INSERTO DE CORTE DE MOLIENDA Y CORTADOR DE MOLIENDA.
Una pieza de inserción de corte de molienda (10) que comprende un par de superficies extremas opuestas (12),
un par de superficies menores opuestas (14) y un par de superficies principales opuestas (16); cada superficie extrema y principal (12, 16) intersecta en un borde principal (20), al menos una parte del cual forma un borde de corte principal (30); cada superficie extrema y menor (12,14) intersecta en el borde menor (32), al menos una parte del cual forma un borde de corte menor (36); cada borde de corte principal (30) y borde de corte menor adyacente (36) se funde en un borde de corte de esquina (46); caracterizada porque cada superficie menor (14) tiene dos rebajes (38), teniendo cada rebaje (38) una cara de rebaje (40), abriéndose cada rebaje (38) hacia fuera hasta una superficie extrema adyacente (12), intersectando cada cara de rebaje (40) y la superficie extrema adyacente (12) en un borde rebajado (42), al menos una parte del cual forma un borde de corte t rasero (44), fundiéndose el borde de corte trasero (44) con, y siendo transversal a, un borde de corte menor adyacente (36)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IL2005/001148.
Solicitante: ISCAR LTD..
Nacionalidad solicitante: Israel.
Dirección: P.O. BOX 11 24959 TEFEN ISRAEL.
Inventor/es: SATRAN, AMIR, CHEN,Danny.
Fecha de Publicación: .
Fecha Solicitud PCT: 2 de Noviembre de 2005.
Clasificación Internacional de Patentes:
- B23C5/20B4
Clasificación PCT:
- B23C5/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Dispositivos para fijación de los elementos cortantes o de los dientes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2356252_T3.pdf
Fragmento de la descripción:
CAMPO DE LA INVECIÓN
La presente invención se refiere a una pieza de inserción o inserto de corte de molienda de acuerdo con el preámbulo de la reivindicación 1 a 4 y a un método de molienda de acuerdo con el preámbulo de la reivindicación 7. Un ejemplo de tal pieza de inserción o de tal método se 5 expone en el documento US 3 811 163A.
ANTECEDENTES DE LA INVENCION
Como se observa en el documento US 3 811 163 A cuando se muele con penetración a lo largo de un borde, o a lo largo de las paredes de un alojamiento o cavidad preexistente de una pieza de trabajo, un cortador de molienda está sometido a fuerzas de corte radiales no 10 equilibradas que tienden a deflectar el cortador de molienda alejándolo de la pieza de trabajo. Este fenómeno es particularmente problemático durante la penetración profunda en la que el cortador de molienda tiene un vástago largo, o a lo largo del vástago de extensión.
Los vástagos largos tienden a ser algo elásticos de manera que durante la penetración profunda, las fuerzas de corte radiales hagan que el vástago se doble. Cuanto más profundo sea 15 la penetración, mayor será la flexión del vástago. Como consecuencia, el cortador de molienda no penetra en una dirección axialmente hacia abajo verdadera, y una parte molida resultante de una superficie de la pieza de trabajo se inclinará. Esto es una desventaja si se requiere una superficie vertical propiamente dicha.
Es un objeto de la presente invención proporcionar un cortador de molienda y una pieza 20 de inserción para el mismo que reduzca significativamente o elimine las desventajas anteriormente mencionadas.
SUMARIO DE LA INVENCIÓN
De acuerdo con la presente invención, se proporciona una pieza de inserción de curte de molienda que tiene las características de la reivindicación 1. 25
Preferiblemente, cada superficie extrema tiene una simetría rotacional de 180º alrededor de un primer eje que pasa a través de las dos superficies extremas.
Más preferiblemente, cada superpie menor tiene una simetría rotacional de 180º alrededor de un segundo eje que pasa a través de las dos superficies menores, siendo el segundo eje perpendicular al primer eje. 30
Aún más preferiblemente, cada superficie mayor tiene una simetría rotacional de 180º alrededor de un tercer eje que atraviesa las dos superficies mayores, siendo el tercer eje perpendicular tanto al primer como al segundo ejes.
