C es insertado en una configuración plegado, con paneles inferiores C-PI y paneles traseros C-PP horizontalmente coplanares entre sí colocados por debajo de la placa de apoyo 125, con el panel delantero C-PA verticalmente colocado enfrente...
Reivindicaciones:
1. Línea de empaquetar multifuncional que se extiende longitudinalmente para empaquetar productos (P) en paquetes del tipo de caja de dos piezas obtenidos a través de una bandeja en bruto (B) y una cubierta en bruto (A/A1) y para empaquetar productos (P) en paquetes envueltos obtenidos a través de un único envoltorio en bruto (C), dicha línea de empaquetar comprendiendo:
- medios inferiores funcionales duales de colocación, transporte y conformación (100), alternativamente utilizados para colocar una bandeja en bruto (B) por debajo de la base del producto (P) y después plegar dicha bandeja en bruto (B) alrededor de la base del producto (P) trasladando dicha bandeja en bruto (B) y el producto (P) aguas abajo, o utilizados para colocar un envoltorio en bruto (C) por debajo de la base del producto (P) y plegar la parte inferior de dicho envoltorio en bruto (C) alrededor de la base del producto (P) trasladando dicho envoltorio en bruto (C) y el respectivo producto (P) aguas abajo;
- medios superiores de colocación, transporte y conformación (200), que adoptan por lo menos dos configuraciones:
- medios superiores de conformación y plegado (300) colocados aguas abajo de dichos medios de colocación, transporte y conformación (200) y utilizados para plegar y conformar la parte superior de dicho envoltorio en bruto (C) encima del producto (P) mientras el producto (P) por debajo es trasladado aguas abajo.
2. Línea de empaquetar según la reivindicación 1 caracterizada por el hecho de que los medios inferiores funcionales duales de colocación, transporte y conformación (100) en su zona aguas arriba comprenden:
- medios inferiores funcionales duales de inserción y colocación (110) para insertar y colocar, en una primera zona de inserción (Z1) de dicha línea de empaquetar, una bandeja en bruto (B) o un envoltorio en bruto (C) por debajo de una placa de apoyo deslizante (125);
- primeros medios inferiores de empuje y transporte (120) para empujar y trasladar el producto (P) aguas abajo haciéndolo deslizar sobre y a lo largo de dicha placa de apoyo (125);
- segundos medios de empuje y transporte (130) para empujar y trasladar aguas abajo la bandeja en bruto (B) o el envoltorio en bruto (C) por debajo de dicha placa de apoyo deslizante (125) desde dicha primera zona Z1.
3. Línea de empaquetar según la reivindicación 2 caracterizada por el hecho de que dichos medios inferiores de inserción y colocación (110) pueden insertar la bandeja en bruto (B) en una configuración plana por debajo de la placa de apoyo (125).
4. Línea de empaquetar según la reivindicación 2 caracterizada por el hecho de que dichos medios inferiores de inserción y colocación (110) pueden insertar el envoltorio en bruto (C) en una configuración plegada, con el panel inferior (B-PI) y el panel trasero (B-PS) colocados horizontalmente coplanares por debajo de la placa de apoyo (125) y con el panel delantero (B-PA) verticalmente colocado enfrente del lado delantero del producto (P).
5. Línea de empaquetar según cualquiera de las reivindicaciones 2 a 4 caracterizada por el hecho de que dichos medios inferiores de inserción y colocación (110) comprenden una primera banda transportadora (111) que se extiende transversalmente con respecto a dicha línea de empaquetar y por el hecho de que esta primera banda transportadora (111) con su rama superior puede aprehender la cara inferior de la bandeja en bruto (B) o el envoltorio en bruto (C) y después puede trasladarla al interior de dicha línea de empaquetar y colocarla en la primera zona (Z1).
6. Línea de empaquetar según la reivindicación 5 caracterizada por el hecho de que dicha banda transportadora (111) es del tipo de banda de succión.
