Inserto de corte.
Un inserto de corte (22) que tiene una forma poligonal, en donde el inserto de corte (22) comprende:
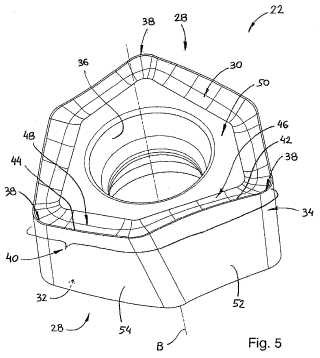
dos superficies extremas opuestas (28) y una superficie periférica (34) que se extiende entre ellas, con un planomedio (M) situado entre las superficies extremas (28) que bisecciona el inserto de corte (22);un taladro pasante (36) que se extiende entre las superficies extremas (28);
un borde de corte formado en la intersección de cada superficie extrema (28) con la superficie periférica (34), endonde el borde de corte está dividido en dos secciones de corte idénticas (40), y cada sección de corte está situadaentre dos vértices (38) de la forma poligonal, y cada sección del borde de corte comprende un borde de corteprimario (42) y un borde de corte secundario (44) que se funden conjuntamente;
una superficie de apoyo tangencial (50) del inserto situada entre el borde de corte y el taladro pasante (36); endondeuna superficie de rebaje primaria (52) en la superficie periférica se extiende desde cada borde de corte primario yforma un ángulo obtuso interno (α) del inserto con un primer plano de referencia (P1) que atraviesa el borde de corteprimario y es paralelo al plano medio (M);
una superficie de rebaje secundaria (54) en la superficie periférica se extiende desde cada borde de cortesecundario y forma un ángulo agudo interno (ß) del inserto con un segundo plano de referencia (P2) que atraviesa elborde de corte secundario y es paralelo al plano medio (M);
caracterizado por que
cada borde de corte primario tiene una primera forma curva y cada borde de corte secundario tiene una segundaforma curva; y
la primera forma curva es convexa en una vista lateral del inserto de corte, y
la segunda forma curva es cóncava en una vista lateral del inserto de corte.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IL2008/000371.
Solicitante: ISCAR LTD..
Nacionalidad solicitante: Israel.
Dirección: P.O. BOX 11 24959 TEFEN ISRAEL.
Inventor/es: SATRAN, AMIR, MEN, YURI, PASSOV,ALEXANDER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23C5/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Dispositivos para fijación de los elementos cortantes o de los dientes.
PDF original: ES-2451578_T3.pdf
Fragmento de la descripción:
Inserto de corte
CAMPO DE LA INVENCIÓN
La presente invención se refiere a insertos de corte para fresado a alta velocidad combinados con operaciones de descenso. El preámbulo de la reivindicación 1 está basado en el documento FR 1.399.654.
ANTECEDENTES DE LA INVENCIÓN
Una técnica de fresado conocida como fresado a alta velocidad de avance o HFM está caracterizada por un bajo ajuste en una pieza, en la dirección axial con respecto a un eje de la herramienta, y por una alta velocidad de avance. El método de mecanizado por fresado está ampliamente extendido en la industria. Hay muchas geometrías de corte que permiten realizar esta técnica. Algunas geometrías pueden ser observadas en herramientas macizas y cabezas macizas reemplazables y otras han sido realizadas con diferentes cuchillas que tienen insertos de corte graduables montados en ellas.
El fresado en ascenso o en descenso es conocido como un proceso de fresado con un avance lateral combinado con un avance axial. Debido a la capacidad de conseguir una alta velocidad de retirada del metal en el fresado de desbaste con unas máquinas herramienta relativamente ligeras la técnica mencionada es muy popular en la industria de las matrices y los moldes. El mecanizado de cavidades y entrantes es una aplicación típica en este campo, por lo tanto, las capacidades de ascenso de la herramienta tienen un sentido importante. Otro factor importante de la industria de las matrices y los moldes, es decir, el mecanizado con un gran saliente de la herramienta, que disminuye la rigidez estática y dinámica de la herramienta sujeta y afecta a la estabilidad de corte, requiere una sujeción fiable del inserto con el fin de impedir el desgaste prematuro del inserto e incluso su rotura.
