LATA CON LACADO INTERIOR PARCIAL Y PROCEDIMIENTO PARA SU FABRICACIÓN.
Lata para envasar productos alimenticios, que comprende un cuerpo de lata compuesto por un elemento de fondo (2) que se prolonga mediante una pared lateral (3) cuyo borde superior (4) define una abertura superior (5) destinada a recibir unos medios de cierre,
estando realizada la superficie (9) interior de dicho cuerpo por lo menos en parte en estaño, estando dicha superficie (9) de estaño recubierta parcialmente con un revestimiento de laca protectora (10) para evitar el contacto entre dicha superficie (9) de estaño y dicho producto alimenticio, estando destinada la superficie de estaño sin lacar, denominada "expuesta", a entrar en contacto con el producto alimenticio con el fin de liberar dicho estaño, caracterizada porque dicha superficie de estaño expuesta está constituida por una pluralidad de zonas de estaño "expuestas" (11), que están separadas, entre sí, por unas zonas lacadas (12), estando distribuidas dichas zonas de estaño expuestas (11) sobre la altura de dicha pared lateral (3), en particular para limitar el impacto estético debido a la acción química de dicho producto alimenticio sobre dichas zonas de estaño expuestas (11)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08300053.
Solicitante: Ardagh MP Group Netherlands B.V.
Nacionalidad solicitante: Países Bajos.
Dirección: ZUTPHENSEWEG 51051 7418 AH DEVENTER PAISES BAJOS.
Inventor/es: DATHY,Franck,Philippe, Desiles,Bruno, Le Talludec,Alain Marcel, Chhim,Phabet.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Enero de 2008.
Clasificación PCT:
- B05B13/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05B APARATOS DE PULVERIZACION; APARATOS DE ATOMIZACION; TOBERAS O BOQUILLAS (mezcladores de pulverización con toberas B01F 5/20; procedimientos para aplicar líquidos u otros materiales fluidos a superficies por pulverización B05D). › B05B 13/00 Máquinas o instalaciones para aplicar líquidos u otras materias fluidas sobre la superficie de objetos o de materiales por pulverización, no cubiertas por los grupos B05B 1/00 - B05B 11/00 (procedimientos para aplicar líquidos u otras materias fluidas a las superficies en general B05D; medios para suministrar o refluir un líquido u otro material fluido con este fin, ver el apropiado de entre los grupos B05B 1/00 - B05B 12/00). › concebidas especialmente para tratar el interior de cuerpos huecos (cabezas de pulverización B05B 1/00 - B05B 7/00).
- B65D1/16 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › de sección transversal curva, p. ej. cilíndrica.
- B65D1/44 B65D 1/00 […] › Elementos ondulados.
- B65D25/14 B65D […] › B65D 25/00 Partes constitutivas de otros géneros o tipos de recipientes rígidos o semirrígidos. › Guarniciones o revestimientos internos (de recipientes formados plegando o enderezando los flancos de papel B65D 5/56).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2374328_T3.pdf
Fragmento de la descripción:
Lata con lacado interior parcial y procedimiento para su fabricación.
La presente invención se refiere a una lata para envasar productos alimenticios, cuya superficie interior está realizada por lo menos en parte en estaño y está parcialmente recubierta con una laca protectora. La presente invención también se refiere a un procedimiento de fabricación de una lata de este tipo.
Ciertos productos alimenticios, tales como frutas o productos que contienen tomate, se envasan normalmente en 10 latas que presentan una superficie interna realizada por lo menos en parte en estaño.
Durante el procesamiento térmico y también el posterior almacenamiento, el producto envasado absorbe una cierta cantidad del revestimiento de estaño, lo que conserva las propiedades organolépticas y visuales del producto minimizando el fenómeno de oxidación.
Para controlar la cantidad de estaño disponible para el producto envasado en su interior, es conocido el revestimiento parcial de la superficie interna de estaño de las latas con una laca protectora adecuada (también llamada barniz o revestimiento protector) .
