INSTALACION DE CORTE TRANSVERSAL QUE TRABAJA CONTINUAMENTE.
Instalación de corte transversal que trabaja continuamente para formatos pequeños de papel,
la cual comprende varias estaciones de desenrollamiento (2a a 2e) para sendos rollos de papel (3a a 3e), en donde cada estación de desenrollamiento lleva asociada una unidad de corte longitudinal (6) para dividir el rollo de papel (3a a 3e) en dos bandas de papel (3''a a 3''e) con una anchura reducida a la mitad de la anchura del rollo de papel, un trayecto de transporte común (5) para todas las bandas de papel (3''a a 3''e) con respecto al cual están dispuestas las estaciones de desenrollamiento (2a a 2e) en forma transversalmente orientada, estando previstos unos medios de desviación (7) para desviar transversalmente las bandas de papel (3''a a 3''e) desde las estaciones de desenrollamiento (2a a 2e) hasta el trayecto de transporte (5), una estación de nivelación (8) asociada al trayecto de transporte (5), en la cual se pueden reunir las bandas de papel (3''a a 3''e) a un nivel en altura común, un equipo de corte transversal (9) para individualizar las bandas de papel en forma de pliegos de papel y una estación de acumulación (11) en la que pueden apilarse los pliegos de papel continuamente confeccionados para formar resmas (3''a a 3''e), caracterizada porque la estación de nivelación (8) y el trayecto de transporte (5) presentan medios de guía que guían por separado y en forma yuxtapuesta las bandas de papel (3''a a 3''e) de las estaciones de desenrollamiento (2a a 2e) y que orientan los pliegos de papel individualizados de las bandas de papel de cada estación de desenrollamiento formando respectivas filas yuxtapuestas paralelas y prefijadas para lograr en la estación de acumulación respectivas resmas separadas para los pliegos de papel procedentes de cada estación de desenrollamiento (2a a 2e)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06006211.
Solicitante: BIELOMATIK LEUZE GMBH + CO KG.
Nacionalidad solicitante: Alemania.
Dirección: DAIMLERSTRASSE 6-10,72639 NEUFFEN.
Inventor/es: FIX,UWE.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Marzo de 2006.
Fecha Concesión Europea: 6 de Enero de 2010.
Clasificación Internacional de Patentes:
- B65H35/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 35/00 Entrega de artículos desde máquinas de corte o de perforación lineal; Aparatos que entregan artículos y que llevan incorporados dispositivos de corte o de perforación lineal, p. ej. distribuidores de cinta adhesiva (máquinas o dispositivos de corte o de perforación en general B26D, B26F). › desde cortadores o perforadores longitudinales o con estos aparatos.
- B65H35/04 B65H 35/00 […] › desde cortadores o perforadores transversales o con estos aparatos.
- B65H39/075 B65H […] › B65H 39/00 Unión, colocación o agrupación de artículos o bandas (combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00; máquinas para colocar y agrupar a la vez y fijar de forma permanente hojas o cuadernos B42C 1/00). › por colocación en soportes yuxtapuestos.
Clasificación PCT:
- B65H35/02 B65H 35/00 […] › desde cortadores o perforadores longitudinales o con estos aparatos.
- B65H35/04 B65H 35/00 […] › desde cortadores o perforadores transversales o con estos aparatos.
- B65H39/075 B65H 39/00 […] › por colocación en soportes yuxtapuestos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Instalación de corte transversal que trabaja continuamente.
La invención concierne a una instalación de corte transversal que trabaja continuamente para formatos pequeños de papel, la cual comprende varias estaciones de desenrollamiento para un respectivo rollo de papel, en donde cada estación de desenrollamiento lleva asociada una unidad de corte longitudinal para dividir el rollo de papel en dos bandas de papel con una anchura reducida a la mitad de la anchura del rollo de papel, un trayecto de transporte común para todas las bandas de papel, con respecto al cual están dispuestas con orientación transversal las estaciones de desenrollamiento, estando previstos unos medios de desviación para desviar transversalmente las bandas de papel desde las estaciones de desenrollamiento hasta el trayecto de transporte, una estación de nivelación asociada al trayecto de transporte, en las que pueden reunirse las bandas de papel a un nivel en altura común, un equipo de corte transversal para individualizar las bandas de papel en pliegos de papel y una estación de acumulación en la que se pueden apilar los pliegos de papel continuamente confeccionados para obtener resmas.
