Inserto con rosca interior para sobremoldear y procedimiento de sobremoldeo.
Inserto con rosca interior (10) para sobremoldear, que comprende una caña (11) dotada en susextremos axiales de collarines delimitadores de dos cabezas (12,
13) del inserto (10) axialmente opuestas, estandodotada dicha caña (11) de un tramo axial fileteado (T1) interiormente para constituir una rosca interior (14), llevandoestablecidos exteriormente la caña (11) unos medios para bloquear el inserto (10) en sentido de giro después delsobremoldeo y unos medios para bloquear axialmente el inserto (10) en sentido de traslación después delsobremoldeo, caracterizado porque la caña (11) incorpora al menos una zona fusible de mayor aptitud a ladeformación axial intercalada entre dicho tramo axial fileteado (T1) y una de las cabezas (12, 13), configurada paradeformarse bajo un esfuerzo axial predeterminado de compresión aplicado en las cabezas sin provocar unadeformación de dicho tramo axial fileteado (T1).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10354069.
Solicitante: BOLLHOFF OTALU S.A..
Nacionalidad solicitante: Francia.
Dirección: Z.I. de l'Albanne, Route d'Apremont 73490 La Ravoire FRANCIA.
Inventor/es: BEGEL, NICOLAS, BILLION LAROUTE,DAVID, PALLUEL,FRÉDÉRIC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
PDF original: ES-2424236_T3.pdf
Fragmento de la descripción:
Inserto con rosca interior para sobremoldear y procedimiento de sobremoldeo.
Ámbito técnico de la invención La invención está relacionada con un inserto con rosca interior para sobremoldear, que comprende una caña dotada en sus extremos axiales de collarines delimitadores de dos cabezas del inserto axialmente opuestas, estando dotada dicha caña de un tramo axial fileteado interiormente para constituir una rosca interior, llevando establecidos exteriormente la caña unos medios para bloquear el inserto en sentido de giro después del sobremoldeo y unos medios para bloquear axialmente el inserto en sentido de traslación después del sobremoldeo.
La invención concierne asimismo a un procedimiento de sobremoldeo de un inserto con rosca interior para sobremoldear que comprende una caña dotada en sus extremos axiales de collarines delimitadores de dos cabezas del inserto axialmente opuestas, estando dotada dicha caña de un tramo axial fileteado interiormente para constituir una rosca interior y, exteriormente, de unos medios para bloquear el inserto en sentido de giro después del sobremoldeo, por una parte y, por otra, de unos medios para bloquear axialmente el inserto en sentido de traslación después del sobremoldeo.
Estado de la técnica Existen varios tipos de fijaciones con rosca interior para insertar en las piezas sobremoldeadas: las fijaciones para inserción después del moldeo de la pieza, o las fijaciones para inserción antes del moldeo. La invención concierne al ámbito del segundo tipo comentado, consistente por tanto en el ámbito del sobremoldeo de un inserto con rosca interior.
Convencionalmente, un inserto con rosca interior de este tipo incorpora una rosca interior en toda su altura y se obtiene por tronzado, de modo que los medios para bloquear el inserto en sentido de giro después del sobremoldeo pueden consistir en un moleteado cruzado conformado sobre la cara exterior de la caña. Por otra parte, se pueden conformar canales de sección cuadrada en la unión entre cada una de las cabezas y la cara exterior del resto de la caña.
Una técnica de sobremoldeo consiste en poner el inserto anteriormente descrito apoyado por una de sus cabezas sobre una primera parte de un molde de sobremoldeo y luego se abate una segunda parte del molde hasta el cierre del molde. La altura entre las dos partes del molde después del cierre es constante para un molde dado, pero variable entre distintos moldes. Así también, la longitud axial entre cabezas de los insertos utilizados es variable según la fabricación, generalmente dentro de una tolerancia dada.
Consecuencia de estos dos parámetros variables es que el inserto es o bien demasiado corto axialmente en comparación con la altura entre las dos partes del molde después del cierre, o bien demasiado largo. En el primer caso, la calidad del sobremoldeo es mediocre a causa de una introducción fortuita de material entre una de las cabezas del inserto y la correspondiente parte de molde. En el segundo caso, el cierre del molde va acompañado de un deterioro irreversible de la rosca interior del inserto, que conduce a una mediocre calidad de la pieza sobremoldeada.