Dichas latas parcialmente lacadas se dan a conocer por ejemplo en los documentos EP-0 492 870 o EP-0 688 615.
En estos documentos, el cuerpo de la lata está realizado en hojalata, mediante operación de embutición. La lata obtenida comprende un elemento de fondo y una pared lateral que se extiende desde la periferia de dicho elemento de fondo; el borde superior de dicha pared lateral define una abertura superior del cuerpo prevista para alojar unos medios de cierre.
El cuerpo de la lata comprende una superficie lacada única, que se extiende de manera continua a lo largo de una parte de la altura de la superficie interior de su pared lateral; más particularmente, dicha zona lacada protectora se extiende, de manera continua, desde el borde superior de la pared lateral y menos de su longitud. El resto de la pared lateral (en este caso su parte inferior) forma una zona de estaño expuesta única.
Sin embargo, este tipo de latas parcialmente lacadas actuales no es totalmente satisfactorio, puesto que la superficie interna de su pared lateral presenta generalmente una parte ennegrecida que es particularmente antiestética para el consumidor final.
Esta parte ennegrecida corresponde a la superficie de estaño expuesta que contrasta con la zona lacada de la pared lateral (que es por regla general particularmente de color claro o transparente) ; este fenómeno de ennegrecimiento se debe a la reacción química con el producto alimenticio envasado.
Partiendo de este problema, el solicitante ha desarrollado una nueva lata, en particular para envasar productos alimenticios, cuya superficie interna presenta un revestimiento particular de laca que limita, e incluso elimina, el impacto de la superficie de estaño sin lacar sobre el aspecto estético general de la superficie interna de la lata, al tiempo que permite el suministro óptimo de estaño para conservar las características cualitativas del producto alimenticio envasado.
45 La lata según la invención es del tipo que comprende un cuerpo compuesto por un elemento de fondo que se prolonga mediante una pared lateral cuyo borde superior define una abertura superior prevista para alojar unos medios de cierre, estando realizada la superficie interior de dicho cuerpo por lo menos en parte en estaño, estando dicha superficie de estaño parcialmente recubierta con un revestimiento de laca protectora para evitar el contacto 50 entre dicha superficie de estaño y dicho producto alimenticio, estando dicha superficie de estaño sin lacar, denominada “expuesta”, prevista para entrar en contacto con el producto alimenticio con el fin de liberar dicho estaño.
Según la invención, dicha superficie de estaño expuesta está constituida por una pluralidad de zonas de estaño 55 “expuestas”, que están separadas, unas de otras, por zonas lacadas, estando dichas zonas de estaño expuestas distribuidas por la altura de dicha pared lateral.
Esta lata particular limita, e incluso elimina, el impacto de la superficie de estaño sin lacar sobre el aspecto estético de la superficie interna de la lata (dividiendo la superficie de estaño expuesta en una pluralidad de zonas de estaño 60 expuestas) , al tiempo que permite el suministro óptimo de estaño para conservar las características cualitativas del producto alimenticio envasado.
Según una forma de realización preferida, las zonas de estaño expuestas están distribuidas de manera homogénea, o casi homogénea, por dicha superficie de estaño. 65 Esta distribución particular permite en particular un suministro óptimo de estaño, por toda la altura del producto alimenticio.
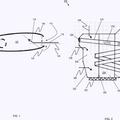
Según otra característica, la superficie de estaño comprende una alternancia de zonas lacadas y zonas de estaño expuestas, presentando dichas zonas, cada una, una forma general de banda, y estando dichas zonas distribuidas por lo menos una parte de la altura de la pared lateral y estando dispuestas según planos perpendiculares al eje longitudinal del cuerpo de la lata.
Según otra característica y en el caso de una pared lateral que presenta por lo menos un reborde cuya superficie 10 interior está realizada por lo menos en parte en estaño, dicho reborde comprende una zona de estaño expuesta por lo menos una parte de su superficie.
