IMPLEMENTACIÓN DE PROCESOS DE SOLDADURA EN ESTRUCTURAS MIXTAS DE METAL Y MATERIAL COMPUESTO.
La integración de materiales compuestos en líneas de fabricación automatizadas requiere la combinación de un bajo coste y una alta cadencia de fabricación.
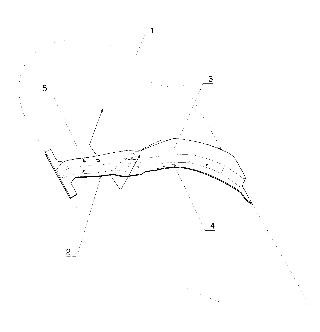
La implementación de procesos de soldadura en estructuras mixtas de metal y material compuesto permite cumplir ambos objetivos, aprovechando la flexibilidad de la fabricación de compuestos y su bajo peso específico. Un elemento estructural mixto de composite soldable y metal se compone de un perfil de material compuesto (3) con un conjunto de insertos (6) embebidos, unidos mediante puntos de soldadura (4) a una estructura metálica (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200802501.
Solicitante: AERNNOVA ENGINEERING SOLUTIONS S.A.
Nacionalidad solicitante: España.
Provincia: ÁLAVA.
Inventor/es: DAVILA DE EUSEBIO,SANTIAGO, BEN SMIDA,ADEL.
Fecha de Solicitud: 27 de Agosto de 2008.
Fecha de Publicación: .
Fecha de Concesión: 16 de Enero de 2012.
Clasificación PCT:
B23K11/11TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Soldadura por puntos.
Fragmento de la descripción:
Implementación de procesos de soldadura en estructuras mixtas de metal y material compuesto. Estado de la técnica La presente invención pertenece al campo de la técnica de la integración de elementos de estructura fabricados en materiales compuestos, en los procesos de ensamblado por soldadura para componentes de estructura o armazones de industrias de fabricación como las de automoción, naval, aeroespacial o electrodomésticos entre otras. Las regulaciones de emisiones que se van aplicando progresivamente a los automóviles obligan a buscar modos de reducir la emisión de CO2 por kilómetro. Una de las medidas para reducir el consumo de los automóviles es reducir el peso de su estructura. Es conocido en otros campos, principalmente el de la aeronáutica y el espacio, el uso de los materiales compuestos para disminuir el peso de las estructuras. La principal diferencia entre las industrias aeroespacial y de automoción que dificulta el uso de materiales compuestos en esta última, es la cadencia de producción y la importancia del coste. El enfoque tradicional de la industria de la automoción para cumplir los objetivos de bajo coste y gran cadencia de producción es la fabricación en cadena de estructura de chapa de acero termoconformada y medios de unión de soldadura por puntos (Resistance Spot Welding). Si bien se conocen algunos procesos de fabricación de composites por termoconformado capaces de alcanzar la cadencia de producción de las líneas de automoción, como por ejemplo el SMC (Sheet Moulding Compound), no se conocen composites que puedan ser ensamblados a componentes metálicos mediante procesos de soldadura, ya sea con procesos de soldadura por puntos o mediante cordón de soldadura. En el estado del arte se conocen materiales compuestos que añaden a la resina partículas de elementos conductores para mejorar su conductividad eléctrica, como en el caso de la publicación de solicitud de patente US 2007/0295704 A1, de forma que se pueda conseguir un material compuesto soldable en forma de dos láminas de acero con un núcleo viscoelástico. Estos métodos aún presentan diferentes dificultades que han impedido llevarlos a la práctica como estándares de producción. Además, el objeto de la presente invención es utilizar piezas fabricadas integramente en material compuesto, sin requerir el uso de pieles de acero que limitarían la habilidad para reducir el peso de la estructura. El objeto de la presente invención es proporcionar a las industrias de fabricación un componente de estructura fabricado en material compuesto que permita aprovechar las ventajas de estos materiales, al tiempo que permita su ensamblado mediante procesos de soldadura y permita las altas cadencias de producción de industrias como la de automoción o de electrodomésticos. Descripción de la invención De acuerdo con una realización de la presente invención, un elemento de refuerzo estructural de composite soldable comprende un perfil de material compuesto termoconformado con un conjunto de insertos metálicos. Las partes de composite se fabrican preferiblemente mediante procesos de SMC (sheet Molding