7. Línea de empaquetar según la reivindicación 5 o 6 caracterizada por el hecho de que dicha primera banda transportadora (111) comprende una primera parte extrema (111a) exteriormente colocada con respecto a la línea de empaquetar y una segunda parte extrema (111b) interiormente colocada con respecto a la línea de empaquetar.
8. Línea de empaquetar según cualquiera de las reivindicaciones 2 a 7 caracterizada por el hecho de que dichos medios inferiores de empuje y transporte (120) comprenden un sistema con barras de empuje suspendidas (121).
9. Línea de empaquetar según cualquiera de las reivindicaciones 2 a 8 caracterizada por el hecho de que dichos medios inferiores de empuje y transporte (130) comprenden una cadena (131) equipada con dientes de empuje (132), en la cual dicha cadena (131) se desplaza en un bucle cerrado con una rama superior operativa que se extiende desde aguas arriba hasta aguas abajo, corriendo a través de una muesca (112) obtenida en la parte extrema (111b) de la banda (111).
10. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que dichos medios inferiores funcionales duales de colocación, transporte y conformación (100) adicionalmente comprenden medios de transporte plano (140) colocados aguas abajo de dicha placa de apoyo deslizante (125).
11. Línea de empaquetar según la reivindicación 10 caracterizada por el hecho de que dichos medios de transporte plano (140) comprenden dos bandas de succión (141sx, 141dx) que corren en un bucle cerrado.
12. Línea de empaquetar según la reivindicación 11 caracterizada por el hecho de que entre dichas dos bandas (141sx, 141dx) hay una rama superior de una cadena (131) que corre longitudinalmente y está equipada con dientes de empuje (132) de los medios de empuje-transporte (130).
13. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que dichos medios inferiores funcionales duales de colocación, transporte y conformación (100) comprenden medios inferiores de transporte y plegado (150) con elementos de apoyo-plegado (152sx, 152dx) y elementos de empuje-plegado (153sx, 153dx).
14. Línea de empaquetar según la reivindicación 13 caracterizada por el hecho de que dichos medios inferiores de transporte y plegado (150) comprenden un grupo trasportador con múltiples cadenas (151sx y 151dx) que pueden transportar dichos elementos de apoyo-plegado y de empuje-plegado (152sx-152dx y 153sx-153dx).
15. Línea de empaquetar según la reivindicación 13 o 14 caracterizada por el hecho de que dichos medios inferiores de transporte y plegado (150) están colocados aguas abajo de los medios de trasportador plano (140).
16. Línea de empaquetar según cualquiera de las reivindicaciones 13 a 15 caracterizada por el hecho de que cerca de dichos medios inferiores de transporte y plegado (150) están adicionalmente provistos medios de plegado giratorios (154sx, 154dx).
17. Línea de empaquetar según cualquiera de las reivindicaciones 13 a 15 caracterizada por el hecho de que cerca de dichos medios inferiores de transporte y plegado (150) están adicionalmente provistos medios de plegado estacionarios (155sx, 155dx, 156sx, 156dx).
18. Línea de empaquetar según cualquiera de las reivindicaciones 13 a 17 caracterizada por el hecho de que dichos segundos medios de empuje y transporte (130) se extienden longitudinalmente desde una zona situada aguas arriba de los medios de inserción-colocación (110) hasta llegar a dichos medios inferiores de transporte-plegado (150).
19. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que dichos medios superiores funcionales duales de colocación, transporte y conformación (200) tanto se pueden insertar como extraer con respecto a la línea de empaquetar.
20. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que dichos medios superiores de colocación, transporte y conformación (200) están sostenidos de una manera colgante desde arriba hacia abajo por medio de medios de traslación verticales (250) que los pueden trasladar y colocar verticalmente.
21. Línea de empaquetar según la reivindicación 1 caracterizada por el hecho de que dichos medios superiores de colocación, transporte y conformación (200) ejecutan las siguientes operaciones:
a) colocación de una cubierta en bruto (A) de una manera suspendida encima de un producto (P),
b) transportar aguas abajo dicha cubierta en bruto (A) y a lo largo de dicha traslación plegar dicha cubierta en bruto (A) encima del producto (P) a fin de conformar una cubierta en forma de una "U" invertida.
