Herramienta y procedimiento para la fabricación de piezas de moldeo de plástico de varias capas.
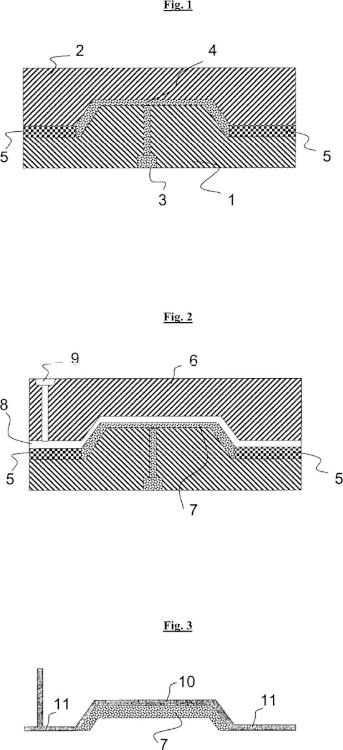
Herramienta para la fabricación de piezas de moldeo de plástico de varias capas con sustrato de plástico (7) y pintura de recubrimiento (10) formada por al menos dos mitades de herramienta (1,
2) y una cavidad, en la que se aloja el plástico, y un sistema de colada (9) con un bebedero, caracterizada porque
a) una pieza de inserción de herramienta de separación (5) intercambiable con una capa de separación permanente o semipermanente, o
b) una pieza de inserción de herramienta de separación (5) intercambiable compuesta de un material que separa de modo permanente,
en donde la pieza de inserción de herramienta de separación (5) forma la parte del sistema de alimentación adyacente a la cavidad (8) para el barniz (10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/000127.
Solicitante: Bayer Intellectual Property GmbH.
Nacionalidad solicitante: Alemania.
Dirección: ALFRED-NOBEL-STRASSE 10 40789 MONHEIM ALEMANIA.
Inventor/es: EHBING,HUBERT,DR, Brüning,Dirk, PROTTE,RAINER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldes o núcleos; Detalles o accesorios para ellos.
- B29C33/30 B29C […] › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › Montaje, cambio o centraje.
- B29C33/56 B29C 33/00 […] › Revestimientos; Agentes de desmoldeo, de lubricación o de separación.
- B29C33/60 B29C 33/00 […] › Agentes de desmoldeo, lubricación o separación.
- B29C37/00 B29C […] › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C45/14 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/16 B29C 45/00 […] › Fabricación de objetos multicapas o multicolores.
- B29C45/26 B29C 45/00 […] › Moldes.
- B29C45/27 B29C 45/00 […] › Canales de inyección.
- B29C45/37 B29C 45/00 […] › Paredes de la cavidad del molde.
PDF original: ES-2498748_T3.pdf
Fragmento de la descripción:
Herramienta y procedimiento para la fabricación de piezas de moldeo de plástico de varias capas
La invención se refiere a una herramienta para la fabricación de piezas de moldeo de plástico de varias capas formadas por al menos dos mitades de herramienta y una cavidad en la que se aloja el plástico, y un sistema de colada con un bebedero, así como un procedimiento para la fabricación de piezas de moldeo de plástico de varias capas.
La fabricación de piezas de moldeo de plástico de varias capas se conoce por el estado de la técnica. El documento EP 197 496 B describe un procedimiento en el que se inyecta un sustrato entre dos mitades de herramienta de moldeo separables. Tan pronto el sustrato se ha endurecido suficientemente, se inyecta un revestimiento con una presión fundamentalmente por encima de la presión del espacio hueco del molde, y se fuerza por encima de toda la superficie o por encima de regiones parciales de la superficie del sustrato.
