Instalación de soldadura de esqueletos de ensamblajes de combustible nuclear, procedimiento de programación, y procedimientos de soldadura de esqueleto y de realización de ensamblaje correspondientes.
Instalación (1) de soldadura de elementos estructurales (8) sobre unos tubos guías (7) de un esqueleto deensamblaje de combustible nuclear,
comprendiendo la instalación:
- por lo menos un bastidor (14) de recepción y de sujeción de los tubos guías (8) y de los elementosestructurales (8),
- un carro (12) desplazable paralelamente a los tubos guías (7),
- por lo menos una herramienta de soldadura (36), y
- unos medios (38) de desplazamiento de la herramienta de soldadura (36), uniendo los medios (38) dedesplazamiento la herramienta de soldadura (36) con el carro (12);
caracterizada porque los medios (38) de desplazamiento presentan por lo menos seis grados de libertad.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2005/002984.
Solicitante: AREVA NP.
Nacionalidad solicitante: Francia.
Dirección: Tour AREVA, 1 Place Jean Millier 92400 Courbevoie FRANCIA.
Inventor/es: TAILLANDIER,THIERRY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K37/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › Carros para soportar el utillaje de soldar o cortar.
- G21C3/334 FISICA. › G21 FISICA NUCLEAR; TECNICA NUCLEAR. › G21C REACTORES NUCLEARES (reactores de fusión, reactores híbridos fisión-fusión G21B; explosivos nucleares G21J). › G21C 3/00 Elementos combustibles para reactor o sus conjuntos; Empleo de sustancias especificadas para utilización como elementos combustibles para reactores. › Montaje de los haces.
PDF original: ES-2440776_T3.pdf
Fragmento de la descripción:
Instalación de soldadura de esqueletos de ensamblajes de combustible nuclear, procedimiento de programación, y procedimientos de soldadura de esqueleto y de realización de ensamblaje correspondientes.
La presente invención se refiere a una instalación de soldadura de elementos estructurales sobre unos tubos guías de un esqueleto de ensamblaje de combustible nuclear, comprendiendo la instalación:
-por lo menos un bastidor de recepción y sujeción de los tubos guías y de los elementos estructurales, 10
- un carro desplazable paralelamente a los tubos guías,
- por lo menos una herramienta de soldadura, y
- unos medios de desplazamiento de la herramienta de soldadura, enlazando los medios de desplazamiento la pinza con el carro.
La invención se aplica en particular a la soldadura de rejillas de sujeción de barras de combustible nuclear.
A partir del documento FR 2 670 947 se conoce una instalación del tipo citado anteriormente que permite soldar unas rejillas provistas de lengüetas de soldadura que sobresalen desde las caras superiores de las rejillas. Los medios de desplazamiento de la instalación de soldadura comprenden una caja de soporte móvil transversalmente con respecto a los tubos guías, un brazo extensible verticalmente y una muñeca orientable que soporta una pinza de soldadura. La muñeca orientable ofrece posibilidades de rotación con respecto a tres ejes distintos, de tal modo que la pinza de soldadura presenta un total de seis grados de libertad. La instalación descrita más arriba permite alcanzar unas cadencias elevadas de soldadura pero es deseable aumentar todavía más esas cadencias.
Es conocida asimismo por el documento US nº 4.587.394 una instalación de soldadura que comprende cuatro herramientas de soldadura que evolucionan simultáneamente para participar cada una en la soldadura de las rejillas sobre los tubos guías de un mismo esqueleto. Cada herramienta está unida a un carro desplazable longitudinalmente con respecto a los tubos guías, por unos medios de desplazamiento que presentan tres grados de libertad. Aunque las cuatro herramientas de soldadura evolucionan simultáneamente, las cadencias alcanzadas por una instalación de soldadura de este tipo también resultan ser demasiado débiles.
Una finalidad de la invención es resolver este problema proporcionando una instalación del tipo mencionado anteriormente que permita alcanzar unas cadencias de soldadura mayores.
Con este fin, el objeto de la invención es una instalación de soldadura según la reivindicación 1.
Según unos modos particulares de realización, la instalación puede comprender una o varias de las características de las reivindicaciones 2 a 11.
