Instalación y a un procedimiento para la identificación y el control de productos sueltos.
Instalación (1) para la identificación y el control de productos sueltos (2) provistos de un código en una instalación para la preparación de pedidos,
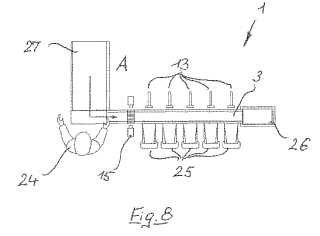
en la que los productos sueltos se guían de forma individual y centrada en una línea de transporte (3) de sección en V por una instalación de escaneo (15) con varios escáneres individuales (16, 17, 18), se identifican en la instalación de escaneo mediante lectura del código del producto suelto (2) como datos reales, se registran o comparan con los datos teóricos de la cantidad de productos sueltos archivados en un ordenador central y los productos sueltos se separan, si los datos teóricos no coinciden con los datos reales, caracterizada porque en la zona del extremo longitudinal de la primera línea de transporte (3) se prevén al menos dos dispositivos de separación (13), controlados por el ordenador central, para la separación lateral de productos sueltos identificados por la instalación de escaneo (15), llenando cada uno de los dispositivos de separación (13) un recipiente de pedido (25) debidamente posicionado de un determinado pedido a preparar con los productos sueltos del determinado pedido a preparar, y expulsándose los productos sueltos no identificados por el extremo longitudinal de la primera línea de transporte (3), porque en cada dispositivo de separación (13) se puede montar, por la zona lateral de entrega, un (primer) tope intermedio con una trampilla que se abre por el lado del suelo para la introducción controlada de los productos sueltos identificados y amortiguados (2) en un recipiente de pedido (25) debidamente posicionado y/o porque
por el extremo longitudinal de la primera línea de transporte (3) se prevé un (segundo) tope intermedio (23) con una trampilla que se abre por el lado del suelo para la introducción controlada de los productos sueltos no identificados (2) y amortiguados en un recipiente (26) previamente preparado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/001014.
Solicitante: KNAPP AG.
Nacionalidad solicitante: Austria.
Dirección: GUNTER-KNAPP-STRASSE 5-7 8075 HART BEI GRAZ AUSTRIA.
Inventor/es: FREUDELSPERGER, KARL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65G47/51 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › según señales no programadas, p. ej. que responden a la situación del aprovisionamiento en el punto de destino.
PDF original: ES-2432116_T3.pdf
Fragmento de la descripción:
Instalación y a un procedimiento para la identificación y el control de productos sueltos La invención se refiere a una instalación y a un procedimiento para la identificación y el control de productos sueltos provistos de un código, en la que los productos sueltos se guían de forma individual y centrada en una línea de transporte de sección en V por una instalación de escaneo con varios escáneres individuales, los códigos de los productos sueltos se leen e identifican en la instalación de escaneo como datos reales, se registran o comparan con los datos teóricos de la cantidad de productos sueltos archivados en un ordenador central y los productos sueltos se separan, si los datos teóricos no coinciden con los datos reales.
De acuerdo con el estado de la técnica, los diferentes productos sueltos se almacenan, clasificados por tipos, en un determinado lugar de las estanterías de un almacén. Cuando un cliente solicita la preparación de un pedido, las piezas o los productos sueltos deseados son extraídos del lugar de almacenamiento manualmente por un operario o, por ejemplo en caso de un mayorista, automáticamente por un equipo para la preparación de pedidos y llevados a un recipiente de transporte, por ejemplo una cubeta. La cubeta contiene preferiblemente los productos de un pedido completo, se lleva hasta una zona de expedición y se transporta finalmente desde allí hasta el cliente.
La dificultad consiste en garantizar la asignación correcta de productos a cada pedido a preparar. Para poder hacerlo, hay que comprobar cada pedido.