También se proporciona, de acuerdo con la siguiente invención, un cortador de molienda, que comprende: 35
un cuerpo cortador que tiene un extremo delantero, un extremo trasero, una superficie periférica y un eje de rotación que se extiende entre los extremos delanteros y traseros y que define una dirección de rotación; y
una pluralidad de alojamientos de pieza de inserción formados sobre el extremo delantero y que se abren hacia fuera a la superficie periférica del cuero del cortador, una 40 pieza de inserción de corte, de acuerdo con la presente invención, que está retenida en cada alojamiento de la pieza de inserción de manera que una de sus superficies mayores está vuelta generalmente hacia atrás, una superficie extrema operativa está vuelta generalmente en la dirección de rotación y un borde de corte trasero operativo, asociado con la superficie extrema operativa, sobresale radialmente hacia fuera más allá de la 45 superficie periférica.
Típicamente, el borde de corte trasero operativo se extiende radialmente hacia fuera más allá de cualquier parte del cortador de molienda.
De acuerdo con la presente invención se proporciona también un método para moler una pieza de trabajo que comprende las etapas descritas en la reivindicación 7. 50
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Para un mejor entendimiento de la presente invención y para mostrar cómo se puede llevar a cabo la misma en la práctica, se hace a continuación referencia a los dibujos adjuntos, en los que:
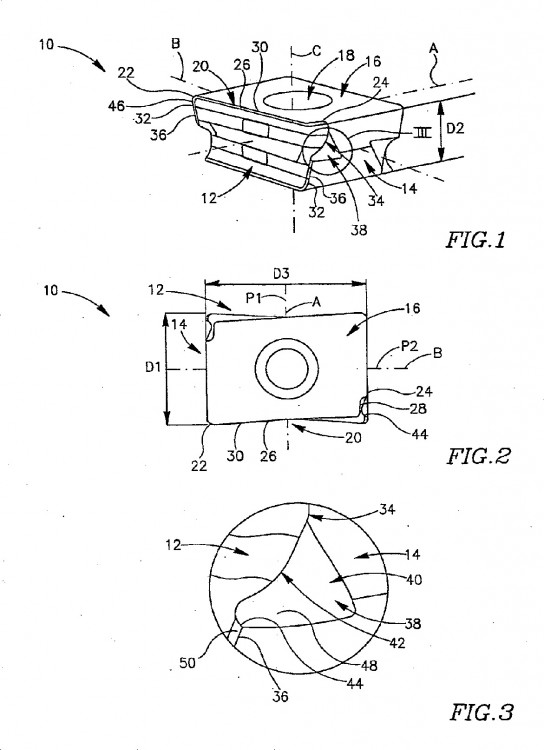
la Fig. 1 es una vista en perspectiva de una pieza de inserción de corte de molienda de 5 acuerdo con la presente invención;
la Fig. 2 es una vista superior de la pieza de corte de molienda;
la Fig. 3 es un detalle de la Fig. 1;
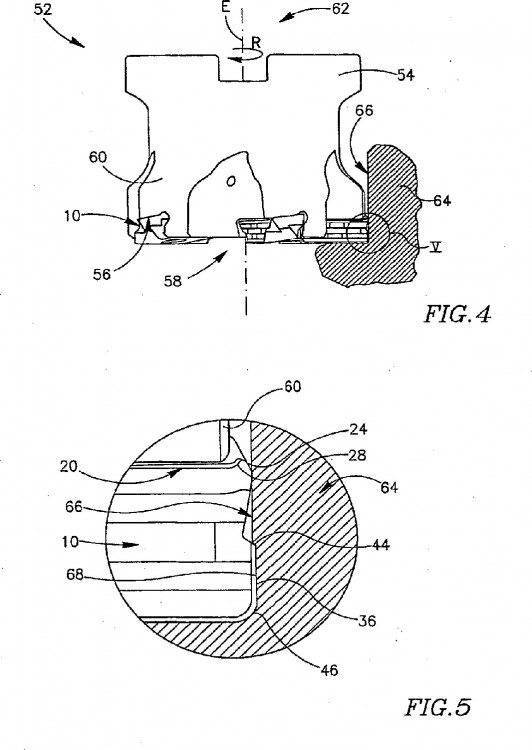
la Fig. 4 es una vista lateral de un cortador de molienda de penetración, con piezas de inserción de corte de molienda de acuerdo con la presente invención montada en el 10 mismo, ilustrando una etapa de su acción de corte trasera; y
la Fig. 5 es un detalle de la Fig. 4.
