Instalación para suministrar grupos de productos a una máquina envasadora.
Instalación para suministrar productos alimenticios en secuencia a una máquina envasadora,
que comprende unprimer transportador de entrada (11, 211) y un segundo transportador de salida (13, 213) para el transporte hacia lamáquina envasadora, estando previsto que, entre el primer y segundo transportadores, haya un dispositivo detransferencia sincronizado (16, 116, 216) de grupos de productos entre los dos transportadores, comprendiendo eldispositivo de transferencia (16, 116, 216) dos dispositivos de desplazamiento de cinta (17, 217) que son paralelos yestán independientemente motorizados para desplazarse en sincronía a lo largo de un trayecto en bucle,desplazando los dispositivos de desplazamiento unos elementos de paleta (18, 218) que forman alternativamente unempujador trasero o un contraempujador delantero de pares de elementos para recibir y transferir gruposindividuales de productos a lo largo de un trayecto de transferencia hacia el transportador de salida (13, 213) y alinterior del mismo, caracterizada porque el segundo transportador (13, 213) es transversal al primer transportador(11, 211) y porque cada dispositivo de desplazamiento (17, 217) está asociado funcionalmente con una secuenciade elementos de paleta (18, 218) y comprendiendo la instalación una unidad de control para controlar losdispositivos de desplazamiento (17, 217), de manera que los dos dispositivos de desplazamiento esténsincronizados para formar cíclicamente con los elementos de paleta (18, 218) de las secuencias respectivas al iniciodel trayecto de transferencia, un par de empujador trasero y contraempujador delantero que recibe un grupo deproductos que llegan entre los mismos y transfiere los productos hacia el transportador de salida (13, 213), y al finaldel trayecto de transferencia el elemento (18, 218) que forma el contraempujador delantero avanza a lo largo de unaparte de retorno del trayecto en bucle para volver al inicio del trayecto de transferencia y pasar a ser el empujadortrasero de un par subsiguiente, y el elemento (18, 218) que forma el empujador trasero del par retrocede a lo largodel trayecto de transferencia para volver al inicio y pasar a ser el contraempujador del par subsiguiente.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2010/000417.
Solicitante: EUROSICMA S.P.A.
Nacionalidad solicitante: Italia.
Dirección: Via Arbe 27 20125 Milano ITALIA.
Inventor/es: REDAELLI, MARCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65G17/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 17/00 Transportadores que tienen un elemento de tracción sin fin, p.ej. una cadena que transmite el movimiento a una superficie portante de cargas continua o sensiblemente continua, o a una serie de portacargas individuales; Transportadores de cadenas sin fin en los que las cadenas constituyen la superficie que lleva la carga. › que tienen varias unidades que funcionan en asociación, p. ej. unidas entre sí por gorrones.
PDF original: ES-2439051_T3.pdf
Fragmento de la descripción:
Instalación para suministrar grupos de productos a una máquina envasadora.
La presente invención se refiere a una instalación según el preámbulo de la reivindicación 1, para suministrar grupos de productos alimenticios en secuencia a una máquina envasadora, tal como de tipo flow-pack (flujo de envasado) o similar.
En instalaciones destinadas al suministro de máquinas envasadoras a menudo existe la necesidad de desplazar los productos a lo largo de dos direcciones en ángulo correcto, transfiriéndolos de una dirección a la otra a la vez que se mantienen en un grupo adecuado que debe envasarse. Por ejemplo, esto puede ser necesario con el fin de adaptar la velocidad de llegada de los productos a la velocidad de la máquina envasadora y/o la disposición y la separación de los productos y de los grupos de productos. Una situación típica es la del envasado de galletas, galletas saladas o similares en montones o grupos alineados y dispuestos unos al lado de otros.
Las velocidades operativas y la fragilidad de los productos alimenticios hacen que el conjunto de operaciones de transferencia sea difícil. Se conocen sistemas con paletas o barreras móviles, pero a menudo el desplazamiento de retorno de las paletas dificulta o ralentiza el funcionamiento de la instalación, por ejemplo interfiriendo con el desplazamiento de uno o ambos transportadores.