22. Línea de empaquetar según la reivindicación 1 caracterizada por el hecho de que dichos medios superiores de colocación, transporte y conformación (200) ejecutan las siguientes operaciones:
a) colocación de una cubierta en bruto (A1) de una manera suspendida encima de un producto (P),
b) transportar aguas abajo dicha cubierta en bruto (A1) y a lo largo de dicha traslación plegarla encima del producto (P) a fin de conformar una cubierta cuadrangular con bordes laterales.
23. Línea de empaquetar según la reivindicación 1 caracterizada por el hecho de que dichos medios superiores de colocación, transporte y conformación (200) ejecutan las siguientes operaciones:
a) colocación de una cubierta en bruto (A1) encima de un producto (P),
b) transportar aguas abajo dicha cubierta en bruto (A1) mientras se pliega parcialmente encima del producto (P)
y por el hecho de que dichos medios superiores de conformación y plegado (300) completan las operaciones para obtener el conformado de una cubierta cuadrangular encima del producto (P).
24. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que dichos medios superiores de colocación, transporte y conformación (200) incluyen:
- medios superiores de inserción y colocación (210) que pueden insertar y colocar, de una manera suspendida, en una primera zona de inserción (Z1) de dicha línea de empaquetar, una cubierta en bruto (A/A1) en una configuración plegada enfrente y por encima del producto (P), con el panel trasero (A-PP) y el panel superior (A-PS) colocados horizontalmente coplanares por encima del lado superior del producto (P) y con el panel delantero (A-PA) verticalmente colocado enfrente del lado delantero del producto (P);
- medios superiores de empuje y transporte (220) que pueden empujar y transportar la cubierta en bruto (A/A1), en esta configuración plegada, desde dicha primera zona (Z1) aguas abajo a lo largo de la línea de empaquetar el producto, tan pronto como el lado delantero del producto (P) llega contra o cerca del panel delantero (A-PA) de la pieza en bruto (A/A1);
- medios superiores de empuje, transporte y plegado (230) que pueden empujar y trasladar la cubierta en bruto (A/A1) aguas abajo a lo largo de la línea de empaquetar el producto y que pueden plegar el panel trasero (A-PP) de la cubierta en bruto (A) contra el lado trasero del producto (P).
25. Línea de empaquetar según la reivindicación 24 caracterizada por el hecho de que dichos medios superiores de inserción y colocación (210) comprenden una segunda banda transportadora (211) que se extiende transversalmente con respecto a dicha línea de empaquetar y por el hecho de que dicha banda transportadora (211), con su rama inferior, puede aprehender la cara superior del panel superior (A-PS) o del panel trasero (A-PP) de la cubierta en bruto (A/A1) y después pueden transportarlos en una configuración plegada en el interior de dicha línea de empaquetar productos y colocarlos en la primera zona (Z1).
26. Línea de empaquetar según la reivindicación 24 caracterizada por el hecho de que dicha segunda banda transportadora (211) es del tipo de succión.
27. Línea de empaquetar según las reivindicaciones 24 a 26 caracterizada por el hecho de que la sección transversal de la segunda banda transportadora (211) colocada en el interior de la línea de empaquetar está inclinada desde aguas arriba hacia aguas abajo desde la parte superior hacia la parte inferior con respecto a la dirección en la cual avanzan los productos.
28. Línea de empaquetar según cualquiera de las reivindicaciones 24 a 27 caracterizada por el hecho de que dicha segunda banda transportadora (211) tiene una fuerza de succión previamente determinada que puede mantener la cubierta en bruto (A/A1) en una posición suspendida en dicha zona (Z1) y que puede permitir el traslado de dicha cubierta en bruto (A/A1) aguas abajo manteniéndola suspendida si se aplica una fuerza exterior.