DESCRIPCIÓN DETALLADA DE UNA REALIZACIÓN PREFERIDA
Haciendo referencia a las Figs. 1 a 3 que muestran una pieza de inserción de corte de molienda tangencial 10 que está típicamente fabricada mediante presión de conformación y 15 sinterización de polvos de carburo. Las piezas de inserción de corte también conocidas como piezas de inserción de corte colocada en el borde u orientada hacia abajo, insertos de corte, están orientadas en un alojamiento de pieza de inserción de tal manera que durante la operación de corte las fuerzas de corte están dirigidas a lo largo de una dimensión principal (espesor) de la pieza de inserción de corte. Se ha de observar que los términos direccionales 20 que aparecen en la memoria y las reivindicaciones, por ejemplo, "delantero", "trasero", etc. (y derivados de los mismos) son sólo para fines ilustrativos, y no están destinados a limitar el campo de las reivindicaciones adjuntas.
La pieza de inserción de corte 10 tiene un cuerpo generalmente cuboide y comprende dos superficies extremas opuestas 12, dos superficies menores idénticas opuestas 14 y dos 25 superficies principales idénticas opuestas 16. La pieza de inserción de corte 10 tiene una primera dimensión D1 medida entre las superficies extremas 12 que es mayor que una segunda dirección D2 medida entre las superficies principales 16. Una tercera dimensión D3 medida entre las superficies menores 14 es también mayor que la segunda dimensión D2.
La pieza de inserción de corte 10 tiene un primer eje A, a través de las dos superficies 30 extremas 12, un segundo eje B perpendicular al primer eje A y que pasa a través de las dos superficies menores 14 y un tercer eje C perpendicular al primer y segundo ejes A, B y que pasa a través de las dos superficies principales 16. El primer y el tercer ejes A y C definen un primer plano P1, y el segundo y tercer ejes B, C definen un segundo plano P2. Un orificio pasante 18 que se extiende entre las superficies principales 16 tiene un eje de orificio que coincide con el 35 tercer eje C. La pieza de inserción de corte 10 tiene simetría rotacional alrededor de cara uno del primer, segundo y tercer ejes A, B, C.
Una intersección entre cada superficie extrema 12 y cada superficie principal 16 constituye un borde principal 20 que se extiende entre un primer 22 y un segundo 24 límite. Una primera parte 26 del eje principal del borde principal 20 se extiende alejándose del primer límite 40 22 en la dirección general del segundo eje B. Una segunda parte 28 del borde principal 20 se fusiona con la primera parte 26, y se extiende inicialmente hacia el segundo plano P2 y después se aleja del primera plano P1 al segundo límite 24. La primera parte 26 del borde principal 20 constituye un borde de corte principal 30.