La solicitud internacional WO-A-88/05417 describe una instalación con paletas que pueden desplazarse a lo largo de un trayecto en bucle cerrado, para constituir alternativamente el empujador trasero de un producto o el contraempujador delantero del producto siguiente.
La solicitud internacional WO-A-02/26601 da a conocer una instalación según el preámbulo de la reivindicación 1.
El objetivo general de la presente invención es evitar los inconvenientes anteriores proporcionando una instalación de suministro que debe ser rápida, eficaz y de coste y complejidad razonablemente limitados.
En vista de tal objetivo, se pensó en proporcionar, según la invención, una instalación para suministrar productos alimenticios en secuencia a una máquina envasadora según la reivindicación 1.
Para que la descripción de los principios innovadores de la presente invención y las ventajas de la misma con respecto a la técnica anterior sea clara, a continuación, en la presente memoria se describe una posible forma de realización a modo de ejemplo que aplica tales principios con referencia a los dibujos adjuntos, en los que:
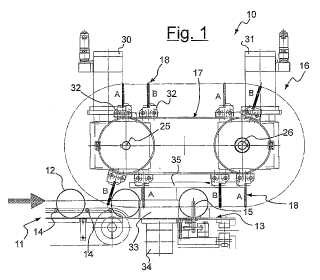
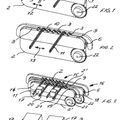
- la figura 1 muestra una vista en alzado lateral esquemática de una instalación de suministro según la presente invención;
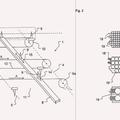
- la figura 2 muestra una vista parcialmente en corte en un plano transversal de la instalación de la figura 1;
- las figuras 3 a 11 muestran unas vistas esquemáticas de una secuencia operativa de la instalación de figura 1;
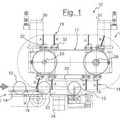
- las figuras 12 y 13 muestran unas vistas similares a las de las figuras 1 y 2 para una versión de forma de realización de la instalación;
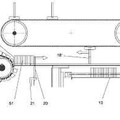
- las figuras 14 y 15 muestran respectivamente una vista en alzado lateral esquemática y una vista en sección transversal correspondiente de otra instalación de suministro realizada según la invención.
Con referencia a las figuras, la figura 1 muestra esquemáticamente una instalación, generalmente indicada con el número de referencia 10, para suministrar grupos de productos a una máquina envasadora conocida (indicada esquemáticamente con el número de referencia 36 en la figura 3a) .
La instalación comprende un transportador de entrada 11 para la llegada de productos 12 y un transportador de salida 13 para descargar grupos de productos en una dirección transversal con respecto a la de llegada. Está previsto un dispositivo de transferencia 16 entre los dos transportadores.
En la instalación mostrada en la figura 1, los productos 12 son galletas o similares, suministrados en grupos de productos alineados verticalmente dispuestos unos al lado de otros, y el transportador de entrada 11 es de un tipo conocido que forma un banco de suministro con listones 14. En la instalación descrita, los grupos de productos (que representan, cada uno, una porción que va a envasarse) avanzan en pares flanqueados, formando dos canales de suministro hacia el dispositivo de transferencia 16. Por esta razón, el dispositivo 16 es doble.
Los dos grupos flanqueados deben insertarse en dos posiciones alineadas secuencialmente a lo largo del transportador de salida.
Los grupos de productos que avanzan (a velocidad constante) sobre el transportador de entrada deben insertarse entre empujadores 15 del transportador de salida 13 que forman un banco de entrada de una máquina envasadora de tipo flow-pack conocida. El banco de la máquina envasadora presenta una dirección transversal con respecto a la dirección de desplazamiento del transportador 11.
Los empujadores 15 generalmente se desplazan a velocidad alta y constante y el dispositivo de transferencia 16 debe transferir los grupos de productos minimizando los impactos debido al cambio repentino de dirección, que experimentan tales productos.