29. Línea de empaquetar según cualquiera de las reivindicaciones 24 a 28 caracterizada por el hecho de que dicha segunda banda transportadora (211) tiene una primera parte extrema (211a) exteriormente colocada con respecto a la línea de empaquetar y una segunda parte extrema (211b) interiormente colocada con respecto a la línea de empaquetar.
30. Línea de empaquetar según cualquiera de las reivindicaciones 24 a 29 caracterizada por el hecho de que dichos medios superiores de empuje y transporte (220) comprenden una cadena de bucle cerrado (211) equipada con dientes de empuje (222) y por el hecho de que dicha cadena (221) corre en una ranura que se extiende longitudinalmente (212) obtenida a partir de los medios superiores de inserción-colocación (210).
31. Línea de empaquetar según cualquiera de las reivindicaciones 24 a 30 caracterizada por el hecho de que dichos medios superiores de empuje, transporte y plegado (230) comprenden un grupo trasportador con cadenas (231sx y 231dx) equipadas con elementos de apoyo-plegado (232sx-232dx) y elementos de empuje-plegado (233sx, 233dx).
32. Línea de empaquetar según cualquiera de las reivindicaciones 24 a 31 caracterizada por el hecho de que cerca de dichos medios superiores de empuje, transporte y plegado (230) están adicionalmente provistos elementos de plegado giratorios (244sx, 244dx).
33. Línea de empaquetar según cualquiera de las reivindicaciones 24 a 32 caracterizada por el hecho de que cerca de dichos medios de empuje, transporte y plegado (230) están adicionalmente provistos elementos de plegado estacionarios (245sx, 245dx, 246sx, 246dx).
34. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que dichos medios superiores de conformación y plegado (300) pueden ser insertados y extraídos con respecto a la línea de empaquetar.
35. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que dichos medios superiores de conformación y plegado (300) están sostenidos desde la parte superior colgando hacia la parte inferior por medio de medios de traslación verticales (350) que los pueden trasladar verticalmente y colocar.
36. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que dichos medios superiores de conformación y plegado (300) comprenden un grupo trasportador (310) con múltiples cadenas (311sx, 311dx) equipados con elementos de apoyo-plegado (312sx, 312dx) y con elementos de empuje-plegado (313sx, 313dx).
37. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que cerca de dichos medios superiores de conformación y plegado (300) hay elementos de plegado giratorios (320sx, 320dx).
38. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que cerca de dichos medios superiores de conformación y plegado (300) hay elementos de plegado estacionarios (330sx, 330dx).
39. Línea de empaquetar según cualquiera de las reivindicaciones anteriores caracterizada por el hecho de que cerca de dichos medios superiores de conformación y plegado (300) hay encoladoras laterales inferiores (361sx, 361dx).
40. Procedimiento para empaquetar productos (P) por medio de una línea de empaquetar multifuncional según cualquiera de las reivindicaciones anteriores a fin de conformar una caja de dos piezas que comprende una bandeja cuadrangular encolada con bordes laterales obtenida por medio de una bandeja en bruto (B) que comprende un panel delantero (B-PA) con alas de cierre (B-PAsx, B-PAdx), un panel inferior (B-PI) con alas de cierre (B-PIsx, B-PIdx) y un panel trasero (B-PP) con alas de cierre (B-PPsx, B-PPdx) y una cubierta conformada como una "U" invertida obtenida por medio de una cubierta en bruto (A) que comprende un panel delantero (A-PA), un panel superior (A-PS) y un panel trasero (A-PP), en el cual se ejecutan las siguientes operaciones:
1a) el producto (P) es empujado y transportado aguas abajo, deslizándolo sobre una placa de apoyo (125) por medio de una barra de empuje (121);
1b) una bandeja en bruto (B) en una configuración plana con los paneles en una orientación longitudinal se inserta y se coloca por medio de la primera banda transportadora (111) en una zona de inserción (Z1) por debajo de la placa de soporte (125), en el cual dicha zona de inserción (Z1) está colocada a lo largo que dicha línea de empaquetar;
1c) una cubierta en bruto (A) se inserta y se coloca en una configuración plegada, suspendida desde la parte superior hacia abajo, con el panel delantero (A-PA) colocado enfrente del lado delantero del producto (P), en una zona de inserción (Z1) de la línea de empaquetar por medio de una segunda banda transportadora (211);
1d) la bandeja en bruto (B) es transportada aguas abajo a la misma velocidad lineal del producto (P) por medio de un diente de empuje (132) cuando dicho producto (P) está en una colocación vertical correcta con respecto al panel inferior (B-PI) de la bandeja en bruto (B);
1e) la cubierta en bruto (A) es transportada aguas abajo a la misma velocidad lineal del producto (P), por medio de un diente de empuje (222), cuando el lado delantero del producto (P) llega contra o cerca del panel delantero (A-PA) de la cubierta en bruto (A), en el cual durante esta operación la cubierta en bruto (A) se desplaza aguas abajo mientras está adherida a la banda transportadora de succión (211) y cae entonces a fin de colocar suavemente dicha cubierta en bruto (A) encima del producto P;
1f) la bandeja en bruto (B), el producto (P) y la cubierta en bruto (A) son transportados aguas abajo de esta manera más allá del extremo aguas abajo de la placa de apoyo (125) y entonces el producto (P) cae sobre el panel inferior (B-PI) de la bandeja en bruto (B);
1g) la bandeja en bruto (B) con el producto (P) son transportados aguas abajo por medio del diente de empuje (132) y por medio de la utilización de las bandas transportadoras de succión opcionales (141sx y 141dx), transportando de ese modo aguas abajo la cubierta en bruto (A) también en una alineación vertical correcta por medio de un diente de empuje (222);
1h) el panel delantero (A-PA) de la cubierta en bruto (A) se apoya en el lado superior por medio de un par de elementos de apoyo-plegado (232sx y 232dx);
1i) el panel trasero (A-PP) de la cubierta en bruto (A) es plegado hacia abajo por medio de un par de elementos de empuje-plegado (233sx y 233dx), obteniendo de este modo una cubierta conformada como una "U" invertida colocada encima del producto (P);
1l) el panel delantero (B-PA) de la bandeja en bruto (B) es plegado hacia arriba por medio de un par de elementos de apoyo-plegado (152sx y 152dx) con dichos elementos de apoyo-plegado (152sx y 152dx) colocados en el lado inferior contra el panel delantero (B-PA);
1m) las alas de cierre (B-PAsx y B-PAdx) del panel delantero (B-PA) son plegadas hacia dentro por medio de un par de medios de plegado estacionarios (155sx y 155dx);
1n) las alas de cierre (B-PPsx y B-PPdx) del panel trasero (B-PP) son plegadas hacia arriba por medio de un par de medios de plegado giratorios (154sx y 154dx);
1o) el panel trasero (B-PP) es plegado hacia arriba por medio de un par de elementos de empuje-plegado (153sx y 153dx) con las alas de cierre (B-PPsx y B-PPdx) colocadas en el interior de los medios de plegado estacionarios (155sx y 155dx);
1p) se aplica adhesivo en las zonas inferiores de las alas de cierre (B-PAsx-B-PPsx y B-PAdx-B-PPdx) utilizando un par de encoladoras laterales (160sx y 160dx);
1q) las alas de cierre (B-PIsx y B-PIdx) son plegadas hacia arriba por medio de medios de plegado estacionarios (156sx y 156dx).
