INSTALACIÓN PARA LA FABRICACIÓN CONTINUA DE UNA BANDA DE VELO DE HILATURA.
Instalación para la fabricación continua de una banda de velo de hilatura a partir de filamentos aerodinámicamente estirados de material sintético termoplástico,
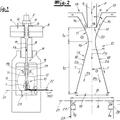
cuya instalación comprende una hilera (1) que entrega los filamentos, estando dispuesta por debajo de la hilera (1) una cinta tamiz de deposición (7) que puede ser movida continuamente y sobre la cual se pueden depositar filamentos para formar el velo de hilatura, y estando previsto en la cinta tamiz de deposición (7) un dispositivo de aspiración para aspirar aire a través de dicha cinta tamiz de deposición (7), caracterizada porque, considerado en la dirección de transporte de la cinta tamiz de deposición (7), están dispuestas una tras otra al menos dos regiones de succión (10, 11, 12) separadas una de otra, porque una de estas regiones de succión (10, 11, 12) es una región de succión principal (11) asociada a la zona de deposición, y porque en la región de succión principal (11) y en la al menos otra región de succión (10, 12) se pueden ajustar las velocidades de succión con independencia una de otra
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02004614.
Solicitante: REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK.
Nacionalidad solicitante: Alemania.
Dirección: SPICHER STRASSE 46-48 53839 TROISDORF ALEMANIA.
Inventor/es: FREY,DETLEF, GEUS,HANS GEORG, SCHLAG,PETER DR.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Febrero de 2002.
Fecha Concesión Europea: 20 de Febrero de 2008.
Clasificación Internacional de Patentes:
- D01D5/098B
- D04H3/16 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › con uniones entre filamentos termoplásticos producidos en relación con la formación de filamentos, p. ej. siguiendo inmediatamente la extrusión.
Clasificación PCT:
- D01D5/098 D […] › D01 FIBRAS O HILOS NATURALES O FABRICADOS POR EL HOMBRE; HILATURA. › D01D PROCEDIMIENTOS O APARATOS MECANICOS PARA LA FABRICACION DE FILAMENTOS, HILOS, FIBRAS, SEDAS O CINTAS ARTIFICIALES (procesado o trabajado de cables metálicos B21F; fibras o filamentos de vidreo, minerales o escorias reblandecidas C03B 37/00). › D01D 5/00 Formación de filamentos, hilos o similares. › con estirado simultáneo.
- D04H3/03 D04H 3/00 […] › al azar.
- D04H3/16 D04H 3/00 […] › con uniones entre filamentos termoplásticos producidos en relación con la formación de filamentos, p. ej. siguiendo inmediatamente la extrusión.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención concierne a una instalación para la fa-bricación continua de una banda de velo de hilatura a par-tir de filamentos aerodinámicamente estirados de material sintético termoplástico, cuya instalación comprende una hilera que entrega los filamentos, estando dispuesta por debajo de la hilera una cinta tamiz de deposición que puede moverse continuamente y sobre la cual se pueden depositar los filamentos para formar el velo de hilatura, y estando previsto en la cinta tamiz de deposición un dispositivo de aspiración para aspirar aire a través de la cinta tamiz de deposición.
La hilera presenta aberturas de boquilla de hilatura por las cuales pueden salir los filamentos de material sin-tético termoplástico. Está dentro del ámbito de la inven-ción que los filamentos sean conducidos primero a través de una cámara de refrigeración en la que se puede introducir aire del proceso desde una cabina de alimentación de aire para refrigerar los filamentos. Además, los filamentos lle-gan convenientemente a una unidad de estiraje con un canal de arrastre inferior al que se une una unidad de tendido que está constituida preferiblemente por al menos un difu-sor. Debajo de la unidad de tendido está previsto el dispo-sitivo de deposición para depositar los filamentos destina-dos a formar la banda de velo de hilatura, siendo la cinta tamiz de deposición continuamente movible antes citada una parte integrante del dispositivo de deposición. Sobre esta cinta tamiz de deposición se depositan los filamentos para formar el velo de hilatura. La cinta tamiz de deposición consiste en una cinta circulante sinfín. Los filamentos, por así decirlo, son aspirados hacia la cinta tamiz de de-posición con ayuda de aire que se aspira a través de la cinta tamiz por medio del dispositivo de aspiración y son depositados allí como un velo de hilatura o una banda de velo de hilatura. Por tanto, la cinta tamiz de deposición es permeable al aire y se aspira el aire a través de la cinta tamiz de deposición para garantizar una deposición funcionalmente segura del velo de hilatura. Detrás de la zona de deposición del velo de hilatura, considerado en la dirección de transporte, está dispuesto en general un rodi-llo de apriete o un par de rodillos de apriete para el velo de hilatura.