Una de las posibilidades de control prevé el pesaje de un recipiente vacío y de un recipiente que contiene los productos de un pedido a preparar, así como el cálculo del peso total del recipiente lleno a partir de los pesos individuales conocidos de las piezas más el peso conocido del recipiente vacío. Sin embargo, muchos productos sueltos suelen tener un peso parecido por lo que el método del pesaje no es del todo fiable. Si durante el pesaje no se observa ninguna diferencia entre el peso teórico y el peso real de un pedido a preparar, no se puede sacar necesariamente la conclusión de que la composición de un pedido a preparar sea la correcta. No obstante, si existe una diferencia entre el peso teórico y el peso real, en la mayoría de los casos no se puede saber dónde está el error y la única posibilidad de subsanarlo con mucho trabajo implica sacar todos los productos individuales nuevamente del recipiente y comprobarlos manualmente para determinar cuál es el producto que falta o sobra. Esto no sólo significa una enorme pérdida de tiempo, sino también un elevado factor de coste que repercute, en definitiva, en el precio del producto.
Para reducir el coste y el esfuerzo, las piezas o los productos sueltos se dotan, según el estado de la técnica y de antemano, es decir antes del almacenamiento de los productos sueltos en el almacén, de un código de barras propio. Los productos sueltos así identificados se extraen del recipiente para su control y se introducen manualmente en un dispositivo de lectura o escáner manual que está en condiciones de identificar el producto por medio del código de barras. Es evidente que un procedimiento de identificación de esta índole resulta igualmente costoso.
Para identificar una pluralidad de productos sueltos de un modo relativamente rápido con el fin de iniciar las medidas de corrección eventualmente necesarias, se conoce por la memoria genérica DE 102 09 864 A1 la “estación de chequeo” inicialmente mencionada cuya línea de transporte de sección en V consiste en un tobogán inclinado en el que los productos sueltos aportados manualmente resbalan como consecuencia de su fuerza de gravedad pasando por un túnel de escaneo en el que se procede a su lectura, a su control y, posteriormente, a su eventual separación. En cualquier caso se ha comprobado que la velocidad de resbalamiento no está definida y que es limitada, por lo que el centrado fiable en el ángulo V del tobogán en caso de un elevado número de productos sueltos sólo es posible de manera condicionada.
La misión de la invención está en crear una instalación y un procedimiento del tipo inicialmente mencionados capaces de identificar y clasificar una pluralidad de productos sueltos por medio de elementos sencillos con paso rápido de los productos sueltos y una gran fiabilidad del escáner tridimensional.
La tarea, en la que se basa la invención, se resuelve con un dispositivo del tipo señalado en la reivindicación 1, perfeccionado ventajosamente mediante las características de las reivindicaciones 2 a 12.
Un procedimiento conforme a la invención se caracteriza por la reivindicación 13, perfeccionado ventajosamente mediante las características de las reivindicaciones 14 a 15. El objetivo de la instalación para la identificación y el control de productos sueltos dotados de un código y procedentes de una instalación para la preparación de pedidos es el de prever en la zona del extremo longitudinal de la línea de transporte varios elementos de selección, llenando cada uno de los elementos de selección un recipiente de pedido posicionado de un pedido determinado a preparar con los productos del pedido determinado a preparar e introduciendo los productos sueltos no identificados o a separar en un recipiente situado al final de la línea de transporte. Los productos sueltos de diferentes pedidos a preparar se aportan con una distribución caótica a la cinta central de una instalación automática para la preparación de pedidos.
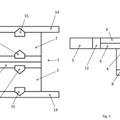
La línea de transporte de sección en V para el escaneo rápido y fiable de los productos sueltos se configura de modo especial. Uno de los brazos en V de la línea de transporte es un elemento de transporte de productos sueltos, preferiblemente una cinta transportadora circulante sin fin, sobre la que los productos sueltos se apoyan sin posibilidad de resbalamiento, mientras que el otro brazo en V de la línea de transporte consiste en un elemento de deslizamiento fijo para los productos sueltos, preferiblemente en una chapa de deslizamiento sobre la que se deslizan los productos sueltos.
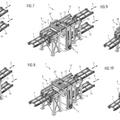
En cada elemento de selección se prevé, por la zona lateral de entrega, un tope intermedio con una trampilla que se abre por el lado del suelo para la introducción controlada de los productos sueltos identificados y amortiguados en un recipiente de pedido posicionado, y/o por el extremo longitudinal de la primera línea de transporte un tope intermedio con una trampilla que se abre por el lado del suelo para la introducción controlada de los productos sueltos no identificados y amortiguados en un recipiente previamente preparado.