El objeto asimismo de la invención es un procedimiento de soldadura de un esqueleto de ensamblaje de combustible nuclear según las reivindicaciones 12 y 13.
Además, el objeto de la invención es un procedimiento de realización de un ensamblaje de combustible nuclear según la reivindicación 14.
Se comprenderá mejor la invención con la lectura de la descripción que sigue, proporcionada únicamente a título de 50 ejemplo y que hace referencia a los dibujos que se adjuntan, en los que:
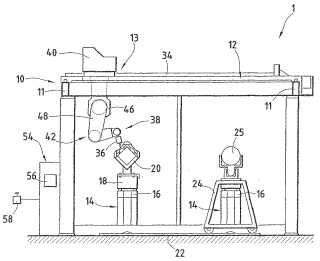
- la figura 1 es una vista esquemática en perspectiva que muestra una instalación de soldadura según la invención, no habiendo sido representados los bastidores de recepción de esqueletos,
- la figura 2 es una vista esquemática frontal de la instalación de la figura 1, tomada según la dirección de la flecha II de la figura 1,
- la figura 3 es una vista esquemática, parcial y en perspectiva, que ilustra una parte del esqueleto de un
ensamblaje de combustible nuclear que puede ser soldado por la instalación de la figura 1, 60
- las figuras 4 y 5 son unas vistas esquemáticas, parciales y en perspectiva, que ilustran los medios de desplazamiento de la herramienta de soldadura de la instalación de las figuras 1 y 2, y
-la figura 6 es una vista esquemática, parcial y en perspectiva, que ilustra una instalación de soldadura según 65 otro modo de realización.
Las figuras 1 y 2 ilustran esquemáticamente una instalación 1 de soldadura de elementos estructurales sobre tubos guías de esqueletos de ensamblaje de combustible nuclear.
De forma más precisa, los elementos estructurales considerados a continuación son unas rejillas de sujeción de barras de combustible nuclear, aunque otros elementos estructurales tales como unos manguitos también pueden ser soldados por la instalación 1.
Se recuerda, haciendo referencia a la figura 3, que el ensamblaje 2 comprende principalmente unas barras 3 de combustible nuclear y una estructura o esqueleto 4, de soporte de barras 3.
El esqueleto de soporte 4 comprende de forma clásica:
- un terminal de extremo inferior 5 y un terminal de extremo superior 6 dispuestos en los extremos longitudinales del ensamblaje 1,
- unos tubos guías 7 destinados a recibir las barras de un racimo, no representado, de mando y de parada del reactor nuclear, y
- unas rejillas 8 de sujeción de las barras 3.
Los terminales de extremo 5 y 6 están fijados en los extremos longitudinales de los tubos guías 7.
Las barras 3 se extienden verticalmente entre los terminales de extremo 5 y 6. Las barras 3 están dispuestas en los nudos de una red sustancialmente regular de base cuadrada donde están sujetos por las rejillas 8. Algunos de los nudos de la red están ocupados por los tubos guías 7 y eventualmente por un tubo central de instrumentación.
Las rejillas 8 comprenden, de forma clásica, unos juegos de plaquetas entrecruzadas que delimitan entre sí unas células centradas en los nudos de la red regular. La mayor parte de las células están destinadas a recibir una barra de combustible 3. Las demás reciben cada una un tubo guía 7, y la célula central recibe eventualmente el tubo de instrumentación 14.
Habitualmente, las rejillas 8 están provistas de patillas de soldadura que sobresalen hacia arriba y que permiten la soldadura de las rejillas 8 sobre los tubos guías 7. Existen también unas rejillas desprovistas de dichas patillas como se ilustra en la patente US nº 4.849.161. Las plaquetas dobles de la rejilla de ese documento presentan entonces unos espacios libres superiores que delimitan unas zonas de soldadura de la rejilla sobre los tubos guías 7.
La instalación 1 de las figuras 1 y 2 comprende, como la del documento FR 2 670 947, un banco de montaje 10 que puede estar cubierto lateralmente por unos paneles de protección. Este banco 10 es un pórtico metálico que comprende unos montantes y dos raíles 11 longitudinales y horizontales de circulación de un carro 12 que soporta un robot de soldadura 13.