41. Procedimiento para empaquetar productos (P) por medio de una línea de empaquetar multifuncional según cualquiera de las reivindicaciones anteriores 1 a 39 a fin de conformar una caja de dos piezas que comprende:
- una bandeja cuadrangular encolada con bordes laterales obtenida por medio de una bandeja en bruto (B) que comprende un panel delantero (B-PA) con alas de cierre (B-PAsx, B-PAdx), un panel inferior (B-PI) con alas de cierre (B-PIsx, B-PIdx) y un panel trasero (B-PP) con alas de cierre (B-PPsx, B-PPdx) y
- una cubierta cuadrangular con bordes laterales obtenida mediante la utilización de una cubierta en bruto (A1) que comprende un panel delantero (A-PA) con alas de cierre (A-PAsx, A-PAdx), un panel superior (A-PS) con alas de cierre (A-PSsx, A-PSdx) y un panel trasero (A-PP) con alas de cierre (A-PPsx, A-PPdx), en el cual se ejecutan las siguientes operaciones:
42. Procedimiento para empaquetar productos (P) por medio de una línea de empaquetar multifuncional según cualquiera de las reivindicaciones anteriores 1 a 39 a fin de conformar una caja de dos piezas que comprende:
- una bandeja cuadrangular encolada con bordes laterales obtenida por medio de una bandeja en bruto (B) que comprende un panel delantero (B-PA) con alas de cierre (B-PAsx, B-PAdx), un panel inferior (B-PI) con alas de cierre (B-PIsx, B-PIdx) y un panel trasero (B-PP) con alas de cierre (B-PPsx, B-PPdx) y
- una cubierta cuadrangular con bordes laterales obtenida por medio de una cubierta en bruto (A1) que comprende un panel delantero (A-PA) con alas de cierre (A-PAsx, A-PAdx), un panel superior (A-PS) con alas de cierre (A-PSsx, A-PSdx) y un panel trasero (A-PP) con alas de cierre (A-PPsx, A-PPdx), en el cual se ejecutan las siguientes operaciones:
43. Procedimiento para empaquetar productos (P) por medio de una línea de empaquetar multifuncional según cualquiera de las reivindicaciones anteriores 1 a 39 a fin de conformar una caja del tipo de envoltorio obtenida por medio de un envoltorio en bruto (C) que comprende un ala de cierre (C-LC), un panel superior (C-PS) con alas de cierre (C-PSsx, C-PSdx), un panel delantero (C-PA) con alas de cierre (C-PAsx, C-PSdx), un panel inferior (C-PI) con alas de cierre (C-PIsx, C-PIdx) y un panel trasero (C-PP) con alas de cierre (C-PPsx, C-PPdx), en el cual se ejecutan las siguientes operaciones:
4a) el producto (P) es empujado y transportado aguas abajo, deslizándolo sobre la placa de apoyo (125) por medio de una barra de accionamiento (121);
4b) un envoltorio en bruto (C) se inserta y se coloca en una configuración plegada en una zona (Z1) por medio de la banda transportadora (111) de los medios inferiores de inserción-colocación (110), con los paneles inferior y trasero (C-PI) y (C-PP) dispuestos por debajo de la placa de apoyo (125) y con los paneles delantero y superior y las alas de cierre (C-PA, C-PS, C-LC) colocados en un plano vertical enfrente del producto (P);
4c) el envoltorio en bruto (C) es transportado aguas abajo, a la misma velocidad lineal que el producto (P), por medio de un primer diente de empuje (132) cuando el producto (P) está colocado en una alineación vertical correcta con respecto al panel inferior (C-PI) del envoltorio en bruto (C);
4d) el envoltorio en bruto (C) y el producto (P) son transportados aguas abajo de esta manera más allá del extremo aguas abajo de la placa de apoyo (125) y entonces el producto (P) cae sobre el panel inferior (C-PI) del envoltorio en bruto (C);
4e) el envoltorio en bruto (C) con el producto (P) encima del mismo son transportados aguas abajo por medio de un primer diente de empuje (132) y por medio de la utilización de las bandas transportadoras de succión opcionales (141sx y 141dx) de los medios de transporte planos (140);
4f) el panel delantero (C-PA) del envoltorio en bruto (C) se apoya en el lado inferior por medio de un par de elementos de apoyo-plegado (152sx y 152dx);
4g) las alas de cierre (C-PAsx y C-PAdx) del panel delantero (C-PA) son plegadas hacia dentro por medio de un par de medios de plegado (155sx y 155dx);