En el documento DE 43 16 154 C se describe un procedimiento para el revestimiento de la parte visible de un componente. En este procedimiento, el componente no revestido se deposita en una herramienta de moldeo similar a un moldeo por inyección, y a continuación se aplica sobre la superficie visible bajo presión y calor una resina o un barniz. Durante todo el tiempo de endurecimiento se ejerce sobre la resina o sobre el barniz que se ha de secar una presión que permanece constante en el tiempo, que se elige de tal manera que el aire que eventualmente haya permanece disuelto en la resina o en el barniz líquido.
El documento EP 934 88 A da a conocer un procedimiento para el revestimiento en un molde, que en un primer paso comprende la fabricación de un cuerpo de moldeo hecho de una resina sintética, por ejemplo con un procedimiento de moldeo por inyección. Esto se realiza aplicando una presión de apriete sobre un molde que posee una mitad de molde fija y una móvil. En un segundo paso se reduce la presión de apriete, o se separan la mitad de molde fija y la móvil. A continuación se inyecta un medio de revestimiento entre una superficie interior y la superficie del cuerpo de moldeo en el molde. El endurecimiento del agente de revestimiento se realiza bajo un perfil de presión especial.
El documento WO 26/72366 A da a conocer un procedimiento para el moldeo y revestimiento de un sustrato en una herramienta de moldeo con al menos dos cavidades, en la que en primer lugar se moldea un sustrato en una cavidad en una herramienta de moldeo preferentemente con un procedimiento de moldeo por inyección. El sustrato fabricado se introduce a continuación en una segunda cavidad de la herramienta de moldeo, y en otro paso se reviste con un barniz bajo presión.
En el procedimiento descrito más arriba se emplean preferentemente sistemas de resina o de barniz reactivos para el revestimiento, que se han de adherir bien sobre los sustratos. La superficie del revestimiento se conforma preferentemente por medio de una herramienta de moldeo metálica, en la que, en aras de una buena capacidad de desmoldeo, no ha de haber ninguna adherencia del revestimiento. Debido a ello, en el estado de la técnica se aplican sobre las superficies interiores de la cavidad que conforman la superficie habitualmente desmoldeadores externos y/o se le añaden al material de revestimiento desmoldeadores internos que se autoseparan y/o se emplea un revestimiento permanente que se autosepara de la superficie interior de la cavidad. Esto es especialmente necesario para la región del bebedero de la herramienta de moldeo, a través de la cual se introduce el material de revestimiento en la cavidad. Durante el proceso de inyección se dan en esta posición elevadas presiones y fuerzas de cizallamiento, que llevan a que el desmoldeador externo introducido se desgaste rápidamente, y se pierde rápidamente el efecto de separación en este punto.
Los sistemas de desmoldeadores externos se conocen, por ejemplo, en forma de soluciones o dispersiones, que habitualmente se pulverizan sobre la superficie de la herramienta de moldeo. Este tipo de sistemas de desmoldeadores están formados por sustancias activas de separación activa (por ejemplo cera) y un medio portador, por regla general disolventes orgánicos o agua. El uso de desmoldeadores externos se da a conocer, por ejemplo, en el documento DE 1 131 873 A y en el documento DE 38 27 595 C.
Los desmoldeadores externos se han de introducir habitualmente antes de cada paso de la fabricación de la pieza de moldeo en la cavidad. Esto origina costes de producción, y ralentiza el proceso de producción. Además, los desmoldeadores pueden influir en las características de las piezas de moldeo, y los restos residuales en la superficie pueden ocasionar dificultades en las siguientes etapas del procedimiento (barnizado, revestimiento, forrado, etc ). Además, los disolventes de los desmoldeadores pueden ira pararal medio ambiente, y pueden poner en riesgo la salud de los trabajadores de producción.
Una desventaja especial en el uso de desmoldeadores externos, en particular en la región del bebedero para la conformación de la capa de revestimiento reside en el hecho de que por medio del proceso de inyección se desprende el desmoldeador externo, y se transporta sobre la superficie límite entre el sustrato de soporte y el revestimiento. Las consecuencias son entonces una mala adherencia entre el sustrato y el revestimiento.