El documento JP08156013 describe un inserto para sobremoldear dotado de dos cabezas y de un escariado interior que incorpora un fileteado. El inserto incorpora sobre su cara exterior un canal concéntrico al fileteado.
Objeto de la invención El objeto de la invención consiste en realizar un inserto que permite paliar conjuntamente el riesgo de una introducción fortuita de material entre una de las cabezas del inserto y la correspondiente parte de molde y el riesgo de deterioro de la rosca interior del inserto.
El inserto según la invención es notable por el hecho de que la caña incorpora al menos una zona fusible de mayor aptitud a la deformación axial intercalada entre dicho tramo axial fileteado y una de las cabezas, configurada para deformarse bajo un esfuerzo axial predeterminado de compresión aplicado en las cabezas sin provocar una deformación de dicho tramo axial fileteado.
Tal zona fusible tiene como efecto el permitir un acortamiento de la longitud axial del inserto bajo el efecto de una carga axial predeterminada, por ejemplo en caso de cierre de un molde de sobremoldeo, sin originar una deformación ni un deterioro de la rosca interior.
Por su parte, el procedimiento de sobremoldeo según la invención es notable por el hecho de que consiste en:
- poner una de las cabezas del inserto apoyada sobre una primera parte de un molde de sobremoldeo,
- poner una segunda parte del molde apoyada sobre la otra cabeza del inserto,
- aproximar las dos partes de molde aplicando un esfuerzo axial de compresión en las cabezas del inserto, para deformar al menos una zona fusible de mayor aptitud a la deformación axial intercalada entre dicho tramo axial fileteado y una de las cabezas, sin provocar una deformación de dicho tramo axial fileteado, hasta el cierre del molde,
- inyectar en el interior del molde un material de sobremoldeo alrededor del inserto.
Descripción sucinta de los dibujos Otras ventajas y características se pondrán más claramente de manifiesto a partir de la descripción que sigue de una forma de realización particular de la invención dada a título de ejemplo no limitativo y representada en la figura única que se adjunta, que representa un ejemplo de inserto con rosca interior según la invención, en semisección longitudinal.
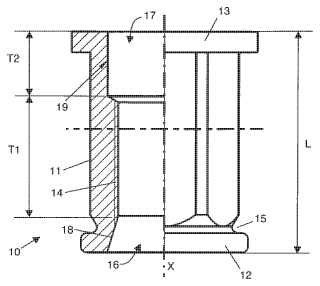
Descripción de una realización preferente de la invención La figura única que se adjunta representa un ejemplo de inserto con rosca interior 10 para sobremoldear según la invención. La parte derecha representa el inserto desde el exterior, en tanto que la parte izquierda es una sección axial.
El inserto 10 comprende una caña 11 con forma de tubo dirigida según un eje de revolución que materializa la dirección axial X del inserto. La caña 11 está dotada en sus extremos axiales de collarines transversales dirigidos hacia el exterior, que delimitan así dos cabezas 12, 13 del inserto axialmente opuestas. La longitud axial del inserto se señala con L.
Entre las cabezas 12, 13, la caña 11 está dotada de un tramo axial fileteado T1 interiormente para constituir una rosca interior 14 en al menos una parte de la longitud axial L del inserto. Tal rosca interior 14 está destinada a cooperar, después del sobremoldeo, con un órgano de enroscado (no representado) del tipo tornillo o perno.
La caña 11 es portadora de unos medios para bloquear el inserto 10 en sentido de giro después del sobremoldeo y de unos medios para bloquear axialmente el inserto en sentido de traslación después del sobremoldeo. Estos dos tipos de medios, complementarios por sus funciones mecánicas, se hallan establecidos en el exterior de la caña. Los medios antigiro son obtenidos, por ejemplo, por el hecho de que en al menos una parte de su longitud axial L, la superficie exterior de la caña 11 es un cilindro con una curva directriz que presenta una forma poligonal. Por definición, un cilindro es una superficie del espacio definida por una recta denominada generatriz, que pasa por un punto variable que describe una curva plana cerrada, denominada curva directriz, y que mantiene una dirección fija.
En la unión entre una 12 de las cabezas 12, 13 del inserto 10 con la superficie exterior del resto de la caña 11, se halla conformado un canal anular 15 practicado exteriormente en la caña en un plano perpendicular a su eje X. A título de ejemplo, la sección del canal es de forma general en V con un fondo redondeado. En tal caso, es posible prever que uno de los flancos del canal sea perfectamente transversal, es decir, perpendicular a la dirección X, pero que el otro flanco del canal 15 esté inclinado en dirección a la otra cabeza. Semejante canal tiene como función primordial el constituir los medios para bloquear axialmente el inserto en sentido de traslación después del sobremoldeo.