4h) las alas de cierre (C-PPsx) y (C-PPdx) del panel trasero (C-PP) son plegadas hacia arriba por medio de un par de medios de plegado (154sx y 154dx);
4i) el panel trasero (C-PP) es plegado hacia arriba por medio de un par de elementos de empuje-plegado (153sx y 153dx) de los medios inferiores de transporte-plegado (150) con las alas de cierre (C-PPsx y C-PPdx) colocadas en el interior de los medios de plegado (155sx y 155dx);
4l) el panel superior (C-PS) se pliega hacia abajo por medio de una barra transversal (157);
4m) el panel delantero (C-PA) se apoya en el lado superior por medio de un par de elementos de apoyo-plegado (312sx y 312dx);
4n) se aplica adhesivo a lo largo del lado exterior del borde superior del panel trasero (C-PP) por medio de encoladoras (370);
4o) el ala de cierre (C-LC) se pliega hacia abajo por medio de los elementos de plegado-empuje (312sx y 312dx);
4p) se aplica adhesivo en las áreas inferiores de las alas de cierre (C-PAsx/C-PPsx y C-PAdx/C-PPdx) del panel delantero (C-PA) y del panel trasero (C-PP) por medio de encoladoras laterales inferiores (160sx y 160dx);
4q) se aplica adhesivo en las áreas superiores de las alas de cierre (C-PAsx/C-PPsx y C-PAdx/C-PPdx) del panel delantero (C-PA) por medio de un par de encoladoras laterales superiores (361sx y 361dx);
4r) las alas de cierre (C-PIsx y C-PIdx) son plegadas hacia arriba por medio de los medios de plegado (156sx y 156dx);
4s) las alas de cierre (C-PSsx y C-PSdx) son plegadas hacia abajo utilizando los medios de plegado (330sx y 330dx).
Patentes similares o relacionadas:
Protector/estabilizador para botellas., del 19 de Mayo de 2020, de SMURFIT KAPPA ESPAÑA, S.A.: 1. Protector/estabilizador para botellas, que estando previsto para su implantación en el seno de cajas unitarias de botellas, se caracteriza […]
Procedimiento para colocar un clip de botella y dispositivo de empaquetado, del 6 de Mayo de 2020, de KRONES AKTIENGESELLSCHAFT: Procedimiento para combinar y empaquetar un grupo de artículos (4-n, 18-n) de al menos dos artículos , en donde un clip de botella está dispuesto en al menos […]
Método y máquina de envasado en una película extensible de productos alimentados en grupos, del 8 de Abril de 2020, de COLINES S.P.A.: Un método de envasado en una película extensible de grupos de productos que avanzan en pares de productos, que comprende las siguientes etapas: […]
Método y máquina de embalaje en película extensible de productos alimentados en continuo, del 8 de Abril de 2020, de COLINES S.P.A.: Un método de embalaje en película extensible de productos alimentados en dirección de avance y en continuo en pares de productos adyacentes […]
Manipulador para manipular los sobrebordes de una película de plástico envuelta en torno a envases para formar un conjunto de envases, aparato que comprende tales manipuladores y método de control relativo, del 1 de Enero de 2020, de OCME S.R.L.: Manipulador para manipular los sobrebordes de una película de plástico envuelta en torno a envases para formar un conjunto de envases […]
Procedimiento de procesamiento de una pluralidad de artículos a través de una sección de procesamiento de una máquina de envasado, del 20 de Noviembre de 2019, de Standard Knapp Inc: Procedimiento de procesamiento de una pluralidad de artículos a través de una sección de procesamiento de una máquina de envasado, comprendiendo el procedimiento: […]
Sección de proceso de una máquina de embalaje, del 2 de Octubre de 2019, de Standard Knapp Inc: Sección de procesamiento de una máquina de embalaje que comprende: un transportador configurado para ser accionado por un primer elemento de accionamiento ; […]
Proceso para formar paquetes con una lámina recubierta con una sustancia antideslizante, del 14 de Agosto de 2019, de CIELLE IMBALLAGGI DI TOMMASO LORETO S.r.l: Un proceso para formar un paquete de varios contenedores, que consiste en envolver un conjunto de contenedores, dispuestos de una forma ordenada, por una lámina hecha […]