Compound) con matrices de polyester o vinyl ester o con paneles termoconformables con matrices 2 ES 2 352 131 A1 2 termoplásticas como pueden ser PA (polyamide), PEI (polyetherimide) o PPS (polyphenylene sulphide), ya que estos procesos son necesarios cuando se requiere una alta cadencia de producción. También podrán emplearse otros procesos de fabricación de composite cuando la cadencia de producción lo permita, desde laminado manual hasta RTM (Resin Transfer Moulding). En cualquier caso, la matriz termoplástica estará reforzada con fibras, normalmente vidrio, si bien podrían emplearse carbono, kevlar u otras fibras en función de los requisitos de la aplicación. Para conseguir que el componente de estructura sea soldable a partes metálicas de estructura, es necesario que dicho perfil de material compuesto incorpore en el proceso de termoconformado un conjunto de insertos metálicos, que se fabricarán de acero, aluminio, cobre, u otro material metálico con buenas propiedades para la soldadura. Este inserto metálico podría ubicarse, dependiendo de las necesidades concretas de la aplicación, ocupando toda la longitud de uno de los bordes del perfil, o en posiciones concretas en el interior de uno de los flancos. El inserto se fabricará mediante procesos de mecanizado, o doblado de chapa, pero en cualquier caso debe disponer de al menos un flanco para adherirse al composite, que puede ser tratado químicamente para mejorar su adhesión. Este componente estructural de composite puede ser unido al resto de estructuras metálicas, como por ejemplo las fabricadas en chapa de acero o aluminio termoconformada, mediante procesos de soldadura, tanto por puntos como por cordón de soldadura. En el caso de soldadura por puntos, el inserto metálico será suficientemente amplio para cubrir el área de contacto con el electrodo (de 16 a 25 mm de diámetro) de forma que permita enfriar rápidamente el área soldada a través del contacto con el electrodo, que a su vez estará refrigerado. De esta forma, se evita que la resina de material compuesto en contacto con el electrodo se queme, perdiendo las propiedades mecánicas del material. En el caso de cordón de soldadura, el inserto mantendrá un borde libre de contacto con el composite para poder ser soldado. Esto permite la integración de perfiles de compuesto de bajo peso y alta resistencia específica en las líneas de producción de automoción actuales. En comparación con las estructuras metálica compuestas únicamente por piezas de chapa de acero, la presente aplicación permite aprovechar las ventajas de integración de piezas, flexibilidad en diseño y reducción de peso inherentes a la fabricación con materiales compuestos, al tiempo que permitirá mantener una cadencia de producción lo bastante alta para abastecer por ejemplo a la industria de automoción, con un mínimo impacto sobre las líneas de montaje. Breve descripción de las figuras Figura 1: muestra una vista isométrica de un componente de estructura, en concreto un tirante de automóvil, que integra chapa de acero y material compuesto según una realización de la presente invención. Figura 2: muestra una vista de sección de una realización de la presente invención, donde se puede ver el perfil omega fabricado en composite, un inserto metálico embebido y la chapa de acero. Figura 3: muestra una vista de sección de otra realización de la presente invención, en la que el inserto se fabrica en pletina de acero doblada. Descripción de realizaciones preferidas Para mayor claridad se describe a continuación 3 una aplicación de estructura de material compuesto soldable al caso de un tirante de la estructura de un automóvil. Como puede apreciarse en la Figura 1, el tirante de un automóvil es un elemento estructural enmarcado en el lateral de la jaula estructural (1) del vehículo mostrada como referencia, y que se compone de un panel curvado o piel interior (2) fabricado en chapa de acero termoconformada, unido a un perfil omega (3) o piel exterior fabricado en material compuesto, unidos mediante un conjunto de puntos de soldadura (4). A lo largo tanto el perfil omega (3) como del panel curvado (2) un conjunto de penetraciones (5) permiten la instalación de sistemas, así como la instalación de placas roscadas para el montaje de otros elementos sobre la estructura. La