Para la transferencia guiada, el dispositivo 16 comprende dispositivos de desplazamiento de cinta 17 que desplazan elementos de paleta 18. En particular, las paletas presentan un trayecto de transferencia activo de los productos entre un punto de recogida aguas abajo del transportador de entrada 11 y un punto de entrega en el transportador de salida 13. A lo largo del trayecto activo, las paletas están suspendidas sobre la zona de transferencia de productos entre los transportadores.
Tal como resulta evidente también a partir de la figura 1, las paletas se utilizan en pares para disponer una delante y una detrás de cada grupo de productos que van a desplazarse a lo largo del trayecto de transferencia.
Tal como puede verse en la figura 2, y como se explicará mejor a continuación en la presente memoria, los dispositivos de desplazamiento de cinta 17 son dos dispositivos de desplazamiento de cinta separados, es decir, un dispositivo de desplazamiento de cinta 17a para una paleta del par y un dispositivo de desplazamiento de cinta 17b para la otra paleta del par. Los dos dispositivos de desplazamiento son paralelos y están independientemente motorizados con motores 30, 31 (ventajosamente, unidades de reducción de motor sin escobillas) y el control del motor está adecuadamente sincronizado mediante una unidad de control conocida per se (no mostrada) .
Tal como resultará evidente a continuación en la presente memoria, gracias al desplazamiento independiente de las dos paletas de cada par es posible formar los pares en el inicio del trayecto de desplazamiento.
Al final del trayecto de desplazamiento de productos, las dos paletas de los pares pueden separarse. Las paletas 30 pasan a ser, alternativamente, o bien empujador trasero o bien contraempujador delantero de un par.
La paleta delantera (en la dirección de desplazamiento de los productos) avanza en su dirección de desplazamiento para seguir el trayecto en bucle del dispositivo de desplazamiento respectivo y después volver al inicio de la zona de desplazamiento como paleta empujadora trasera de un grupo de productos subsiguiente. La paleta trasera, por otro lado, retrocede para pasar a ser la paleta delantera para el grupo de productos subsiguiente en el inicio del trayecto de desplazamiento.
Por tanto, se impide cualquier interferencia, y los movimientos de la instalación se simplifican y aceleran.
Ventajosamente, el dispositivo de transferencia 16 también comprende una lanzadera 33 que puede moverse de manera limitada en una dirección paralela al transportador de salida 13 por medio de un actuador 34 lineal (ventajosamente con motor sin escobillas) .
La lanzadera presenta dimensiones tales como para contener, soportar y guiar de manera separada las dos 45 porciones de productos suministrados en paralelo por el banco 11 de listones.
En particular, para cada canal, la lanzadera presenta paredes de contención laterales 37 (en dirección transversal con respecto a la dirección de llegada en el banco 11) del grupo de productos entre las que se reciben las paletas, que se desplazan en el trayecto de transferencia de productos.
Con referencia a la figura 2, en la primera forma de realización a modo de ejemplo de los principios de la invención, cada sistema o unidad de desplazamiento 17a y 17b comprende a su vez un par de cintas dentadas paralelas, respectivamente 19 y 20. Cada par se enrolla alrededor de poleas dentadas 21, 22 y 23, 24 respectivas, que están dispuestas de manera coaxiales en los dos extremos del trayecto de desplazamiento formado por las paletas.... [Seguir leyendo]
Reivindicaciones:
1. Instalación para suministrar productos alimenticios en secuencia a una máquina envasadora, que comprende un primer transportador de entrada (11, 211) y un segundo transportador de salida (13, 213) para el transporte hacia la máquina envasadora, estando previsto que, entre el primer y segundo transportadores, haya un dispositivo de transferencia sincronizado (16, 116, 216) de grupos de productos entre los dos transportadores, comprendiendo el dispositivo de transferencia (16, 116, 216) dos dispositivos de desplazamiento de cinta (17, 217) que son paralelos y están independientemente motorizados para desplazarse en sincronía a lo largo de un trayecto en bucle, desplazando los dispositivos de desplazamiento unos elementos de paleta (18, 218) que forman alternativamente un empujador trasero o un contraempujador delantero de pares