Una instalación de esta clase se encuentra descrita, por ejemplo, en el documento EP-A-1 079 012. Con la insta-lación anteriormente descrita y conocida por la práctica, de la cual parte la invención, se generan velos de hilatura cuyas propiedades no satisfacen todos los requisitos. En particular, la uniformidad de la deposición del velo de hilatura o la disposición uniforme de los filamentos duran-te la deposición deja mucho que desear. Los velos de hila-tura fabricados con la instalación conocida muestran a me-nudo faltas de homogeneidad respecto de su densidad de fi-lamentos y ancho de malla. Tales faltas de homogeneidad originan irregularidades no deseadas, especialmente en lo que respecta a la resistencia del velo, la dilatación del velo y la permeabilidad del velo. Por este motivo, la ins-talación conocida está necesitada de mejoras.
Por consiguiente, la invención se basa en el problema técnico de indicar una instalación de la clase citada al principio con la que se pueda conseguir una deposición del velo de hilatura lo más uniforme posible o una disposición lo más uniforme posible de los filamentos durante la depo-sición.
Para resolver este problema técnico, la invención aporta la enseñanza de una instalación para la fabricación continua de una banda de velo de hilatura a partir de fila-mentos aerodinámicamente estirados de material sintético termoplástico, con una hilera que entrega los filamentos, en la que está prevista una unidad de estiraje con un canal de arrastre inferior para los filamentos y en la que se une a la unidad de estiraje una unidad de tendido con al menos un difusor, en la que está dispuesta por debajo de la hile-ra y por debajo del difusor una cinta tamiz de deposición que puede moverse continuamente y sobre la cual se pueden depositar los filamentos para formar el velo de hilatura, y en la que está previsto en la cinta tamiz de deposición un dispositivo de aspiración para aspirar aire a través de la cinta tamiz de deposición, en la que, considerado en la di-rección de transporte de la cinta tamiz de deposición, es-tán dispuestas una tras otra tres regiones de succión sepa-radas una de otra, en la que una de estas regiones de suc-ción es una región de succión principal asociada a la zona de deposición, en la que una primera región de succión está dispuesta delante de la región de succión principal con respecto a la dirección de transporte y en la que una se-gunda región de succión está dispuesta detrás de la región de succión principal con respecto a la dirección de trans-porte, y en la que las velocidades de succión de las tres regiones de succión pueden ser ajustadas independientemente una de otra.
Zona de deposición significa en el ámbito de la inven-ción la región de la cinta tamiz de deposición sobre la cual se depositan principalmente los filamentos o sobre la cual se deposita la parte principal de los filamentos. El dispositivo de aspiración está dispuesto convenientemente por debajo de la cinta tamiz de deposición. El dispositivo de aspiración presenta al menos un soplante de aspiración.
Por tanto, según la invención, en las regiones de suc-ción se pueden ajustar o controlar y/o regular las veloci-dades de aspiración, en cada caso independientemente una de otra, y está dentro del ámbito de la invención que en las regiones de succión estén ajustadas unas respectivas velo-cidades de aspiración diferentes. Convenientemente, la ve-locidad de aspiración en la región de succión principal es la más alta. Velocidad de aspiración significa la velocidad del aire aspirado en m/s.