piel exterior (2) se fabrica mediante chapa de acero HSLA termoconformada de 0.8 a 1.2 mm de espesor. Si bien en otras aplicaciones, la estructura metálica será de otros materiales y espesores, sin que esto afecte a la presente invención. Dicha placa de acero se conforma con la superficie curva definitiva, y se recorta mediante procesos de punzonado y mecanizado para conseguir la forma final. En la figura 2 se observa en un corte de sección uno de los insertos (6) fabricado a partir de pletina de acero de 3 mm de espesor. De esta pletina se recortan los insertos (6) de 24 x 48 mm si bien estas dimensiones dependerán de los parámetros concretos del proceso de soldadura por puntos. El inserto se mecaniza delimitando un área de contacto (7) con el electrodo (9) y un flanco (8) para mejorar su adherencia con la resina del material compuesto y evitar que el inserto se desprenda bajo la aplicación de cargas. En este caso el área de contacto (7) tiene forma de volumen cilíndrico de 16 mm de diámetro, si bien puede ser de un diámetro mayor en función de las dimensiones de los electrodos empleados en el proceso de soldadura por ES 2 352 131 A1 4 puntos o de otras formas siempre que la dimensión sea suficiente para el contacto con el electrodo. Para mejorar la adherencia con el composite, la superficie del flanco (8) puede ser tratada mediante un ataque ácido si bien dependiendo del proceso de termoconformado del composite...
Reivindicaciones:
1. Elemento estructural soldable fabricado en material compuesto formado por una matriz de resina y un refuerzo de fibras o tejidos caracterizado por: - que comprende un conjunto de insertos embebidos de una aleación metálica soldable con una superficie o flanco de adhesión en contacto con la resina del compuesto, y una superficie libre o área de soldadura. 2. Elemento estructural soldable fabricado en material compuesto según la reivindicación 1, caracterizado por - que el proceso de fabricación del material com- 4 ES 2 352 131 A1 6 puesto es o bien SMC o bien termoconformado de paneles preimpregnados de resina termoplástica. 3. Elemento estructural soldable fabricado en material compuesto según la reivindicación 2, caracterizado por: - que los insertos están fabricados en acero y el proceso de ensamblado es soldadura por puntos (RSW). 4. Elemento estructural soldable fabricado en material compuesto según la reivindicación 2, caracterizado por: - que el inserto tiene un flanco libre para su ensamblado mediante cordón de soldadura. ES 2 352 131 A1 6 ES 2 352 131 A1 ES 2 352 131 A1 7 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA
Patentes similares o relacionadas:
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
Dispositivo de fuente de alimentación, sistema de unión y método de procesamiento por conducción, del 26 de Febrero de 2020, de NIPPON STEEL CORPORATION: Un dispositivo de fuente de alimentación que suministra una corriente de salida a un dispositivo de procesamiento eléctrico que realiza procesamiento eléctrico […]
Método para soldar una parte solapada, método para fabricar un miembro de soldadura a solape, miembro de soldadura a solape y componente para automóvil, del 13 de Noviembre de 2019, de NIPPON STEEL CORPORATION: Un método para soldar una parte solapada, en el que una pluralidad de miembros de chapa de acero se unen en la parte solapada, y al menos uno de la […]
Dispositivo y procedimiento de sujeción de una parte de una pistola de soldadura, del 13 de Noviembre de 2019, de COMAU, INC: Dispositivo de manipulación y conexión de componentes de combinación conectable a un robot de múltiples ejes para ser utilizado en el […]
Método de soldadura por puntos por resistencia, del 23 de Octubre de 2019, de NIPPON STEEL CORPORATION: Un método de soldadura por puntos por resistencia para soldar una pluralidad de láminas de acero que incluye una lámina de acero de alta […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Procedimientos y sistemas para soldadura por puntos de resistencia utilizando micropulsos de corriente directa, del 17 de Julio de 2019, de Arcelormittal: Un método para la soldadura por puntos de resistencia de láminas de acero, que comprende aplicar una pluralidad de micropulsos de corriente continua […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .