Lámina decorativa, producto conformado, automóvil, y método para producir un producto conformado.
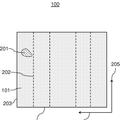
Una lámina decorativa (10) incluyendo:
un elemento base (1),
formado a partir de un material de resina, que tiene superficies principales primera y segunda (1a, 1b) opuestas una a otra;
una capa de decoración (2), dispuesta sobre la primera superficie principal del elemento base, que tiene una zona de dibujo (2a) que representa un dibujo predeterminado; y
un elemento de supresión de extensión (3), dispuesto en una posición correspondiente a la zona de dibujo (2a) en el lado de la primera superficie principal (1a) o en el lado de la segunda superficie principal (1b) del elemento base (1), caracterizada porque
el elemento de supresión de extensión tiene un coeficiente de conductividad térmica más alto que un coeficiente de conductividad térmica del elemento base para suprimir la extensión de la zona de dibujo de la capa de decoración.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2003/016838.
Solicitante: YAMAHA HATSUDOKI KABUSHIKI KAISHA.
Nacionalidad solicitante: Japón.
Dirección: 2500 SHINGAI IWATA-SHI, SHIZUOKA 438-8501 JAPON.
Inventor/es: SUZUKI, YASUO, MOROZUMI,NAOHIRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › Caracterizados por características de forma en lugares determinados, p. ej. en la proximidad de los bordes.
PDF original: ES-2552788_T3.pdf

Patentes similares o relacionadas:
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Laminado de pantalla, del 25 de Diciembre de 2019, de MariElla Labels Oy: Un laminado de pantalla que comprende una capa de electrodo frontal , una capa de material de pantalla y una capa de película protectora […]
 Tubo y procedimiento de fabricación del mismo, del 18 de Septiembre de 2019, de Picote Oy Ltd: Un tubo que consiste en una película de estiramiento que forma la superficie interna del tubo y una película de estiramiento que forma la superficie […]
Tubo y procedimiento de fabricación del mismo, del 18 de Septiembre de 2019, de Picote Oy Ltd: Un tubo que consiste en una película de estiramiento que forma la superficie interna del tubo y una película de estiramiento que forma la superficie […]
Pila de material de banda doblado para productos higiénicos, del 11 de Septiembre de 2019, de Essity Hygiene and Health Aktiebolag: Una pila de material de banda doblado para productos higiénicos, tales como productos de papel o no tejidos, de tal manera que dicha pila comprende: al […]
Método para realizar ranuras decorativas en un suelo, del 7 de Agosto de 2019, de VALINGE INNOVATION AB: Método para realizar ranuras (20, 20a, 20b) decorativas en un tablero de suelo, teniendo el tablero de suelo un núcleo y una capa superficial dispuesta en el lado […]
Panel y método de cierre asociado, del 19 de Junio de 2019, de THE BOEING COMPANY: Un panel para construir un interior de una aeronave que comprende: una estructura en capas que comprende: un núcleo […]
 Material intermedio de anchura constante para la realización de piezas compuestas mediante procedimiento directo, del 31 de Mayo de 2019, de HEXCEL REINFORCEMENTS: Procedimiento de preparación de una cinta de hilos o filamentos de refuerzo asociado sobre cada uno de sus caras a un aglutinante polimérico, presentando dicha […]
Material intermedio de anchura constante para la realización de piezas compuestas mediante procedimiento directo, del 31 de Mayo de 2019, de HEXCEL REINFORCEMENTS: Procedimiento de preparación de una cinta de hilos o filamentos de refuerzo asociado sobre cada uno de sus caras a un aglutinante polimérico, presentando dicha […]
Unidad basada en cartón, del 22 de Mayo de 2019, de I.G. Cardboard Technologies Ltd: Una unidad basada en cartón, que comprende un elemento plano, que comprende dos o más capas de cartón que se adhieren una a la otra y […]