Está dentro del ámbito de la invención que las veloci-dades de succión en la primera región de succión, en la se-gunda región de succión y en la región de succión principal se puedan controlar y/o regular independientemente una de otra. Según la invención, las capacidades de succión en las tres regiones de succión se pueden ajustar o controlar y/o regular independientemente una de otra.
Está dentro del ámbito de la invención que la veloci-dad de succión en la región de succión principal sea más alta que en la primera región de succión y/o en la segunda región de succión. La velocidad de succión en la región de succión principal es convenientemente al menos tres veces más alta y preferiblemente al menos cuatro veces más alta que la velocidad de succión en la primera región de succión y/o en la segunda región de succión. Según una forma de realización muy preferida, la velocidad de succión en la región de succión principal es al menos cinco veces más al-ta que la velocidad de succión en la primera región de suc-ción y/o en la segunda región de succión. Preferiblemente, la velocidad de succión en la primera región de succión y/o en la segunda región de succión está comprendida entre 1 y 6 m/s, preferiblemente entre 2 y 5 m/s. Convenientemente, la velocidad de succión en la región de succión principal es de 25 a 30 m/s, preferiblemente 27 a 33 m/s. Según una forma de realización muy preferida, la velocidad de succión en la región de succión principal es de 30 m/s o de aproxi-madamente 30 m/s.
La invención se basa en el conocimiento de que en la primera región de succión se pueden evacuar las cantidades de aire alimentadas con la cinta tamiz de deposición a con-dición de que los vectores de flujo en el límite con la re-gión de succión principal estén orientados, por así decir-lo, en dirección ortogonal a la superficie de la cinta ta-miz de deposición. Se garantiza con ello que en la región de succión principal subsiguiente pueda escapar en lo posi-ble sin impedimento el aire arrastrado con los filamentos que se han de depositar. Cuando en la primera región de succión se deposita ya una parte de los filamentos, la pri-mera región de succión satisface también el objetivo de proporcionar un seguro de transporte en el que los filamen-tos ya depositados se mantienen de forma funcionalmente se-gura sobre la cinta tamiz de deposición por efecto de la succión del aire. En la región de succión principal adya-cente a la primera región de succión tiene lugar la deposición de velo o formación de velo propiamente dicha. Se con-sigue una deposición de velo funcionalmente segura haciendo que la velocidad de aspiración en la región de succión principal sea mayor que la velocidad de aspiración en la...
Reivindicaciones:
1. Instalación para la fabricación continua de una banda de velo de hilatura a partir de filamentos aerodiná-micamente estirados de material sintético termoplástico, con una hilera (1) que entrega los filamentos,
en la que está prevista una unidad de estiraje (4) con un canal de arrastre inferior (5) para los filamentos y en la que se une a la unidad de estiraje (4) una unidad de tendido (6) con al menos un difusor (13, 14),
en la que está dispuesta por debajo de la hilera (1) y por debajo del difusor (13, 14) una cinta tamiz de deposición (7) que puede ser movida continuamente y sobre la cual se pueden depositar los filamentos para formar el velo de hilatura, y en la que está previsto en la cinta tamiz de deposición (7) un dispositivo de aspiración para aspirar aire a través de dicha cinta tamiz de deposición (7),
en la que, considerado en la dirección de transporte de la cinta tamiz de deposición (7), están dispuestas una tras otra tres regiones de succión (10, 11, 12) separadas una de otra, siendo una de estas regiones de succión (10, 11, 12) es una región de succión principal (11) asociada a la zona de deposición,
en la que una primera región de succión (10) está dis-puesta delante de la región de succión principal (1) con respecto a la dirección de transporte y una segunda región de succión (12) está dispuesta detrás de la región de suc-ción principal (11) con respecto a la dirección de trans-porte, y en la que las velocidades de succión de las tres regiones de succión (10, 11, 12) pueden ser ajustadas con independencia una de otra.
2. Instalación según la reivindicación 1, en la que la velocidad de succión en la región de succión principal (11) es más alta que en las demás regiones de succión (10, 12).
3. Instalación según una de las reivindicaciones 1 o 2, en la que la velocidad de succión en la primera región de succión (10) y/o en la segunda región de succión (12) está comprendida entre 1 y 6 m/s, preferiblemente entre 2 y 5 m/s.