El dispositivo de separación controlado por el ordenador central posee al menos una corredera transversal, al menos una aguja de separación o al menos una trampilla abatible que abre el paso a un orificio de expulsión.
La primera línea de transporte se desarrolla preferiblemente en dirección horizontal encerrando los dos brazos en V un ángulo mínimo de 90 grados, con preferencia exactamente un ángulo recto y formando al menos uno de los brazos en V, preferiblemente los dos brazos en V, un ángulo de 45 grados respecto a la horizontal.
En especial, la primera línea de transporte se compone en dirección longitudinal de dos secciones de transporte alineadas (una primera y una segunda) que consisten respectivamente en un elemento para el transporte de los productos sueltos y en un elemento para el deslizamiento de los productos sueltos, siguiendo al elemento de transporte de productos sueltos de la primera sección de transporte, de forma alineada, el elemento de deslizamiento de productos sueltos de la segunda sección de transporte y, viceversa, siguiendo al elemento de deslizamiento de productos sueltos de la primera sección de transporte, de forma alineada, el elemento de transporte de productos sueltos de la segunda sección de transporte.
El elemento de deslizamiento de productos sueltos puede ser transparente para poder escanear también la cara inferior que se va deslizando de un producto transportado. Sin embargo, con preferencia se prevé que inmediatamente después del elemento de deslizamiento de productos sueltos no transparente se monte alineada una sección transparente fija, en especial una ventana de vidrio, correspondiendo la longitud del elemento de transporte de productos sueltos aproximadamente a la suma de las longitudes individuales del elemento de deslizamiento de productos sueltos y de la sección transparente.
En la zona de la sección transparente, especialmente de la ventana de vidrio, se prevé una instalación de escaneo tridimensional con, preferiblemente, tres escáneres individuales, cuyo primer escáner individual... [Seguir leyendo]
Reivindicaciones:
1. Instalación (1) para la identificación y el control de productos sueltos (2) provistos de un código en una instalación para la preparación de pedidos, en la que los productos sueltos se guían de forma individual y centrada en una línea de transporte (3) de sección en V por una instalación de escaneo (15) con varios escáneres individuales (16, 17, 18) , se identifican en la instalación de escaneo mediante lectura del código del producto suelto (2) como datos reales, se registran o comparan con los datos teóricos de la cantidad de productos sueltos archivados en un ordenador central y los productos sueltos se separan, si los datos teóricos no coinciden con los datos reales, caracterizada porque en la zona del extremo longitudinal de la primera línea de transporte (3) se prevén al menos dos dispositivos de separación (13) , controlados por el ordenador central, para la separación lateral de productos sueltos identificados por la instalación de escaneo (15) , llenando cada uno de los dispositivos de separación (13) un recipiente de pedido (25) debidamente posicionado de un determinado pedido a preparar con los productos sueltos del determinado pedido a preparar, y expulsándose los productos sueltos no identificados por el extremo longitudinal de la primera línea de transporte (3) , porque en cada dispositivo de separación (13) se puede montar, por la zona lateral de entrega, un (primer) tope intermedio con una trampilla que se abre por el lado del suelo para la introducción controlada de los productos sueltos identificados y amortiguados (2) en un recipiente de pedido (25) debidamente posicionado y/o porque
por el extremo longitudinal de la primera línea de transporte (3) se prevé un (segundo) tope intermedio (23) con una trampilla que se abre por el lado del suelo para la introducción controlada de los productos sueltos no identificados (2) y amortiguados en un recipiente (26) previamente preparado.
2. Instalación según la reivindicación 2, caracteriza por una línea de transporte de sección en V (3) , uno de cuyos brazos en V es un elemento de transporte de productos sueltos accionado (5) , preferiblemente una cinta transportadora circulante sin fin accionada, sobre la que los productos sueltos (2) se apoyan sin posibilidad de resbalamiento, y cuyo otro brazo en V consiste en un elemento de deslizamiento fijo (6) para los productos sueltos, preferiblemente en una chapa de deslizamiento, sobre la que se deslizan los productos sueltos (2) .