Según una forma de realización preferida de este caso y en el que por menos algunos de los rebordes presentan una parte denominada “oculta”, orientada hacia el elemento de fondo de dicha lata, la zona de estaño expuesta de 15 dichos rebordes se disponen principalmente en su dicha parte denominada oculta, correspondiendo el resto de la superficie de dichos rebordes a zonas lacadas.
Esta disposición particular de la zona de estaño expuesta permite su ocultamiento óptimo al consumidor final, lo que optimiza la estética visual de la superficie interna de la lata.
También según este caso, los rebordes presentan ventajosamente una forma curva, que se extiende de manera alternante de manera convexa y cóncava (hacia el interior y el exterior respectivamente) , y comprendiendo la parte “oculta” de dichos rebordes cóncavos, orientada hacia el elemento de fondo de dicha lata, una zona de estaño expuesta.
Todavía según este caso, los rebordes se extienden ventajosamente por la circunferencia de la pared lateral, y las zonas de estaño expuestas asociadas presentan ventajosamente una forma de banda anular.
También según este caso, la zona de estaño expuesta, dispuesta por el reborde, forma ventajosamente entre 5 % y 30 50 % de la superficie total de dicho reborde.
La presente invención se refiere asimismo a un procedimiento para fabricar una lata para envasar productos alimenticios, comprendiendo dicho procedimiento por lo menos una etapa que consiste en revestir la superficie interior de la pared lateral con una laca protectora utilizando unos medios de revestimiento.
Dicha etapa de revestimiento consiste en revestir la superficie interior de dicha pared lateral con la laca protectora de manera que se forma una pluralidad de zonas de estaño “expuestas”, que están separadas, unas de otras, por zonas lacadas, estando dichas zonas de estaño expuestas distribuidas por la altura de dicha pared lateral.
Según una forma de realización particular, durante la etapa de revestimiento, la lata y/o la boquilla de pulverización funcionan en traslación longitudinal y/o en rotación, una respecto a otra, según el eje longitudinal de dicha lata.
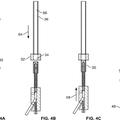
Según otra forma de realización particular en la que dicha lata presenta una pared lateral que comprende por menos un reborde y en la que dichos medios de revestimiento comprenden por lo menos una boquilla de pulverización, 45 dicha boquilla de pulverización está situada, durante la etapa de revestimiento, frente a la abertura superior de la lata, fuera del volumen interior definido por la pared lateral, y pulveriza la laca protectora hacia dicha pared lateral de la lata.
Según esta última forma de realización particular, la lata y/o la boquilla de pulverización funcionan ventajosamente 50 en traslación longitudinal una respecto a otra, estando dispuesta la pulverización de laca protectora de manera que su borde superior forma un ángulo B con la pared lateral que es inferior a 90°.
Según... [Seguir leyendo]
Reivindicaciones:
1. Lata para envasar productos alimenticios, que comprende un cuerpo de lata compuesto por un elemento de fondo (2) que se prolonga mediante una pared lateral (3) cuyo borde superior (4) define una abertura superior (5)
destinada a recibir unos medios de cierre, estando realizada la superficie (9) interior de dicho cuerpo por lo menos en parte en estaño, estando dicha superficie (9) de estaño recubierta parcialmente con un revestimiento de laca protectora (10) para evitar el contacto entre dicha superficie (9) de estaño y dicho producto alimenticio, estando destinada la superficie de estaño sin lacar, denominada “expuesta”, a entrar en contacto con el producto alimenticio con el fin de liberar dicho estaño, caracterizada porque dicha superficie de estaño expuesta está constituida por una pluralidad de zonas de estaño “expuestas” (11) , que están separadas, entre sí, por unas zonas lacadas (12) , estando distribuidas dichas zonas de estaño expuestas (11) sobre la altura de dicha pared lateral (3) , en particular para limitar el impacto estético debido a la acción química de dicho producto alimenticio sobre dichas zonas de estaño expuestas (11) .