Se conocen en general instalaciones de corte transversal que trabajan continuamente para formatos pequeños de papel. Una instalación de corte transversal conocida presenta varias estaciones de desenrollamiento que pueden estar orientadas transversalmente a un trayecto de transporte para las bandas de papel. Cada estación de desenrollamiento es provista de un rollo de papel cuyas bandas de papel son retiradas, desviadas hacia el trayecto de transporte con ayuda de medios de desviación y divididas previamente en mitades por medio de un cortador longitudinal. Las bandas de papel divididas en mitades son colocadas una sobre otra y alimentadas a la estación de nivelación. Las bandas de papel de todas las estaciones de desenrollamiento llegan allí a alturas diferentes, pero están aproximadamente alineadas una sobre otra, y son llevadas a la misma altura en la estación de nivelación, de modo que todas las bandas de papel de las estaciones de desenrollamiento están situadas sustancialmente a haces una sobre otra y son transportadas adicionalmente hasta el equipo de corte transversal. En este equipo de corte transversal se cortan las bandas de papel en forma de pliegos de papel que se transportan seguidamente a una estación de acumulación y que se disponen allí una sobre otra formando pilas, las llamadas resmas.
Para poder formar pilas de resmas en colores diferente se trasladan los diferentes colores sucesivamente en la instalación de corte transversal y a continuación se apilan conjuntamente a mano las resmas correspondientes hasta obtener la combinación de colores deseada y luego se embala esta última.
El cometido de la invención consiste en crear una instalación de corte transversal de la clase citada al principio que haga posible el apilamiento sencillo de resmas de colores diferentes.
Este problema se resuelve por el hecho de que la estación de nivelación y el trayecto de transporte presentan medios de guía que conducen las bandas de papel de las estaciones de desenrollamiento por separado y en forma yuxtapuesta y que orientan los pliegos de papel individualizados de las bandas de papel de cada estación de desenrollamiento en forma de respectivas filas prefijadas paralelas yuxtapuestas para lograr respectivas resmas separadas en la estación de acumulación para los pliegos de papel procedentes de cada estación de desenrollamiento. Gracias a la solución según la invención, las bandas de papel de cada estación de desenrollamiento permanecen separadas una de otra durante los procesos de trabajo dentro de la instalación de corte transversal, de modo que en la zona de la estación de acumulación se depositan y apilan un número de resmas yuxtapuestas que corresponde al número de rollos de papel presentados. Es así posible especialmente presentar rollos de papel de colores diferentes en las distintas estaciones de desenrollamiento y, al final del trayecto de transporte, retirar de la estación de acumulación en filas yuxtapuestas las resmas de diferentes colores. La solución según la invención es adecuada para formatos pequeños de papel, especialmente DIN A3, DIN A4 y formatos más pequeños. La instalación de corte transversal está prevista ventajosamente para la manipulación de papel como una llamada estación multiuso. Los rollos de papel consisten ventajosamente en colores diferentes, pero la instalación puede utilizarse también de la misma manera para varios rollos de papel del mismo color. Es esencial que las bandas de papel de cada estación de desenrollamiento corran especialmente a lo largo de todo el trayecto de transporte en posiciones lateralmente decaladas una respecto de otra en la dirección transversal de dicho trayecto de transporte y, por tanto, las bandas de papel de cada estación de desenrollamiento formen también respectivas resmas propias.