Existen dos principales enfoques del diseño para cortar los bordes de las herramientas para el fresado con un alto avance, particularmente para ascenso. De acuerdo con un enfoque, el borde de corte es una parte de una cuchilla con insertos redondos de gran diámetro. De acuerdo con otro enfoque, el borde de corte es una línea recta inclinada con un ángulo pequeño. Un inserto de fresado de alta velocidad de avance está sujeto por un tornillo de sujeción que atraviesa el agujero central del inserto, aunque en muchos casos se introduce en el diseño de la herramienta un elemento de sujeción adicional, tal como un brazo de sujeción, con el fin de fijar de forma fiable el inserto en el entrante.
Un ejemplo de una herramienta para fresado con alta velocidad de avance se describe en la Patente de EEUU Nº
6.413.023 que está dirigida a un producto denominado línea HITACHI ASR Alpha Turbo. El inserto tiene una parte del borde de corte principal, una parte del borde de corte periférico y una parte del borde de corte recto. El inserto tiene una inclinación lateral positiva, esto es, las superficies laterales forman con la superficie superior un ángulo que es menor de 90º. Las figuras de la patente muestran que el inserto puede tener dos o tres bordes de corte. La herramienta comprende dos elementos de sujeción. Un primer elemento de sujeción es el tornillo de sujeción del inserto. El segundo elemento de sujeción es el brazo de sujeción.
Las Figuras 1 y 2 muestran un ejemplo de un inserto de corte con una geometría positiva o, como se ha mencionado antes, una inclinación lateral positiva. La Figura 1 muestra una vista en perspectiva general de un inserto de corte de tal tipo. La Figura 2 muestra una sección recta del inserto de corte de la Figura 1 tomada a lo largo de la línea II-II en la Figura 1. Como se ha visto claramente en la Figura 2, las superficies laterales del inserto de corte forman con la superficie superior un ángulo que es menor de 90º.
Un enfoque similar a la sujeción del inserto se ha observado en DIJET High Feed Diemaster “SKS” Type, MITSUBISHI High-feed radius milling cutter AJX type (Solicitudes de patente japonesa JP20040268123, 20040915, JP20040259472, 20040907) , KOROLY HRM Tools. Los insertos tienen tres bordes de corte y una inclinación lateral entre 13º y 15º que aseguran el necesario rebaje para los insertos montados en una herramienta. Como consecuencia de la inclinación lateral positiva uno de los componentes F1 de la fuerza F de la reacción de la pared del entrante tiende a empujar el inserto hacia afuera del fondo del entrante, al igual que está mostrado para el ejemplo en la Figura 3.
El brazo de sujeción, un importante elemento para la sujeción rígida, y por lo tanto para un corte estable, comprende varias piezas, y por lo tanto puede ser causa de una cierta cantidad de inconvenientes a un operario debido a la necesidad de usar dos llaves diferentes para tuercas para graduar o reemplazar el inserto, es decir, una para el tornillo de sujeción y la otra para el brazo de sujeción. Otra desventaja de usar un brazo de sujeción es el mayor tiempo necesario para la producción de la herramienta, ya que hay más operaciones de mecanizado y de montaje.
Además, el brazo de sujeción es un obstáculo para el libre flujo de las virutas y experimenta una carga adicional a causa de los golpes de las virutas, especialmente en el mecanizado de los entrantes, cuando es difícil la evacuación de las virutas.
Por lo tanto, algunas soluciones conocidas para los insertos HFM con una inclinación lateral positiva usan solamente un tornillo de sujeción. Por ejemplo, FETTE MultiEdge 3Feed, ISCAR FeedMill (Patente de EEUU Nº 6.709.205) o SAFETY PENTA High Feed. FETTE (MultiEdge 3Feed) disminuye el ángulo de inclinación lateral a 11º. ISCAR (FeedMill) añade un saliente cilíndrico en el fondo del inserto y por lo tanto un hueco en la pared de la base del entrante. El saliente hace que la colocación y la sujeción del inserto sean más fiables por la superficie de apoyo adicional aunque limite el número de bordes de corte graduables ya que el inserto de corte puede no ser reversible. Todos los insertos de fresado graduables antes considerados son de un lado.
La Patente de EEUU Nº 3.289.271 describe un inserto de corte graduable reemplazable que se usa para aplicaciones de torneado. El inserto de corte está provisto de una pluralidad de lados entre dos caras paralelas de modo que cada lado tiene un ángulo menor de 90º con otra cara. En la Figura 1 se ha mostrado un inserto de corte (10) con una forma generalmente trigonal, en donde el inserto de corte utiliza en una cara dada (12) tres bordes de corte (40, 44, 48) en donde sus lados (16, 20, 24) tienen menos de 90º con la cara (12) .