2. Lata para envasar productos alimenticios según la reivindicación 1, en la que dichas zonas de estaño expuestas (11) están distribuidas de manera homogénea, o casi homogénea, sobre dicha superficie (9) de estaño.
3. Lata para envasar productos alimenticios según la reivindicación 1 ó 2, en la que la superficie (9) de estaño comprende una alternancia de zonas lacadas (12) y zonas de estaño expuestas (11) , presentando cada una de dichas zonas (11, 12) una forma general de banda, y estando distribuidas dichas zonas (11, 12) sobre por lo menos una parte de la altura de la pared lateral (3) y estando dispuestas según los planos perpendiculares al eje longitudinal (1') del cuerpo de lata.
8. Lata para envasar productos alimenticios según las reivindicaciones 4 a 7, en la que la zona de estaño expuesta 45 (11) , dispuesta sobre el reborde (6, 7) , es de entre 5 % y 50 % de la superficie total de dicho reborde. 9. Procedimiento para fabricar una lata para envasar productos alimenticios según las reivindicaciones 1 a 8, comprendiendo dicho procedimiento por lo menos una etapa que consiste en revestir la superficie (9) interior de la pared lateral (3) con una laca protectora (10) utilizando unos medios de revestimiento (14) , 50 en el que dicha etapa de revestimiento consiste en revestir la superficie (9) interior de dicha pared lateral (3) con la laca protectora (10) de tal manera que se forma una pluralidad de zonas de estaño “expuestas” (11) , que están separadas, entre sí, por las zonas lacadas (12) , estando distribuidas dichas zonas de estaño expuestas (11) sobre la altura de dicha pared lateral (3) . 10. Procedimiento para fabricar una lata para envasar productos alimenticios según la reivindicación 9, en el que, durante la etapa de revestimiento, la lata (1) y/o los medios de revestimiento funcionan en rotación uno respecto a otro, alrededor del eje longitudinal (1') de dicha lata (1) . 60 11. Procedimiento para fabricar una lata para envasar productos alimenticios según la reivindicación 9 ó 10, en el que dicha lata (1) presenta una pared lateral (3) dispuesta con por lo menos un reborde (6, 7) y en el que los medios de revestimiento comprenden por lo menos una boquilla de pulverización, en el que, durante la etapa de revestimiento, la boquilla de pulverización (14) está enfrentada a la abertura superior (5) de la lata (1) , en el exterior del volumen interior definido por la pared lateral (3) , y pulveriza la laca protectora (10) hacia dicha pared lateral (3) 65 de la lata (1) . 12. Procedimiento para fabricar una lata para envasar productos alimenticios según la reivindicación 11, en el que la lata (1) y/o la boquilla de pulverización (14) funcionan en traslación longitudinal una respecto a la otra, estando dispuesta la pulverización de laca protectora (15) de manera que su borde exterior (16) forma un ángulo B con la pared lateral (3) que es inferior a 90°. 13. Procedimiento para fabricar una lata para envasar productos alimenticios según las reivindicaciones 9 a 12, en el que los medios de revestimiento comprenden por lo menos una boquilla de pulverización, en el que las zonas de estaño expuestas (11) se obtienen mediante un ciclo de temporización preestablecido de apertura y cierre de la pulverización según la posición relativa entre la lata (1) y la boquilla (14) . 25 4. Lata para envasar productos alimenticios según la reivindicación 3, cuya pared lateral (3) comprende por lo menos un reborde (6, 7) cuya superficie (9) interior está realizada por lo menos en parte en estaño, en la que dicho reborde (6, 7) comprende una zona de estaño expuesta (11) que está dispuesta sobre por lo menos una parte de su superficie.