Una intersección entre cada superficie extrema 12 y cada superficie menor 14 está 45 dividida en un borde menor 32 y un borde trasero 34. El borde menor 32 constituye un borde de corte menor 36, y el borde trasero 34 se extiende al segundo límite 24 de un borde principal adyacente 29. Dos rebajes 38, teniendo cada uno un acara de rebaje 40, están formados en cada superficie menor 14, abriéndose cada rebaje hacia fuera a la superficie extrema adyacente 12. Cada cara de rebaje 40 y la superficie extrema adyacente 12 intersecta a lo largo de un 50 borde rebajado 42 que forma parte del borde trasero 34. Al menos una parte del borde rebajado 42 constituye un borde de corte trasero 44. El borde de corte trasero 34 se funde con el borde de corte menor 36 y se extiende desde el mismo hacia el primer plano P1 en la dirección del segundo eje B. Un borde de corte de esquina 46 está formado entre cada borde de corte principal 30 y su borde de corte menor adyacente 36. Cada borde de corte 44 tiene una cara de 55 relieve trasera 48 y una cara de inclinación trasera 50. La cara de relieve trasera 48 se extiende
alejándose del borde de corte... [Seguir leyendo]
Reivindicaciones:
1. Una pieza de inserción de corte de molienda (10) que comprende un par de superficies extremas opuestas (12), un par de superficies menores opuestas (14) y un par de superficies principales opuestas (16);
cada superficie extrema y principal (12, 16) intersecta en un borde principal (20), al menos una 5 parte del cual forma un borde de corte principal (30);
cada superficie extrema y menor (12,14) intersecta en el borde menor (32), al menos una parte del cual forma un borde de corte menor (36);
cada borde de corte principal (30) y borde de corte menor adyacente (36) se funde en un borde de corte de esquina (46); 10
caracterizada porque
cada superficie menor (14) tiene dos rebajes (38), teniendo cada rebaje (38) una cara de rebaje (40), abriéndose cada rebaje (38) hacia fuera hasta una superficie extrema adyacente (12), intersectando cada cara de rebaje (40) y la superficie extrema adyacente (12) en un borde rebajado (42), al menos una parte del cual forma un borde de corte trasero (44), fundiéndose el 15 borde de corte trasero (44) con, y siendo transversal a, un borde de corte menor adyacente (36).
2. La pieza de inserción de corte de molienda (10), de acuerdo con la reivindicación 1, en la que cada superficie extrema (12) tiene una simetría rotacional de 180º alrededor de un primer eje (A) que atraviesa las dos superficies extremas (12). 20
3. La pieza de inserción de corte de molienda (10), de acuerdo con la reivindicación 1, en la que cada superficie menor (14) tiene una simetría rotacional de 180º alrededor de un segundo eje (B) que atraviesa las dos superficies menores (14), el segundo eje (B) que es perpendicular al primer eje (A).
4. La pieza de inserción de corte de molienda (10), de acuerdo con la reivindicación 1, 25 en la que cada superficie mayor (16) tiene una simetría rotacional de 180º alrededor de un tercer eje (C) que es perpendicular tanto al primer eje como al segundo ejes (A, B).
5. Un cortador de molienda (52) que comprende:
un cuerpo cortador (54) que tiene un extremo delantero (58), un extremo trasero (62), una superficie periférica (60) y un eje de rotación (E) que se extiende entre los extremos 30 delantero y trasero (58, 62) y que definen una dirección de rotación (R); y
una pluralidad de alojamientos de inserción (56) formados en el extremo delantero (58) y que se abren hacia fuera, hacia la superficie periférica (60) del cuerpo de corte (54); una pieza de inserción de corte (10), de acuerdo con la reivindicación 1, que está retenida en cada alojamiento de pieza de inserción (56) de manera que una de sus superficies 35 principales (16) está vuelta generalmente hacia atrás, una superficie extrema operativa (12) se enfrenta generalmente en la dirección de rotación (R) y un borde de corte trasero operativo (44) asociado con la superficie extrema operativa (12) sobresale radialmente hacia fuera más allá de la superficie periférica (60).
6. El cortador de molienda (52) de acuerdo con la reivindicación 5, en el que el borde de 40 corte trasero operativo (44) se extiende radialmente hacia fuera más allá de cualquier parte del cortador de molienda (52).