El banco 10 delimita dos zonas de trabajo paralelas (figura 2) , de longitud por lo menos igual a la de un esqueleto 4 a soldar, y dispuestas una a lado de la otra. En cada una de las zonas está colocado un bastidor 14 que permite el ensamblaje previo de un esqueleto 4. Cada bastidor 14 se extiende paralelamente a los raíles 11 y puede comprender una mesa 16 mecanosoldada y un mármol 18.
Como ilustra la figura 2, el banco 10 comprende también unos raíles 22 dispuestos transversalmente a los raíles 11 y que permiten hacer circular una jaula 24 entre la posición en la que está representada en la figura 2, y en la que se encuentra enfrente de uno de las bastidores 14, y otra posición en la que se encuentra enfrente del otro bastidor 14. Esta jaula 24 está provista de raíles longitudinales para la circulación de un carro 25 de posicionamiento de mandriles expansibles destinados a ser insertados dentro de los tubos guías 7 en los emplazamientos de soldadura con el fin de evitar la deformación de estos tubos. Estos mandriles pueden tener la constitución ya descrita en el documento FR-A-2 533 353 y ser guiados por unos marcos (no representados) soportados por la jaula.
El mármol 18, que se extiende por toda la longitud del bastidor 14, está previsto para recibir, en unos emplazamientos ajustables, unos marcos 20 de posicionamiento y de sujeción de las rejillas 8 del esqueleto a soldar. Estos marcos 20, provistos de medios que permiten abrirlos para insertar una rejilla 8 y volverlos a cerrar, pueden tener una constitución conocida. En el caso ilustrado, estos marcos 20, destinados a recibir las rejillas 8 de un esqueleto 4, tienen sus diagonales orientadas horizontal y verticalmente.
El carro 12 ocupa toda la anchura del banco de ensamblaje y soporta por lo menos un raíl transversal 34.
El robot de soldadura 13 comprende una pinza 36 de soldadura por resistencia y unos medios 38 de desplazamiento... [Seguir leyendo]
Reivindicaciones:
1. Instalación (1) de soldadura de elementos estructurales (8) sobre unos tubos guías (7) de un esqueleto de ensamblaje de combustible nuclear, comprendiendo la instalación:
- por lo menos un bastidor (14) de recepción y de sujeción de los tubos guías (8) y de los elementos estructurales (8) ,
- un carro (12) desplazable paralelamente a los tubos guías (7) ,
- por lo menos una herramienta de soldadura (36) , y
- unos medios (38) de desplazamiento de la herramienta de soldadura (36) , uniendo los medios (38) de desplazamiento la herramienta de soldadura (36) con el carro (12) ;
caracterizada porque los medios (38) de desplazamiento presentan por lo menos seis grados de libertad.
2. Instalación según la reivindicación 1, en la que los medios (38) de desplazamiento presentan por lo menos siete grados de libertad.
3. Instalación según una de las reivindicaciones anteriores, en la que los medios (38) de desplazamiento comprenden un brazo (42) del cual por lo menos dos tramos (46, 48, 50) están articulados uno al otro, y en la que los medios (38) de desplazamiento comprenden, además, una muñeca (44) que soporta la herramienta de soldadura (36) , prolongando la muñeca (44) el brazo (42) y estando articulada al brazo (42) mediante una unión que presenta por lo menos dos grados de libertad.
4. Instalación según la reivindicación 3, en la que la muñeca (44) está articulada al brazo (42) mediante una unión que permite unas rotaciones (G, H) con respecto a por lo menos dos ejes distintos.
5. Instalación según la reivindicación 3 o 4, en la que el brazo (42) comprende por lo menos tres tramos (46, 48, 50) articulados uno a otro.
6. Instalación según una de las reivindicaciones 3 a 5, en la que por lo menos dos tramos (46, 48, 50) del brazo (42) están articulados uno a otro mediante una unión que permite unas rotaciones (C, D, E, F) con respecto a dos ejes diferenciados.
7. Instalación según una de las reivindicaciones anteriores, en la que los medios (38) de desplazamiento comprenden una caja de soporte (40) móvil transversalmente a los tubos guías (7) .
