Instalación de conformación de botellas con medios de conformación, y procedimiento correspondiente.
Instalación de conformación de botellas por termoconformado de una lámina de material plástico (14),
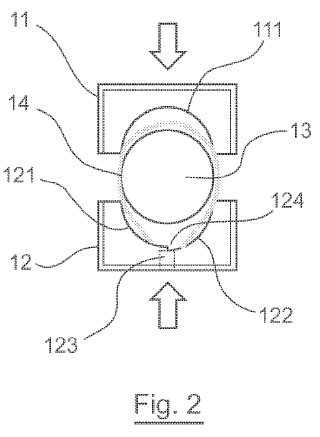
comprendiendo la citada instalación una caña de soplado y/o de llenado (13), medios de soldadura (53), y medios demoldeo (51, 52) de las citadas botellas, medios de conformación (10) en cilindro de la citada lámina, estandocolocados los citados medios de conformación (10) aguas arriba de los citados medios de moldeo (51, 52),caracterizada porque los citados medios de conformación comprenden una primera (11) y una segunda (12)mordazas dispuestas alrededor de la citada caña (13) cuyos contornos interiores (111, 121, 122) definen un cilindro,presentando la citada segunda mordaza (12) una abertura (123) que se extiende longitudinalmente al menos en unaporción de su longitud y enfrente de la cual se extienden los citados medios de soldadura (53), medios de paradaque forman tope (124) para al menos uno de los bordes libres de la citada lámina (14) que se extiendenesencialmente en el eje de la citada abertura (123).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/058845.
Solicitante: Eleftheriou, Stylianos.
Nacionalidad solicitante: Francia.
Dirección: 40 avenue la Fontaine 78160 Marly Le Roi FRANCIA.
Inventor/es: ELEFTHERIOU,STYLIANOS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por soplado combinado con la fabricación de la preforma o del parisón.
- B29C53/54 B29C […] › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › Guiado, alimentación o formación de bordes.
- B65B9/22 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Formando rebordes o salientes; Formadores de tubos.
PDF original: ES-2404338_T3.pdf
Fragmento de la descripción:
Instalación de conformación de botellas con medios de conformación, y procedimiento correspondiente.
1. Ámbito de la invención El ámbito de la invención es el de la conformación de recipientes alimentarios y del envasado de productos alimentarios.
De modo más preciso, la invención concierne a una técnica de conformación de botellas por termoconformado de una lámina de plástico y de envasado de elementos líquidos en el interior de las botellas así obtenidas.
2. Técnica anterior
La solicitud de patente francesa que lleva el número FR-A1-2 851 227, registrada a nombre de la Solicitante de la presente solicitud de patente, describe una técnica de conformación y de envasado de este tipo.
La técnica descrita en esta solicitud de patente consiste en desenrollar una lámina de material plástico y en conformarla alrededor de una caña de soplado y de llenado en un cilindro cuyos bordes libres están soldados. Por borde libre se entienden los bordes iniciales libres de la lámina que son aproximados y después soldados de modo que formen un cilindro. A continuación, el cilindro obtenido es calentado e introducido en el interior de un molde en cuyo seno es termoconformado por soplado en caliente de modo que se adapte a la forma de una botella. Tras la apertura del molde, la botella es evacuada de éste y progresivamente llenada de producto alimentario. Después de que la botella sea evacuada del molde y llenada, el molde es cerrado de nuevo de modo que se selle la parte superior de la botella mientras que se inicia un nuevo ciclo.
Esta técnica de conformado y de envasado en botella presenta numerosas ventajas, especialmente:
- permite reducir las pérdidas de material;
- permite realizar botes o botellas sin cuello o con un cuello vuelto hacia el interior del bote;
- permite integrar en la misma operación: el conformado, el llenado y el sellado de la botella;
- permite realizar formas muy variadas y originales propias de cada producto o cliente, lo que permite una
diferenciación en las líneas. No es menos cierto que esta técnica presenta algunos inconvenientes.
3. Inconvenientes de la técnica anterior
El principal inconveniente inherente a la técnica descrita en esta solicitud de patente está ligado a la soldadura de los bordes libres del cilindro formado por la lámina de plástico.
En efecto, esta soldadura genera la formación de un sobreespesor permanente. Esta soldadura, que permanece visible tras la conformación de la botella, es particularmente desagradable. Esto representa un inconveniente importante dado que se conoce muy bien el impacto de la calidad de un producto percibida por un consumidor sobre el cumplimiento de su acto de compra.
El sobreespesor formado a nivel del cordón de soldadura hace igualmente que aparezca el riesgo de que el conformado de la botella no sea homogéneo y que en consecuencia ésta no presente una forma regular.
A fin de poner remedio a estos problemas, y en particular de prevenir la formación de un sobreespesor a nivel del cordón de soldadura, la Solicitante ha ideado aplanar los bordes libres de la lámina antes de proceder a su soldadura.
Especialmente, la Solicitante ha propuesto a tal efecto poner en práctica una combinación:
-de moletas calefactoras entre las cuales se encaminan los bordes que posteriormente deben ser soldados de tal modo que estos queden aplastados, y
-de guías de enfriamiento que aseguren la inmovilización de los bordes que acaban de ser aplastados.
Esta solución permite ciertamente mejorar la calidad de la soldadura. Sin embargo, ésta no permite obtener una soldadura a la altura de la calidad esperada. Además, esta solución se revela relativamente muy difícil y costosa de poner en práctica.
Al lado de estas consideraciones de orden estético de la soldadura se plantean problemas de orden estructural.
En efecto, es relativamente difícil conformar de modo conveniente una lámina de plástico en un cilindro. Así, en un gran número de casos, los bordes libres de la lámina conformada en cilindro no se extienden perfectamente borde con borde o en la proximidad uno de otro de modo que no les separe un espacio. Resulta así que la soldadura no es perfectamente lineal y sobre todo que ésta deja una o varias vías por lo que la botella obtenida tras la conformación no es perfectamente hermética.
Aunque los bordes no estén perfectamente alineados en el momento de la soldadura, puede ocurrir que la soldadura sea hermética. Sin embargo, en este caso ocurre generalmente que la soldadura carece de robustez y que ésta cede bajo el efecto del producto contenido por la botella, o sea bajo el efecto de los choques que ésta puede ser llevada a absorber por ejemplo en el transcurso de su transporte o de su manipulación.
Esto constituye una causa de rechazo importante que representa un coste no despreciable y suficientemente elevado para que se requiera ponerle remedio.
4. Objetivos de la invención La invención tiene por objetivo especialmente paliar estos inconvenientes de la técnica anterior.
De modo más preciso, un objetivo de la invención, al menos en un modo de realización de la invención, es facilitar una técnica de conformación de botella por termoconformado de una lámina de plástico que sea eficaz, al menos en mayores proporciones en comparación con el método de la técnica anterior.
En particular, un objetivo de la presente invención es proponer una técnica que permita la puesta en práctica de una anchura de recubrimiento de la lámina de plástico sobre sí misma lo más pequeña posible al tiempo que se garantice una buena calidad de soldadura en el tiempo.
De esta manera, la invención pretende poner en práctica, al menos en un modo de realización de la invención, una técnica de este tipo que conduzca a obtener una soldadura eficaz del tubo y por tanto, tras el termoconformado, de la botella.
La invención persigue especialmente el objetivo de ofrecer, al menos en un modo de realización de la invención, una técnica de este tipo que conduzca a la conformación de botellas cuya soldadura sea hermética.
Un objetivo de la invención es igualmente facilitar, al menos en un modo de realización de la invención, una técnica de este tipo que conduzca a la puesta en práctica de botellas cuya soldadura sea particularmente estética.
La invención tiene todavía por objetivo proponer, al menos en un modo de realización de la invención, una técnica de este tipo que permita producir botellas robustas.
La invención pretende todavía ofrecer, al menos en un modo de realización de la invención, una técnica de este tipo que sea fácil de poner en práctica y relativamente barata.
5. Exposición de la invención Estos objetivos, así como otros que se pondrán de manifiesto en lo que sigue, son conseguidos con la ayuda de una instalación de conformación de botellas por termoconformado de una lámina de material plástico de acuerdo con la reivindicación 1 y de un procedimiento de acuerdo con la reivindicación 8.
De acuerdo con la invención, tal instalación comprende medios de conformación en cilindro de la citada lámina, estando colocados los citados medios de conformación aguas arriba de los citados medios de moldeo y comprendiendo una primera y una segunda mordazas dispuestas alrededor de la citada caña cuyos contornos interiores definen un cilindro, presentando la citada segunda mordaza una abertura que se extiende longitudinalmente al menos en una porción de su longitud y enfrente de la cual se extienden los citados medios de soldadura, medios de parada que forman tope para al menos uno de los bordes libres de la citada lámina que se extienden esencialmente en el eje de la citada abertura.
Así, la invención se basa en un método completamente innovador que conduce a conformar de modo eficaz una lámina de plástico en un cilindro cuyos bordes libres queden perfectamente soldados sin sobreespesor por la puesta en práctica de un conformador concebido a tal efecto.
Tal conformador comprende dos mordazas que definen un contorno interior cilíndrico y de las cuales una presenta una abertura que permite el paso de medios de soldadura y en cuyo eje se extienden topes.
Así, una lámina de plástico puede ser introducida en el conformador de tal manera que ésta se adapte al contorno interior cilíndrico. La lámina queda orientada en el interior del conformador de modo que al menos uno de sus bordes libres hace tope contra los medios de parada previstos a tal efecto. Así, después de que ésta haya sido introducida en el conformador, la lámina se presenta en forma de un cilindro cuyos... [Seguir leyendo]
Reivindicaciones:
1. Instalación de conformación de botellas por termoconformado de una lámina de material plástico (14) , comprendiendo la citada instalación una caña de soplado y/o de llenado (13) , medios de soldadura (53) , y medios de moldeo (51, 52) de las citadas botellas, medios de conformación (10) en cilindro de la citada lámina, estando colocados los citados medios de conformación (10) aguas arriba de los citados medios de moldeo (51, 52) , caracterizada porque los citados medios de conformación comprenden una primera (11) y una segunda (12) mordazas dispuestas alrededor de la citada caña (13) cuyos contornos interiores (111, 121, 122) definen un cilindro, presentando la citada segunda mordaza (12) una abertura (123) que se extiende longitudinalmente al menos en una porción de su longitud y enfrente de la cual se extienden los citados medios de soldadura (53) , medios de parada que forman tope (124) para al menos uno de los bordes libres de la citada lámina (14) que se extienden esencialmente en el eje de la citada abertura (123) .
2. Instalación de acuerdo con la reivindicación 1, caracterizada porque las citadas mordazas (11, 12) son móviles transversalmente con respecto a la citada caña (13) entre:
- una posición abierta en la cual éstas están alejadas de la citada caña (13) , y
- una posición cerrada en la cual éstas se ciñen a la citada caña (13) .
3. Instalación de acuerdo con una cualquiera de las reivindicaciones 1 a 2, caracterizada porque la citada segunda mordaza (12) presenta un contorno interior que define dos cuartos de cilindro (121, 122) concéntricos y de radios diferentes, siendo los citados cuartos de cilindro (121, 122) adyacentes en el eje de la citada abertura (123) .
4. Instalación de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizada porque comprende medios de preconformación (30) de la citada lámina (14) , estando colocados los citados medios de preconformación (30) aguas arriba de los citados medios de conformación (10) .
5. Instalación de acuerdo con la reivindicación 4, caracterizada porque los citados medios de preconformación (30) comprenden medios de guía de la citada lámina (14) , definiendo los citados medios de guía una superficie de guía
(32) que presenta una entrada (33) esencialmente plana y que se cierra progresivamente para desembocar en una salida (34) que define al menos una porción de círculo abierto.
6. Instalación de acuerdo con la reivindicación 5, caracterizada porque la citada superficie de guía (32) está formada por una pluralidad de elementos de alambre (31) dispuestos uno al lado de otro.
7. Instalación de acuerdo con una cualquiera de las reivindicaciones 4 a 6, caracterizada porque los citados medios de preconformación comprenden elementos que forman tope antirrotación de los citados bordes libres de la citada lámina (14) .
8. Procedimiento de conformación de botellas por termoconformado de una lámina de plástico (14) por la puesta en práctica de una instalación de acuerdo con una cualquiera de las reivindicaciones 1 a 7, comprendiendo el citado procedimiento una etapa de conformación en cilindro de la citada lámina de plástico (14) , una etapa de soldadura longitudinal de los bordes libres del citado cilindro, una etapa de conformado de una botella por soplado en caliente del citado cilindro en el seno de los citados medios de moldeo (51, 52) y una etapa de llenado de la citada botella, comprendiendo la citada etapa de conformación las subetapas siguientes:
- posicionamiento de la citada lámina (14) con respecto a los citados medios de conformación (10) de modo que sus bordes libres se encuentren esencialmente en alineación con los citados medios de parada (124) y el eje de la citada abertura (123) ;
-introducción de la citada lámina (14) en el interior de los citados medios de conformación (10) entre las citadas primera (11) y segunda (12) mordazas;
y siendo puesta en práctica la citada etapa de soldadura después de la introducción de la citada lámina (14) en el interior de los citados medios de conformación (10) .
9. Procedimiento de acuerdo con la reivindicación 8, caracterizado porque la citada etapa de introducción es puesta en práctica cuando las citadas mordazas (11, 12) se encuentran en la citada posición abierta y porque la citada etapa de soldadura es puesta en práctica después del posicionamiento de las citadas mordazas (11, 12) en la citada posición cerrada.
10. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 8 y 9, caracterizado porque la citada etapa de conformación va precedida de una etapa de preconformación.
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado porque la citada etapa de preconformación consiste en hacer deslizar la citada lámina (14) contra la citada superficie de guía (32) que presenta una entrada (33) esencialmente plana y que se cierra progresivamente para desembocar en una salida (34) que define una porción de círculo.
12. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 8 a 11, caracterizado porque las citadas etapas de preconformación y de conformación son realizadas en frío.
Patentes similares o relacionadas:
 Máquina de empaquetado de tubo de película, del 27 de Noviembre de 2019, de Wiens, Klaus: Máquina de empaquetado de tubo de película que comprende
- dos dispositivos de transporte con dos hombros formadores similares a […]
Máquina de empaquetado de tubo de película, del 27 de Noviembre de 2019, de Wiens, Klaus: Máquina de empaquetado de tubo de película que comprende
- dos dispositivos de transporte con dos hombros formadores similares a […]
Conjunto de Conformación., del 2 de Agosto de 2019, de TNA AUSTRALIA PTY LIMITED: 1. Conjunto de conformación de material en forma de banda para bolsas para una máquina de envasado, incluyendo el conjunto: un armazón que es fijo con respecto […]
Máquina de envasado vertical, del 30 de Enero de 2019, de Martini S.r.l: Máquina de envasado para envasar productos en bolsas , de forma específica, productos sueltos de pequeño tamaño o polvo o productos granulares, […]
CONDUCTO DE CONFORMACIÓN, del 11 de Abril de 2018, de TNA AUSTRALIA PTY LIMITED: Conducto de conformación. Un conjunto de conformación para una máquina de envasado. El conjunto de conformación incluye un armazón que soporta […]
MECANISMO PARA FORMAR SOBRES, del 30 de Noviembre de 2017, de PACK SYSTEM S.A. DE C.V: El mecanismo para formar sobres tiene la ventaja ante otros diseños de que consta únicamente de una lámina la cual se fabrica con base a las dimensiones de la película […]
DISPOSITIVO PARA LA IMPULSIÓN DE UN ELEMENTO LAMINAR PARA UNA MÁQUINA DE ENVASADO, del 14 de Febrero de 2017, de TNA AUSTRALIA PTY LIMITED: Dispositivo para la impulsión de un elemento laminar para una máquina de envasado. Un dispositivo de envasado que incluye una máquina de pesado que entrega lotes […]
DISPOSITIVO PARA LA IMPULSIÓN DE UN ELEMENTO LAMINAR PARA UNA MÁQUINA DE ENVASADO, del 14 de Febrero de 2017, de TNA AUSTRALIA PTY LIMITED: Dispositivo para la impulsión de un elemento laminar para una máquina de envasado. Un dispositivo de envasado que incluye una máquina de pesado que entrega […]
 Máquina de envasado vertical, del 14 de Enero de 2015, de Ulma Packaging Technological Center, S.Coop: 1. Máquina de envasado vertical que comprende un bastidor , un alimentador fijado al bastidor , un útil de formado adaptado […]
Máquina de envasado vertical, del 14 de Enero de 2015, de Ulma Packaging Technological Center, S.Coop: 1. Máquina de envasado vertical que comprende un bastidor , un alimentador fijado al bastidor , un útil de formado adaptado […]