de elementos para recibir y transferir grupos individuales de productos a lo largo de un trayecto de transferencia hacia el transportador de salida (13, 213) y al interior del mismo, caracterizada porque el segundo transportador (13, 213) es transversal al primer transportador (11, 211) y porque cada dispositivo de desplazamiento (17, 217) está asociado funcionalmente con una secuencia de elementos de paleta (18, 218) y comprendiendo la instalación una unidad de control para controlar los dispositivos de desplazamiento (17, 217) , de manera que los dos dispositivos de desplazamiento estén sincronizados para formar cíclicamente con los elementos de paleta (18, 218) de las secuencias respectivas al inicio del trayecto de transferencia, un par de empujador trasero y contraempujador delantero que recibe un grupo de productos que llegan entre los mismos y transfiere los productos hacia el transportador de salida (13, 213) , y al final del trayecto de transferencia el elemento (18, 218) que forma el contraempujador delantero avanza a lo largo de una parte de retorno del trayecto en bucle para volver al inicio del trayecto de transferencia y pasar a ser el empujador trasero de un par subsiguiente, y el elemento (18, 218) que forma el empujador trasero del par retrocede a lo largo del trayecto de transferencia para volver al inicio y pasar a ser el contraempujador del par subsiguiente.
2. Instalación según la reivindicación 1, caracterizada porque comprende una lanzadera (33, 133) con unas paredes laterales (37, 137) , dispuesta a lo largo de dicho trayecto de transferencia y que se desliza en paralelo a la dirección de desplazamiento del segundo transportador, recibiendo dicha lanzadera (33, 133) entre las paredes laterales el par de empujador y contraempujador (18, 118) que se desplaza a lo largo del trayecto de transferencia con un grupo de productos y trasladando el par y el grupo de productos en el mismo lateralmente en una dirección paralela a la dirección de deslizamiento del segundo transportador (13) , de modo que a medida que el desplazamiento del par avanza hacia el segundo transportador el grupo de productos es liberado sobre el segundo transportador con un movimiento sincronizado con el deslizamiento del segundo transportador.
3. Instalación según la reivindicación 1, caracterizada porque el transportador de entrada (11) está adaptado para transportar una secuencia de grupos (12) de productos alineados y dispuestos unos al lado de otros que son recibidos por el dispositivo de transferencia (16) para ser transferidos al transportador de salida (13) .
4. Instalación según la reivindicación 1, caracterizada porque el transportador de entrada (211) está adaptado para transportar una secuencia de productos individuales y entre éste y el dispositivo de transferencia (216) está previsto un apilador (251) que forma unas pilas sucesivas de productos (212) a partir de la secuencia de productos individuales, constituyendo dichas pilas los grupos de productos que van a transferirse hacia el transportador de salida (213) .
5. Instalación según la reivindicación 2, caracterizada porque cada dispositivo de desplazamiento de cinta (17a, 17b) comprende dos cintas flanqueadas (19 o 20) con unos árboles transversales (27, 28) entre las mismas que soportan los elementos de paleta (18) y que permiten que una traslación de los elementos a lo largo de los árboles siga el movimiento de deslizamiento de la lanzadera (33) .
6. Instalación según la reivindicación 2, caracterizada porque comprende una leva lineal (35) conectada a la lanzadera para desplazar los elementos de paleta presentes a lo largo del trayecto de transferencia en sincronía con el deslizamiento de la lanzadera.
7. Instalación según la reivindicación 2, caracterizada porque comprende una unidad (142, 143) con cinta motorizada para desplazar la lanzadera (133) , soportando la cinta (142) de la unidad una leva lineal (144) para desplazar, de manera sincrónica con una lanzadera, también los elementos de paleta presentes a lo largo del trayecto de transferencia.
8. Instalación según la reivindicación 1, caracterizada porque comprende sobre el transportador de entrada y en el dispositivo de transferencia dos o más canales flanqueados (52, 252) para suministrar productos o grupos de productos para liberar simultáneamente dos o más grupos de productos en posiciones inmediatamente sucesivas a lo largo del segundo transportador.