3. Instalación según la reivindicación 2, caracterizada porque el dispositivo de separación (13) posee al menos una corredera transversal, al menos una aguja de separación o al menos una trampilla abatible (21) que abre el paso a un orificio de expulsión, consistiendo la trampilla abatible (21) preferiblemente en una trampilla doble controlada en sentido contrario con dos ejes basculantes (22) .
4. Instalación según cualquiera de las reivindicaciones 1 a 3, caracterizada porque la primera línea de transporte
(3) se dispone de manera horizontal.
5. Instalación según cualquiera de las reivindicaciones 1 a 4, caracterizada porque los dos brazos en V de la primera línea de transporte (3) encierran un ángulo de 90 grados, con preferencia exactamente un ángulo recto.
6. Instalación según cualquiera de las reivindicaciones 1 a 5, caracterizada porque al menos uno de los brazos en V, preferiblemente los dos brazos en V, forman un ángulo de 45 grados respecto a la horizontal.
7. Instalación según cualquiera de las reivindicaciones 1 a 6, caracterizada porque la primera línea de transporte
(3) se compone en dirección longitudinal de dos secciones de transporte alineadas (una primera y una segunda) que consisten respectivamente en un elemento para el transporte de los productos sueltos (5) y en un elemento para el deslizamiento de los productos sueltos (6) , siguiendo al elemento de transporte de productos sueltos (5) de la primera sección de transporte, de forma alineada, el elemento de deslizamiento de productos sueltos (6) de la segunda sección de transporte y, viceversa, siguiendo al elemento de deslizamiento de productos sueltos (6) de la primera sección de transporte, de forma alineada, el elemento de transporte de productos sueltos (5) de la segunda sección de transporte.
8. Instalación según la reivindicación 7,
caracterizada porque inmediatamente después del elemento de deslizamiento de productos sueltos no transparente (6) se monta alineada una sección transparente fija (10) , en especial una ventana de vidrio, correspondiendo la longitud del elemento de transporte de productos sueltos (5) aproximadamente a la suma de las longitudes individuales del elemento de deslizamiento de productos sueltos (6) y de la sección transparente (10) .
9. Instalación según la reivindicación 8, caracterizada porque en la zona de la sección transparente (10) , especialmente de la ventana de vidrio, se prevé una instalación de escaneo tridimensional (15) con, preferiblemente, tres escáneres individuales (16, 17, 18) , cuyo primer escáner individual (16) lee a través de la sección transparente (10) el código que pueda figurar en la superficie de deslizamiento del producto suelto transportado, y cuyos restantes escáneres individuales (17, 18) leen los códigos eventualmente existentes en otras superficies laterales del producto suelto transportado, pero no en la superficie lateral del producto suelito apoyado sin posibilidad de resbalamiento en el elemento de transporte de productos sueltos (5) .
10. Instalación según la reivindicación 9, caracterizada porque cada una de las dos secciones de transporte (la primera y la segunda) presenta una instalación de escaneo (15) dotada con preferencia de tres escáneres individuales (16, 17, 18) así como una sección transparente (10) (una primera y una segunda) , especialmente una ventana de vidrio (una primera y una segunda) , leyendo un escáner individual (16) de la segunda sección de transporte, a través de la segunda sección transparente (10) asignada, un posible código de la superficie lateral hasta ahora no leída del producto suelto que hasta entonces reposaba firmemente sobre el elemento de transporte de productos sueltos (5) de la primera sección de transporte.
11. Instalación según cualquiera de las reivindicaciones 1 a 10, caracterizada porque la instalación de escaneo o las instalaciones de escaneo (15) se dispone o disponen en un túnel de escaneo.
12. Instalación según cualquiera de las reivindicaciones 1 a 11, caracterizada por una instalación de identificación de la distancia, en especial una barrera de luz de distanciamiento para la desconexión automática del accionamiento del elemento de transporte de productos sueltos (5) en caso de no cumplirse la distancia mínima entre dos productos sueltos sucesivos a escanear.