8. Instalación según una de las reivindicaciones anteriores, en la que el carro (12) está montado móvil sobre el bastidor (14) .
9. Instalación según una de las reivindicaciones anteriores, en la que la herramienta de soldadura es una pinza (36) de soldadura por resistencia.
10. Instalación según una de las reivindicaciones anteriores, que comprende unos medios programables (54) de mando de los medios (38) de desplazamiento de la herramienta de soldadura (36) , y unos medios manuales (58) de mando de los medios (38) de desplazamiento de la herramienta de soldadura (36) .
11. Instalación según la reivindicación 10, en la que los medios (38) de desplazamiento comprenden unos sensores
(60) de posición.
12. Procedimiento de soldadura de un esqueleto (4) de ensamblaje de combustible nuclear, comprendiendo el esqueleto unos tubos guías (7) y unos elementos estructurales (8) soldados sobre los tubos guías (7) , comprendiendo el procedimiento unas etapas de soldadura de los elementos estructurales (8) sobre los tubos guías (7) mediante una instalación según una de las reivindicaciones 1 a 11.
13. Procedimiento de soldadura según la reivindicación 12 en el que la instalación es una instalación según las reivindicaciones 10 u 11, y el procedimiento de soldadura comprende la programación de la instalación, comprendiendo dicha programación las etapas siguientes:
- ordenar manualmente los medios (38) de desplazamiento para que la herramienta de soldadura (36) ejecute una secuencia de soldadura, y
- registrar la secuencia de soldadura en los medios programables (54) de mando.
14. Procedimiento de realización de un ensamblaje (2) de combustible nuclear, comprendiendo el ensamblaje unas barras (3) de combustible nuclear y un esqueleto (4) de soporte de las barras (3) , comprendiendo el esqueleto (4) unos tubos guías (7) y unos elementos estructurales (8) soldados sobre los tubos guías (7) , el cual utiliza un procedimiento de soldadura de esqueleto (4) según la reivindicación 12.
Patentes similares o relacionadas:
Soldadura láser de componentes tubulares de acero TWIP, del 17 de Junio de 2020, de ELETTROSYSTEM S.R.L: Planta de soldadura láser para soldar con láser componentes tubulares de acero TWIP; la planta de soldadura láser comprende dos mandriles , que son coaxiales y […]
Sistema de captura de chispas para el uso con un soplete de corte, del 3 de Junio de 2020, de SORKIN, FELIX L.: Un método que comprende: suministrar un segmento de hormigón , y el segmento de hormigón tiene un extremo; extender un filamento […]
Sistema y método para separar un componente tubular, del 13 de Mayo de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Sistema para separar un componente tubular que es adecuado para construir una estructura de soporte y que puede tener una tubería longitudinal con extremos […]
Sistemas portátiles de enfriamiento de soldadura, del 29 de Abril de 2020, de Fast Fusion, LLC: Un sistema portátil de enfriamiento de soldadura que comprende: una pluralidad de instrumentos de enfriamiento de soldadura; dicha pluralidad de instrumentos […]
Dispositivo de soldadura orbital con sistema de acoplamiento de bobina simplificado, del 22 de Abril de 2020, de SPA Pipe Welding Solutions GmbH & Co. KG: Dispositivo de soldadura orbital , que comprende por lo menos una parte de armazón para disponer uno o varios dispositivos funcionales, una región de acoplamiento […]
Grúa de soldadura con cabezal de soldadura, del 1 de Enero de 2020, de ESAB AB: Una grúa de soldadura para soldadura de objetos, cuya grúa de soldadura comprende: un brazo (A) que incluye al menos un primer […]
Sistema de oruga de marco pequeño, del 20 de Noviembre de 2019, de THE BOEING COMPANY: Aparato que comprende: un sistema de herramienta configurado para realizar una operación en una ubicación en una estructura […]
Estación de montaje de tuberías, del 4 de Septiembre de 2019, de Shanghai Zhenhua Heavy Industries Co., Ltd: Estación de montaje de tuberías para sostener las herramientas durante una operación en una unión de campo durante el montaje de tuberías, […]