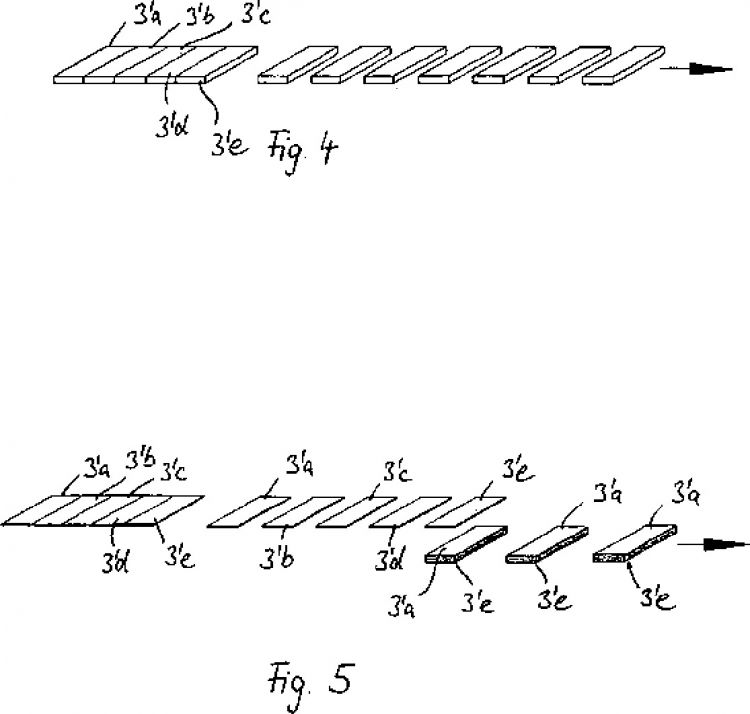
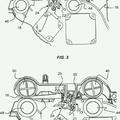
En una ejecución de la invención se conducen bandas de papel contiguas solapándose en sus zonas de borde y están previstos unos cortadores longitudinales que cortan las bandas de papel a la anchura de medida en las zonas de solapamiento. Las bandas de papel son conducidas ciertamente yuxtapuestas en posiciones lateralmente decaladas una respecto de otra. Sin embargo, se prevé al mismo tiempo una insignificante anchura de solapamiento para crear cantos longitudinales definidos por los cortadores longitudinales. Como quiera que cada vez un cortador longitudinal corta al mismo tiempo una zona de borde de una banda de papel y la zona de borde contigua de la otra banda de papel, los cantos longitudinales cortados de las bandas de papel contiguas están seguidamente yuxtapuestos a haces y a tope durante el transporte ulterior.
En otra ejecución de la invención la estación de acumulación va seguida de un transportador transversal que trabaja continuamente para realizar una evacuación ordenada de las resmas una tras otra desde la estación de acumulación, y el transportador transversal lleva asociada una unidad de apilamiento en la que se pueden apilar las resmas una sobre otra según su orden de sucesión en el transportador transversal para obtener bloques de resmas. Se efectúa así un apilamiento a máquina de las resmas para obtener bloques de resmas deseados sin que tenga que realizarse un apilamiento manual. En caso de que deban formarse bloques de resmas de varios colores, las llamadas resmas en arco iris, la secuencia de apilamiento de las resmas de colores diferentes situadas una sobre otra puede ser prefijada entonces por la producción previamente efectuada de las resmas en la instalación de corte transversal. En efecto, la secuencia de apilamiento corresponde forzosamente al orden de sucesión de las resmas formadas una al lado de otra en la estación de acumulación, visto en la dirección transversal del transportador transversal. En caso de que el apilamiento se efectúe de abajo arriba, la primera resma transportada sobre el transportador transversal en dirección transversal al trayecto de transporte es la resma más inferior del bloque de resmas formado y la última resma es de manera correspondiente la resma más superior de dicho bloque. Por tanto, en caso de que en un bloque de resmas correspondiente con cinco colores de resma diferentes, especialmente los colores rojo, naranja, amarillo, verde, azul, el color situado arriba deba ser rojo y el color situado abajo deba ser amarillo, las bandas de papel rojas del rollo de papel rojo y las bandas de papel azules del rollo de papel azul forman entonces de manera sencilla en la instalación de corte transversal las respectivas bandas laterales exteriores sobre el trayecto de transporte, con lo que las resmas formadas en los diferentes colores pueden ser evacuadas después transversalmente sobre el transportador transversal en el orden de sucesión correcto y llevadas a la unidad de apilamiento.
En otra ejecución de la invención la unidad de apilamiento lleva unida una máquina de embalaje en la que se pueden embalar los bloques de resmas. Se hace así posible un embalaje a máquina de los bloques de resmas formados.