Como el inserto de corte (10) tiene tres bordes de corte por cara, y como es capaz de ser girados sobre la otra cara, el inserto de corte está provisto de un total de seis bordes de corte. El inserto de corte (10) tiene la limitación de que no puede ser usado para el mecanizado a alta velocidad ya que no está provisto de unos medios adecuados para la evacuación de las virutas, especialmente, para el fresado externo junto con el fresado en descenso.
Es el objeto de la presente invención proporcionar un inserto de corte que reduzca significativamente o supere los inconvenientes antes mencionados.
Es otro objeto de la presente invención proporcionar un inserto de corte que sea particularmente útil para el fresado a alta velocidad combinado con operaciones de descenso.
Es también otro objeto de la presente invención proporcionar un inserto de corte que sea particularmente útil para el fresado a alta velocidad combinado con operaciones de descenso que tenga un mayor número de bordes de corte.
Es además otro objeto de la presente invención proporcionar una herramienta para la sujeción de tal inserto de corte.
COMPENDIO DE LA INVENCIÓN
De acuerdo con la presente invención se ha dispuesto un inserto de corte de acuerdo con la reivindicación 1.
De acuerdo con la presente invención, la primera forma curva es convexa en una vista lateral del inserto de corte; y la segunda forma curva es cóncava en una vista lateral del inserto de corte.
De acuerdo con otra realización de la presente invención, la primera forma curva es cóncava en una vista lateral del inserto de corte; y la segunda forma curva es convexa en una vista lateral del inserto de corte.
Si se desea, la forma poligonal del inserto de corte tiene tres vértices.
Típicamente, un ángulo del vértice es obtuso en una vista desde arriba del inserto de corte.
Ventajosamente, las dos superficies extremas opuestas son idénticas.
Más ventajosamente, el inserto de corte está provisto de seis bordes de corte primarios y de seis bordes de corte secundarios.
De acuerdo con la presente invención, se ha dispuesto una herramienta de corte de acuerdo con la... [Seguir leyendo]
Reivindicaciones:
1. Un inserto de corte (22) que tiene una forma poligonal, en donde el inserto de corte (22) comprende:
dos superficies extremas opuestas (28) y una superficie periférica (34) que se extiende entre ellas, con un plano medio (M) situado entre las superficies extremas (28) que bisecciona el inserto de corte (22) ;
un taladro pasante (36) que se extiende entre las superficies extremas (28) ;
un borde de corte formado en la intersección de cada superficie extrema (28) con la superficie periférica (34) , en donde el borde de corte está dividido en dos secciones de corte idénticas (40) , y cada sección de corte está situada entre dos vértices (38) de la forma poligonal, y cada sección del borde de corte comprende un borde de corte primario (42) y un borde de corte secundario (44) que se funden conjuntamente;
una superficie de apoyo tangencial (50) del inserto situada entre el borde de corte y el taladro pasante (36) ; en donde una superficie de rebaje primaria (52) en la superficie periférica se extiende desde cada borde de corte primario y forma un ángulo obtuso interno (α) del inserto con un primer plano de referencia (P1) que atraviesa el borde de corte primario y es paralelo al plano medio (M) ;
una superficie de rebaje secundaria (54) en la superficie periférica se extiende desde cada borde de corte secundario y forma un ángulo agudo interno (β) del inserto con un segundo plano de referencia (P2) que atraviesa el borde de corte secundario y es paralelo al plano medio (M) ;
caracterizado por que cada borde de corte primario tiene una primera forma curva y cada borde de corte secundario tiene una segunda forma curva; y
la primera forma curva es convexa en una vista lateral del inserto de corte, y
la segunda forma curva es cóncava en una vista lateral del inserto de corte.
2. El inserto de corte (22) de acuerdo con la reivindicación 1, en donde la forma poligonal del inserto de corte tiene tres vértices (38) .
3. El inserto de corte (22) de acuerdo con la reivindicación 4, en donde un ángulo de vértice (θ) es obtuso visto desde arriba del inserto de corte.
4. El inserto de corte (22) de acuerdo con la reivindicación 1, en donde las dos superficies extremas opuestas (28) son idénticas.
5. El inserto de corte (22) de acuerdo con la reivindicación 1, en donde el inserto de corte está provisto de seis bordes de corte primarios (42) y seis bordes de corte secundarios (44) .