13. Procedimiento para la identificación y el control de productos sueltos (2) provistos de un código en una instalación para la preparación de pedidos, en el que los productos sueltos se guían de forma individual y centrada en una línea de transporte (3) de sección en V por una instalación de escaneo (15) con varios escáneres individuales (16, 17, 18) , se identifican en la instalación de escaneo mediante lectura del código del producto suelto (2) como datos reales, se registran o comparan con los datos teóricos de la cantidad de productos sueltos archivados en un ordenador central y los productos sueltos se separan, si los datos teóricos no coinciden con los datos reales, por medio de una instalación según las reivindicaciones 1 a 12, caracterizado porque los productos sueltos (2) de varios pedidos a preparar se colocan, caóticamente distribuidos y al mismo tiempo, sobre una cinta central (27) de una instalación automática para la preparación de pedidos y se transportan a través de la cinta central (27) y, en su caso, a través de cintas transportadoras de conexión, a una estación de distribución (A) , en especial una estación de expedición, y porque en la estación de distribución (A) un operario (24) aporta respectivamente dos productos suelto distanciados a la entrada de la primera línea de transporte (3) .
14. Procedimiento según la reivindicación 13, caracterizado porque dos operarios (24) atienden en la estación de distribución (A) una única cinta central (27) por medio de dos instalaciones (1) paralelas y posicionamiento central de los mismos recipientes de pedido (25) .
15. Procedimiento según la reivindicación 13 ó 14, caracterizado porque un recipiente de pedido (25) lleno de productos sueltos (2) de un pedido completo a preparar se transporta hasta una estación de carga o hasta una estación de estacionamiento expidiéndose un protocolo de identificación sobre un pedido preparado correctamente o un protocolo sobre la preparación incorrecta de un pedido.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Aparato mejorado para paletizar automáticamente recipientes y método respectivo, del 12 de Febrero de 2020, de UNITEC S.P.A: Aparato para cargar una pluralidad de recipientes , particularmente que contienen productos vegetales, sobre palés, que comprende: - un primer conjunto que consiste […]
Aparato amortiguador para núcleos de material de papel, para líneas de producción de rollos de papel higiénico o rollos de papel absorbente o de papel o materiales absorbentes similares, del 20 de Noviembre de 2019, de GAMBINI S.p.A: Aparato amortiguador para núcleos de material de papel, para líneas de producción de rollos de papel higiénico o rollos de papel absorbente o de papel […]
Sistema de transferencia para transferir artículos, del 6 de Noviembre de 2019, de Sluis Cigar Machinery B.V: Sistema de transferencia para transferir artículos , tales como partes de un dispositivo de fumar simulado, cuyo sistema de transferencia […]
 Dispositivo y método de alimentación por acumulación, del 31 de Octubre de 2019, de Gebo Packaging Solutions France: Procedimiento de alimentación de una superficie de recepción instalada entre dos puestos en una línea de tratamiento industrial de productos en cadena, que […]
Dispositivo y método de alimentación por acumulación, del 31 de Octubre de 2019, de Gebo Packaging Solutions France: Procedimiento de alimentación de una superficie de recepción instalada entre dos puestos en una línea de tratamiento industrial de productos en cadena, que […]
 Dispositivo de almacenamiento para contenedores apilables, del 25 de Septiembre de 2019, de Siemens Mobility GmbH: Dispositivo de almacenamiento para contenedores apilables usados para transportar piezas de equipaje en el sistema transportador clasificador […]
Dispositivo de almacenamiento para contenedores apilables, del 25 de Septiembre de 2019, de Siemens Mobility GmbH: Dispositivo de almacenamiento para contenedores apilables usados para transportar piezas de equipaje en el sistema transportador clasificador […]
Sistema tampón para productos de masa, del 1 de Abril de 2019, de Radie B.V: Sistema tampón para productos de masa, que comprende: - un primer transportador para suministrar productos de masa; - un segundo transportador […]
Dispositivo para la acumulación y liberación de productos, en particular, para suministrar tales productos a líneas de embalaje, del 26 de Febrero de 2019, de CT PACK S.R.L.: Dispositivo para la acumulación y liberación de productos (P), del tipo que comprende: - una unidad de acumulación principal con una abertura de recepción y una […]