En otra ejecución de la invención la máquina de embalaje está construida para un modo de trabajo discontinuo y entre la unidad de apilamiento y la máquina de embalaje está previsto un trayecto de cadencia que realiza una sincronización de la alimentación de los bloques de resmas con la cadencia de trabajo de la máquina de embalaje. Se garantiza así una alimentación completamente automática de los bloques de resmas formados en la unidad de apilamiento a la máquina de embalaje.
En otra ejecución...
Reivindicaciones:
1. Instalación de corte transversal que trabaja continuamente para formatos pequeños de papel, la cual comprende varias estaciones de desenrollamiento (2a a 2e) para sendos rollos de papel (3a a 3e), en donde cada estación de desenrollamiento lleva asociada una unidad de corte longitudinal (6) para dividir el rollo de papel (3a a 3e) en dos bandas de papel (3'a a 3'e) con una anchura reducida a la mitad de la anchura del rollo de papel, un trayecto de transporte común (5) para todas las bandas de papel (3'a a 3'e) con respecto al cual están dispuestas las estaciones de desenrollamiento (2a a 2e) en forma transversalmente orientada, estando previstos unos medios de desviación (7) para desviar transversalmente las bandas de papel (3'a a 3'e) desde las estaciones de desenrollamiento (2a a 2e) hasta el trayecto de transporte (5), una estación de nivelación (8) asociada al trayecto de transporte (5), en la cual se pueden reunir las bandas de papel (3'a a 3'e) a un nivel en altura común, un equipo de corte transversal (9) para individualizar las bandas de papel en forma de pliegos de papel y una estación de acumulación (11) en la que pueden apilarse los pliegos de papel continuamente confeccionados para formar resmas (3'a a 3'e), caracterizada porque la estación de nivelación (8) y el trayecto de transporte (5) presentan medios de guía que guían por separado y en forma yuxtapuesta las bandas de papel (3'a a 3'e) de las estaciones de desenrollamiento (2a a 2e) y que orientan los pliegos de papel individualizados de las bandas de papel de cada estación de desenrollamiento formando respectivas filas yuxtapuestas paralelas y prefijadas para lograr en la estación de acumulación respectivas resmas separadas para los pliegos de papel procedentes de cada estación de desenrollamiento (2a a 2e).
2. Instalación de corte transversal según la reivindicación 1, caracterizada porque se conducen bandas de papel contiguas (3'a a 3'e) solapándose en sus zonas de borde y porque están previstos unos cortadores longitudinales (L) que cortan las bandas de papel a una anchura de medida en las zonas de solapamiento.
3. Instalación de corte transversal según la reivindicación 1, caracterizada porque la estación de acumulación (11) va seguida de un transportador transversal (12) que trabaja continuamente para realizar una evacuación ordenada de las resmas (3'a a 3'e) una tras otra desde la estación de acumulación (11), y porque el transportador transversal (12) lleva asociada una unidad de apilamiento (13) en la que se pueden apilar las resmas una sobre otra de conformidad con su orden de sucesión durante el transporte transversal a fin de formar bloques de resmas.
4. Instalación de corte transversal según la reivindicación 3, caracterizada porque la unidad de apilamiento (13) va seguida de una máquina de embalaje (15) en la que pueden embalarse los bloques de resmas.
5. Instalación de corte transversal según la reivindicación 4, caracterizada porque la máquina de embalaje (15) está construida para un modo de trabajo discontinuo y porque entre la unidad de apilamiento (13) y la máquina de embalaje (15) está previsto un trayecto de cadencia (14) que realiza una sincronización de la alimentación de los bloques de resmas con la cadencia de trabajo de la máquina de embalaje (15).
6. Instalación de corte transversal según la reivindicación 1, caracterizada porque las bandas de papel (3'a a 3'e) pueden ser orientadas por los medios de desviación (7) y los medios de guía sobre el trayecto de transporte (5) de tal modo que las resmas yuxtapuestas en la estación de acumulación (11) estén dispuestas, visto en la dirección transversal del transportador transversal (12), en un orden de sucesión ascendente o descendente que corresponda a una secuencia de apilamiento prefijada de las resmas situadas una sobre otra en cada bloque de resmas formado por la unidad de apilamiento (13).