6. Una herramienta de corte (10) que tiene un eje longitudinal de rotación (A) y que comprende: un cuerpo (16) de la herramienta que tiene al menos un entrante (24) del inserto formado en el extremo frontal (18)
del cuerpo de la herramienta y un inserto de corte (22) retenido en el al menos un entrante del inserto, en donde el al menos un entrante (24) del inserto comprende: una superficie de apoyo tangencial (56) del entrante; un taladro (58) con rosca que se extiende tangencialmente hacia atrás desde la superficie de apoyo tangencial del
entrante; unas paredes laterales (70, 74, 78) del entrante que se extienden hacia arriba desde la superficie de apoyo
tangencial (56) del entrante, dos de las paredes laterales del entrante son superficies de apoyo (72, 76) del entrante que forman un ángulo agudo interno (γ, δ) del entrante con la superficie de apoyo tangencial del entrante; el inserto de corte (22) es el inserto de cualquiera de las reivindicaciones anteriores, en donde: la superficie de apoyo tangencial (50) del inserto se apoya en la superficie de apoyo tangencial (56) del entrante,
dos superficies de rebaje primarias (52) del inserto de corte se apoyan en las dos superficies de apoyo (72, 76) del entrante en una forma de cola de milano, y
un perno de sujeción (26) atraviesa el taladro pasante (36) del inserto de corte y se aplica mediante roscado en el taladro (58) con rosca.
7. La herramienta de corte (10) de acuerdo con la reivindicación 8, en donde las superficies de apoyo (72, 76) del entrante están separadas por una pared lateral (78) del entrante que no es una superficie de apoyo del entrante y la
superficie de rebaje secundaria (54) del inserto de corte que está situada entre las dos superficies de rebaje primarias (52) permanece sin apoyar.
8. La herramienta de corte (10) de acuerdo con la reivindicación 8, en donde la superficie de apoyo tangencial (56) del entrante está dividida en tres zonas de apoyo tangenciales (60) del entrante.
9. La herramienta de corte (10) de acuerdo con la reivindicación 8, en donde las superficies de apoyo (72, 76) del entrante forman entre ellas un ángulo agudo (φ) de las superficies de apoyo del entrante visto desde arriba del entrante del inserto.
10. El inserto de corte (22) de acuerdo con la reivindicación 1, que tiene una forma trigonal, en donde el borde de corte está dividido en tres secciones de corte idénticas (40) ,
en donde cada borde de corte primario es convexo en una vista lateral del inserto de corte y cada borde de corte secundario es cóncavo en una vista lateral del inserto de corte.
Patentes similares o relacionadas:
Inserto de corte, del 29 de Abril de 2020, de ISCAR LTD.: Inserto de corte que tiene una forma prismática poligonal con dos superficies de extremo opuestas y una superficie periférica que se extiende entre […]
Herramienta de disco e inserto de corte para la misma, del 18 de Marzo de 2020, de Gebr. Lennartz GmbH & Co. KG: Herramienta de disco , en particular fresa de disco o sierra de disco con - un cuerpo base en forma de disco, que en la zona de su superficie envolvente […]
Dispositivo para fresar una vía férrea, del 11 de Marzo de 2020, de LORAM MAINTENANCE OF WAY, INC: Placa de fresado para vía férrea destinada a montarse en un vagón de ferrocarril con el objeto de mantener una vía férrea, comprendiendo la placa […]
Herramienta de mecanización, del 4 de Marzo de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Herramienta para la mecanización con arranque de virutas con un cuerpo base que determina un eje de rotación (R) alrededor del cual gira la herramienta […]
Un sistema de corte para el fresado de perfiles, del 11 de Diciembre de 2019, de LSAB Sverige AB: Un sistema de corte para el fresado de perfiles, el sistema de corte que comprende: un cabezal de corte cilíndrico proporcionado con una ranura (11, […]
Herramienta de fresado, del 20 de Noviembre de 2019, de Ceratizit Luxembourg Sàrl: Herramienta de fresado, que presenta un portaherramientas de fresado y al menos una plaquita de corte (20a; 20b; 20c; 20d; 20e), presentando el portaherramientas: al […]
Fresa, del 6 de Noviembre de 2019, de ISCAR LTD.: Una pieza de inserción de corte tangencial (10, 10'', 10'''') que comprende: dos superficies frontales idénticas opuestas (12, 12'', 12'''') con simetría rotacional […]
FRESA, del 17 de Octubre de 2019, de CANUDAS VELILLA, MARC: Fresa que comprende un plato portaherramientas destinado a ser unido al husillo de una fresadora, dicho husillo definiendo el eje de rotación […]