9. Instalación según la reivindicación 1, caracterizada porque el transportador de salida presenta empujadores entre los cuales los grupos de productos deben ser insertados.
Patentes similares o relacionadas:
Dispositivo de llenado para llenar un envase con productos vulnerables y procedimiento para ello, del 4 de Julio de 2019, de DE GREEF'S WAGEN- CARROSSERIE- EN MACHINEBOUW B.V.: Dispositivo de llenado para llenar un envase con productos vulnerables, que comprende: - un bastidor principal provisto de un transportador elevador […]
Módulo de agrupación de marca circular con carro desmontable y procedimiento correspondiente, del 10 de Abril de 2019, de KHS GMBH: Módulo de agrupación de marcha circular que incluye: un marco de módulo , el cual define una trayectoria de marcha circular ; un […]
 Dispositivo para la formación de grupos de productos, del 16 de Marzo de 2016, de KHS GMBH: Dispositivo para la formación de grupos de productos a partir de un flujo de una pluralidad de piezas sueltas idénticas alimentada a través […]
Dispositivo para la formación de grupos de productos, del 16 de Marzo de 2016, de KHS GMBH: Dispositivo para la formación de grupos de productos a partir de un flujo de una pluralidad de piezas sueltas idénticas alimentada a través […]
 Instalación con una lanzadera de transferencia para suministrar productos a una máquina envasadora, del 18 de Septiembre de 2013, de EUROSICMA S.P.A: Instalación para suministrar productos alimenticios en secuencia a una máquina envasadora, que comprende unprimer transportador de entrada y […]
Instalación con una lanzadera de transferencia para suministrar productos a una máquina envasadora, del 18 de Septiembre de 2013, de EUROSICMA S.P.A: Instalación para suministrar productos alimenticios en secuencia a una máquina envasadora, que comprende unprimer transportador de entrada y […]
 Planta para la formación y la transferencia sincronizada continua de grupos compactos de productos aproximados entre sí a lo largo del recorrido de transferencia, del 22 de Marzo de 2013, de EUROSICMA S.P.A: Planta para realizar y transferir de manera continua y sincronizada unos grupos compactos de productos aproximados entre sí a lo largo del recorrido de transferencia, […]
Planta para la formación y la transferencia sincronizada continua de grupos compactos de productos aproximados entre sí a lo largo del recorrido de transferencia, del 22 de Marzo de 2013, de EUROSICMA S.P.A: Planta para realizar y transferir de manera continua y sincronizada unos grupos compactos de productos aproximados entre sí a lo largo del recorrido de transferencia, […]
INSTALACION PARA LA FABRICACION Y EL EMBALAJE DE TUBOS., del 16 de Diciembre de 2006, de AISA AUTOMATION INDUSTRIELLE SA: Instalación para la fabricación y el embalaje de tubos compuestos por un cuerpo tubular (13a, b) que comprende como mínimo una hoja plástica y un reborde conectada por […]
CADENA DE TRANSPORTE DE LOSETAS CON SISTEMA DE SUJECION., del 16 de Octubre de 2005, de LOSADA GOMEZ,PATRICIO: El sistema que se describe se trata de una cadena de transporte de losetas que pueden ser de piedra, mármol, pizarra o cualquier otro material. […]
 DISPOSITIVO PARA DIVIDIR, SINCRONIZAR Y AGRUPAR BULTOS SUELTOS, del 16 de Noviembre de 2008, de KHS AG: Dispositivo para dividir, sincronizar y agrupar bultos sueltos, cajas, piezas de trabajo o artículos como botellas, lata y similares con un transportador sobre […]
DISPOSITIVO PARA DIVIDIR, SINCRONIZAR Y AGRUPAR BULTOS SUELTOS, del 16 de Noviembre de 2008, de KHS AG: Dispositivo para dividir, sincronizar y agrupar bultos sueltos, cajas, piezas de trabajo o artículos como botellas, lata y similares con un transportador sobre […]