7. Procedimiento para confeccionar y apilar resmas de colores diferentes en una secuencia de apilamiento por colores, en el que se acumulan cada vez al mismo tiempo en forma yuxtapuesta pliegos de un primer color y pliegos de un enésimo color y pliegos de un (n+1)ésimo color y se apilan estos pliegos formando sendas resmas, y en el que se elige la formación de filas yuxtapuestas de las resmas (3'a a 3'e) de modo que un orden de sucesión de las resmas de colores diferentes, visto en sentido transversal a la dirección de acumulación de los pliegos, corresponda a la secuencia de apilamiento por colores, visto de arriba abajo o de abajo arriba.
8. Procedimiento según la reivindicación 7, caracterizado porque las resmas se apilan una sobre otra en el orden de sucesión visto transversalmente.
9. Procedimiento según la reivindicación 8, caracterizado porque se embalan los bloques de resmas multicolores formados por el apilamiento de las resmas.
10. Dispositivo para la puesta en práctica de un procedimiento según la reivindicación 7, caracterizado porque está prevista una instalación de corte transversal según la reivindicación 1, porque la estación de acumulación (11) va seguida de un transportador transversal (12) para realizar una evacuación de las resmas situadas una tras otra desde la estación de acumulación (11) y porque el transportador transversal (12) lleva asociada una unidad de apilamiento (13) en la que se forma a partir de la pluralidad de respectivas resmas yuxtapuestas en la estación de acumulación (11) un respectivo bloque de resmas en el que el número correspondiente de resmas están apiladas una sobre otra en su orden de sucesión visto en dirección transversal.
Patentes similares o relacionadas:
Dispensador automático de productos de papel con recogida de datos y método, del 18 de Septiembre de 2019, de GPCP IP Holdings LLC: Un dispensador de producto de hoja, que comprende: un puesto de carga para cargar un rollo de material de hoja; un mecanismo […]
Pila de material de banda doblado para productos higiénicos, del 11 de Septiembre de 2019, de Essity Hygiene and Health Aktiebolag: Una pila de material de banda doblado para productos higiénicos, tales como productos de papel o no tejidos, de tal manera que dicha pila comprende: al […]
Sistema y método para variar un punto de fijación, del 11 de Septiembre de 2019, de Alliance Machine Systems International, LLC: Un sistema para transportar una lámina de material, comprendiendo el sistema: un módulo de procesamiento configurado para transferir el material en una dirección […]
Impresora para quioscos, del 1 de Marzo de 2017, de Custom S.p.A: Impresora que comprende: - un cabezal de impresión para imprimir un documento y para suministrar el documento a una zona de salida ; - al menos un paso […]
Métodos y sistemas para dispensar, del 16 de Noviembre de 2016, de Intralot S.A. - Integrated Lottery Systems and Services: Un método para dispensar, que comprende: a) iniciar el movimiento de un objeto a dispensar a lo largo de un pasaje de dispensación […]
Aparato para separar una o más unidades de un fármaco de una banda continua, del 13 de Abril de 2016, de Bucci Automations S.p.A: Aparato para separar una o más unidades de un fármaco de una banda continua que contiene una pluralidad de unidades de fármaco, que comprende un marco […]
 Distribuidor, del 23 de Diciembre de 2015, de WRAP FILM SYSTEMS LIMITED: Distribuidor para distribuir longitudes cortadas de banda de material del tipo que puede mantener un pliegue, comprendiendo el distribuidor:
una guía […]
Distribuidor, del 23 de Diciembre de 2015, de WRAP FILM SYSTEMS LIMITED: Distribuidor para distribuir longitudes cortadas de banda de material del tipo que puede mantener un pliegue, comprendiendo el distribuidor:
una guía […]
 Dispositivo de alimentación de una máquina de corte transversal de por lo menos una banda de material flexible, del 1 de Diciembre de 2015, de KERN AG: Dispositivo de alimentación de una máquina de corte transversal de por lo menos una banda de un material flexible , en particular […]
Dispositivo de alimentación de una máquina de corte transversal de por lo menos una banda de material flexible, del 1 de Diciembre de 2015, de KERN AG: Dispositivo de alimentación de una máquina de corte transversal de por lo menos una banda de un material flexible , en particular […]