30 5. Lata para envasar productos alimenticios según la reivindicación 4, de la que por lo menos algunos de los rebordes (6, 7) presentan una parte oculta (6', 7') , orientada hacia el elemento de fondo (2) de dicha lata, en la que la zona de estaño expuesta (11) de dichos rebordes (6, 7) está dispuesta principalmente en su parte oculta (6', 7') , correspondiendo el resto de la superficie de dichos rebordes (6, 7) a la zona lacada (12) .
35 6. Lata para envasar productos alimenticios según la reivindicación 4 ó 5, en la que por lo menos algunos de los rebordes (6) presentan una forma curva, que se extiende alternativamente de manera convexa y cóncava, y en la que la parte oculta (6b') de dichos rebordes cóncavos (6b) , orientada hacia el elemento de fondo (2) de dicha lata (1) , comprende una zona de estaño expuesta (11) .
40 7. Lata para envasar productos alimenticios según las reivindicaciones 4 a 6, en la que los rebordes (6, 7) se extienden en una forma anular sobre la circunferencia de la pared lateral (3) , y en la que las zonas de estaño expuestas (11) asociadas presentan una forma de banda anular.
Patentes similares o relacionadas:
Sistema de expulsión de líquido con boquilla que tiene dos salidas, del 8 de Julio de 2020, de ALFA LAVAL CORPORATE AB: Un aparato de expulsión de líquido que comprende una línea de fluido configurada para extenderse en un tanque y para recibir un líquido […]
Máquina de pulverización servoaccionada y procedimiento de operación, del 1 de Julio de 2020, de CROWN PACKAGING TECHNOLOGY, INC: Un procedimiento de operación de una pluralidad de máquinas de pulverización interna de latas (300, 301, 30X), cada una de las cuales usa un servomotor (7, […]
Revestimiento de latas por pulverización, del 1 de Julio de 2020, de CROWN PACKAGING TECHNOLOGY, INC: Una máquina de pulverización de cuerpos de lata que comprende: un dispositivo de giro de cuerpo de lata ; una pistola de pulverización para pulverizar […]
DISPOSITIVO PARA LIMPIAR, DESINFECTAR Y DESATASCAR DESAGÜES DE PILAS DE COCINA, BAÑO, TRITURADORES DE COMIDA U OTROS USOS, del 3 de Octubre de 2019, de CAMPOS HERNANDEZ, Fernando: Dispositivo para limpiar, desinfectar y desatascar desagües de pilas de cocina, baño, trituradores de comida u otros usos que comprende un cuerpo cilíndrico, abierto […]
 Aparato y método para revestimiento de roscas internas, del 25 de Septiembre de 2019, de Nylok LLC: Aparato para la aplicación de un polvo termoplástico a roscas internas de un elemento de fijación , donde el elemento de fijación presenta […]
Aparato y método para revestimiento de roscas internas, del 25 de Septiembre de 2019, de Nylok LLC: Aparato para la aplicación de un polvo termoplástico a roscas internas de un elemento de fijación , donde el elemento de fijación presenta […]
 Métodos para llenar silenciadores con material fibroso, del 26 de Junio de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Un método para llenar un silenciador con un material fibroso, el conjunto de silenciador que incluye una cubierta de silenciador que tiene un puerto de entrada […]
Métodos para llenar silenciadores con material fibroso, del 26 de Junio de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Un método para llenar un silenciador con un material fibroso, el conjunto de silenciador que incluye una cubierta de silenciador que tiene un puerto de entrada […]
Instalación y procedimiento para el recubrimiento metálico de una pieza de trabajo, del 6 de Junio de 2019, de Sturm Maschinen- & Anlagenbau GmbH: Instalación para el recubrimiento metálico de una pieza de trabajo con una carcasa , en la que está prevista una estación de carga […]
Procedimiento para el revestimiento del interior de un elemento de canalización con un mortero de resina, del 22 de Mayo de 2019, de SAINT-GOBAIN PAM: Método de revestimiento del interior de un elemento de canalización, el elemento de canalización que se extiende a lo largo de un eje central (X-X) y que comprende un cuerpo […]