4. Instalación según una de las reivindicaciones 1 a 3, en la que la velocidad de succión en la región de suc-ción principal (11) es de 25 a 35 m/s, preferiblemente 27 a 33 m/s.
5. Instalación según una de las reivindicaciones 1 a 4, en la que al menos un tercio de la longitud l2 de la se-gunda región de succión (12) está dispuesto delante de un rodillo de apriete (22) para la banda de velo de hilatura, referido a la dirección de transporte de la cinta tamiz de deposición (7).
6. Instalación según una de las reivindicaciones 1 a 5, en la que está previsto únicamente un soplante de aspi-ración para las regiones de succión (10, 11, 12) y en la que las respectivas condiciones de succión en las regiones de succión (10, 11, 12) pueden ser ajustadas con elementos de ajuste y/o elementos de estrangulación.
7. Instalación según una de las reivindicaciones 1 a 6, en la que la región de succión principal (11) está sepa-rada de la primera región de succión (10) por una primera pared de limitación (18) y está también separada de la se-gunda región de succión (12) por una segunda pared de limi-tación (19), y en la que la primera y la segunda paredes de limitación (18, 19) forman sobre la anchura de la cinta ta-miz de deposición (7) un contorno de boquilla con un estre-chamiento (20).
8. Instalación según la reivindicación 7, en la que la distancia entre la primera pared de limitación (18) y la segunda pared de limitación (19) en el estrechamiento (20) es ajustable.
9. Instalación según una de las reivindicaciones 7 u 8, en la que en la región situada por debajo del estrecha-miento (2) es ajustable la distancia entre la primera pared de limitación (18) y la segunda pared de limitación (19).
Patentes similares o relacionadas:
Tela no tejida que comprende una capa de elasticidad alta, del 17 de Junio de 2020, de Fibertex Personal Care A/S: Una tela que comprende al menos una capa (SH) no tejida unida por hilado de elasticidad alta que tiene fibras de multiples componentes rizadas, caracterizada […]
Partículas poliméricas, del 29 de Abril de 2020, de Canco Hungary Investment Ltd: Un artículo polimérico que comprende capas de polímero sucesivas, que comprenden: (a) una primera capa de polímero que comprende un material polimérico orientado; […]
Método para hacer una banda no tejida de curvatura alta, del 8 de Abril de 2020, de Fibertex Personal Care A/S: Un metodo para hacer una banda no tejida unida por hilado de curvatura alta que comprende fibras de multiples componentes rizadas, donde el proceso comprende girar […]
Material biocompatible que presenta un tejido de nano- o microfibras no tejidas producido por procedimiento de electrohilado, del 25 de Marzo de 2020, de SUNSTAR SUISSE SA: Material biocompatible que comprende un tejido no tejido de nano- o microfibra biocompatible producido mediante electrohilado para su uso en el tratamiento de hueso […]
Dispositivo para la fabricación de materiales no tejidos hilados, del 4 de Marzo de 2020, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para la fabricación de materiales no tejidos hilados a partir de filamentos continuos , en especial de filamentos continuos […]
Material no tejido y proceso de formación del mismo, del 20 de Noviembre de 2019, de Fitesa Germany GmbH: Un material no tejido que comprende una pluralidad de fibras que contienen ácido poliláctico que forman una banda no tejida, en donde los […]
Bandas sopladas por fusión de alta calidad con propiedades de barrera mejoradas, del 11 de Septiembre de 2019, de BOREALIS AG: Bandas sopladas por fusión que comprenden fibras sopladas por fusión hechas de al menos un 80 % en peso de una composición de polipropileno que comprende (A) […]
 Dispositivo para la fabricación de material tejido de filamentos continuos, del 28 de Agosto de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para fabricar material tejido de filamentos continuos , especialmente de plástico termoplástico, con al menos una hilera […]
Dispositivo para la fabricación de material tejido de filamentos continuos, del 28 de Agosto de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para fabricar material tejido de filamentos continuos , especialmente de plástico termoplástico, con al menos una hilera […]