7. Un método para moler una pieza de trabajo (64) que comprende las etapas de:
proporcionar un cortador de molienda (52) que tiene un cuerpo de cortador (54) con un extremo delantero (58) un extremo trasero (62) y un eje de rotación (E) que se extiende 45 entre los mismos y que define una dirección de rotación (R), una pluralidad de piezas de inserción de corte (10) montada en el extremo delantero (58) del cuerpo del cortador (54), teniendo cada pieza de inserción de corte (10) un borde de corte principal operativo (30) transversal al eje de rotación (E), un borde de corte menor operativo (36) transversal al borde de corte principal operativo (30), un borde de corte de esquina operativo (46) entre 50 los mismos y un borde de corte trasero operativo (44) transversal al borde de corte menor operativo (36);
hacer avanzar el cortador (52) axialmente hacia abajo hacia la pieza de trabajo (64), por lo que al menos partes de los bordes de corte de esquina principal y de esquina operativos (30, 46) de cada pieza de inserción de corte (10) muelen la pieza de trabajo (64),
en el que el método se caracteriza porque además comprende las etapas de:
parar el avance axial del cortador (52) durante un tiempo dado, durante el cual el cortador 5 (52) penetra radialmente en la pieza de trabajo (64), por lo que al menos partes de los bordes menores y de esquina operativos (36, 46) de cada pieza de inserción de corte (10)
muelen una depresión entre los mismos,
mover el cortador (52) axialmente hacia arriba, por lo que al menos una parte del borde de corte trasero operativo (44) de cada pieza de inserción de corte (10) retira el material 10 situado axialmente encima de la depresión (68).
Patentes similares o relacionadas:
PLACA DE CORTE INTERCAMBIABLE, USO DE LA PLACA DE CORTE EN UNA HERRAMIENTA DE FRESADO Y HERRAMIENTA DE FRESADO CON LA PLACA DE CORTE, del 19 de Julio de 2011, de BOEHLERIT GMBH & CO. KG: Placa de corte intercambiable para una herramienta de fresado, en especial para el mecanizado de cigüeñales o árboles de levas, con al menos una […]
 HERRAMIENTA DE MECANIZADO PARA UN ASIENTO DE VALVULA Y PARA UNA GUIA DE VALVULA, del 8 de Junio de 2010, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: Herramienta de mecanizado para un asiento de válvula y para una guía de válvula, para el mecanizado fino del asiento y de la guía de una válvula […]
HERRAMIENTA DE MECANIZADO PARA UN ASIENTO DE VALVULA Y PARA UNA GUIA DE VALVULA, del 8 de Junio de 2010, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: Herramienta de mecanizado para un asiento de válvula y para una guía de válvula, para el mecanizado fino del asiento y de la guía de una válvula […]
 CABEZAL PORTAFRESA PARA EL FRESADO DE BISELES, del 26 de Abril de 2010, de RIETH, STEPHAN: Cabezal portafresa para el fresado de biseles, en particular para un fresador de biseles móvil, con asientos consecutivos para placas de corte, caracterizado […]
CABEZAL PORTAFRESA PARA EL FRESADO DE BISELES, del 26 de Abril de 2010, de RIETH, STEPHAN: Cabezal portafresa para el fresado de biseles, en particular para un fresador de biseles móvil, con asientos consecutivos para placas de corte, caracterizado […]
Inserto de corte, del 29 de Abril de 2020, de ISCAR LTD.: Inserto de corte que tiene una forma prismática poligonal con dos superficies de extremo opuestas y una superficie periférica que se extiende entre […]
Herramienta de disco e inserto de corte para la misma, del 18 de Marzo de 2020, de Gebr. Lennartz GmbH & Co. KG: Herramienta de disco , en particular fresa de disco o sierra de disco con - un cuerpo base en forma de disco, que en la zona de su superficie envolvente […]
Dispositivo para fresar una vía férrea, del 11 de Marzo de 2020, de LORAM MAINTENANCE OF WAY, INC: Placa de fresado para vía férrea destinada a montarse en un vagón de ferrocarril con el objeto de mantener una vía férrea, comprendiendo la placa […]
Herramienta de mecanización, del 4 de Marzo de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Herramienta para la mecanización con arranque de virutas con un cuerpo base que determina un eje de rotación (R) alrededor del cual gira la herramienta […]
Un sistema de corte para el fresado de perfiles, del 11 de Diciembre de 2019, de LSAB Sverige AB: Un sistema de corte para el fresado de perfiles, el sistema de corte que comprende: un cabezal de corte cilíndrico proporcionado con una ranura (11, […]