En el ejemplo ilustrado, la altura completa de la superficie exterior de la caña que media entre las dos cabezas 12, 13 es un cilindro con una curva directriz que presenta una forma poligonal, por ejemplo hexagonal, a excepción de la zona en la que está conformado el canal 15.
Sin carácter limitativo, el inserto 10 es por ejemplo pasante, es decir, el conducto interior desemboca por sus dos extremos a través de las dos cabezas 12, 13 por dos aberturas 16, 17. La parte de este conducto que une la rosca interior 14 con la abertura 16 que tiene salida a la cabeza 12 puede estar constituida por un cono 18 abocardado en dirección a la correspondiente cabeza 12.
Un escariado 19 se halla establecido sobre el tramo axial T2 de la caña 11 diferenciado del tramo... [Seguir leyendo]
Reivindicaciones:
1. Inserto con rosca interior (10) para sobremoldear, que comprende una caña (11) dotada en sus extremos axiales de collarines delimitadores de dos cabezas (12, 13) del inserto (10) axialmente opuestas, estando dotada dicha caña (11) de un tramo axial fileteado (T1) interiormente para constituir una rosca interior (14) , llevando establecidos exteriormente la caña (11) unos medios para bloquear el inserto (10) en sentido de giro después del sobremoldeo y unos medios para bloquear axialmente el inserto (10) en sentido de traslación después del sobremoldeo, caracterizado porque la caña (11) incorpora al menos una zona fusible de mayor aptitud a la deformación axial intercalada entre dicho tramo axial fileteado (T1) y una de las cabezas (12, 13) , configurada para deformarse bajo un esfuerzo axial predeterminado de compresión aplicado en las cabezas sin provocar una deformación de dicho tramo axial fileteado (T1) .
2. Inserto según la reivindicación 1, caracterizado porque la zona fusible está constituida por un canal anular (15) practicado exteriormente en la caña (11) en un plano perpendicular a su eje (X) .
3. Inserto según una de las reivindicaciones 1 y 2, caracterizado porque la zona fusible está constituida por un escariado (19) establecido sobre un tramo axial (T2) de la caña (11) diferenciado del tramo axial fileteado (T1) y que tiene un diámetro interior superior al diámetro de la rosca interior (14) .
4. Inserto según una de las reivindicaciones 1 a 3, caracterizado porque en al menos una parte de su longitud axial (L) , la superficie exterior de la caña (11) es un cilindro con una curva directriz que presenta una forma poligonal.
5. Inserto según una de las reivindicaciones 1 a 4, caracterizado porque está realizado por forja en frío.
6. Inserto según una de las reivindicaciones 1 a 5, caracterizado porque es pasante.
7. Inserto según una de las reivindicaciones 1 a 5, caracterizado porque es ciego.
8. Procedimiento de sobremoldeo de un inserto con rosca interior (10) para sobremoldear que comprende una caña (11) dotada en sus extremos axiales de collarines delimitadores de dos cabezas (12, 13) del inserto (10) axialmente opuestas, estando dotada dicha caña (11) de un tramo axial fileteado (T1) interiormente para constituir una rosca interior (14) y, exteriormente, de unos medios para bloquear el inserto (10) en sentido de giro después del sobremoldeo, por una parte y, por otra, de unos medios para bloquear axialmente el inserto (10) en sentido de traslación después del sobremoldeo, caracterizado porque consiste en:
- poner una de las cabezas (12, 13) del inserto (10) apoyada sobre una primera parte de un molde de sobremoldeo,
- poner una segunda parte del molde apoyada sobre la otra cabeza (12, 13) del inserto (10) ,
- aproximar las dos partes de molde aplicando un esfuerzo axial de compresión en las cabezas (12, 13) del inserto (10) , para deformar al menos una zona fusible de mayor aptitud a la deformación axial intercalada entre dicho tramo axial fileteado (T1) y una de las cabezas (12, 13) , sin provocar una deformación de dicho tramo axial fileteado (T1) , hasta el cierre del molde,
- inyectar en el interior del molde un material de sobremoldeo alrededor del inserto (10) .
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]