Adicional o alternativamente, a los componentes del sistema de revestimiento se pueden añadir desmoldeadores internos. Un modo de proceder de este tipo se describe, por ejemplo, en el documento DE 38 37 351 C. En este caso, en la fabricación de los cuerpos de poliuretano y poliurea se añade polibutadieno líquido al componente de polialcohol o de poliaminas. Otras representaciones de este modo de proceder se encuentran en "Innere Trennmittel für Polyurethan-Systeme", P. Horn, H.-U. Schmidt y G. Ramlow, Kunststoffberater 1/1987, págs. 24 - 26 y en "Kunststoffhandbuch 7. Polyurethane", de Günter Oertel, 3a edición ampliada, 1993, pág. 37, Hanser-Verlag.
En el caso de los desmoldeadores internos, representa una desventaja el hecho de que también pueden desarrollar su efecto de separación contra el sustrato que se ha de revestir. Una buena acción de separación hacia la
herramienta va acompañada entonces con una mala adherencia hacia el sustrato. Además, los desmoldeadores internos pueden afectar de un modo considerable las características del revestimiento, y con ello las del componente. No se puede descartar una difusión posterior a la superficie con consecuencias correspondientemente negativas para el componente (óptica, háptica, emisiones desde el componente).
Además, en el estado de la técnica, además de desmoldeadores internos y externos se emplean revestimientos permanentes de herramienta. En el documento EP 841 14 A y en el documento DE 1 34 737 A se describen procedimientos para la mejora del desprendimiento de la pieza de moldeo de la herramienta de moldeo, en los que por medio de un revestimiento de plasma se rebaja la energía de la superficie. Estas capas se han de ajustar de tal manera que los sistemas de revestimiento no entren más en reacciones químicas con la superficie. Este tipo de capas de separación, sin embargo, no son suficientemente estables mecánicamente, y poseen duraciones demasiado cortas. Se requiere una renovación frecuente y correspondientemente cara del revestimiento. Puesto que la herramienta para ello se ha de extraer del proceso de producción, se produce una larga interrupción de la producción.
Además de revestimientos de plasma, en el estado de la técnica se describen también revestimientos de níquel y de cromo. Del "Kunststoffhandbuch 7. Polyurethane", de Günter Oertel, 3a edición ampliada, 1993, págs. 362-363, Hanser-Verlag se conoce llevar a cabo para la mejora de la calidad de la superficie de herramientas de moldeo un niquelado químico o un revestimiento duro de la herramienta de moldeo.
El documento EP 973 96 B da a conocer un procedimiento para la fabricación de una pieza de espuma en molde en una herramienta de moldeo, cuyas superficies de conformación estén provistas de un revestimiento antiadherente sobre una base de cromo en forma de una capa galvánica. Además se insufla gas ionizado o una mezcla de gases en la herramienta de moldeo.
En los revestimientos antiadherentes permanentes representa un inconveniente el hecho de que su efecto conjuntamente con los sistemas de poliuretano es insuficiente, el efecto antiadherente se pierde rápidamente, en particular en caso de daño, y una renovación de la capa antiadherente significa un coste considerable conjuntamente con una interrupción de producción prolongada.
Además, del... [Seguir leyendo]
Reivindicaciones:
1. Herramienta para la fabricación de piezas de moldeo de plástico de varias capas con sustrato de plástico (7) y pintura de recubrimiento (1) formada por al menos dos mitades de herramienta (1,2) y una cavidad, en la que se aloja el plástico, y un sistema de colada (9) con un bebedero, caracterizada porque
a) una pieza de inserción de herramienta de separación (5) intercambiable con una capa de separación permanente o semipermanente, o
b) una pieza de inserción de herramienta de separación (5) intercambiable compuesta de un material que separa de modo permanente,
en donde la pieza de inserción de herramienta de separación (5) forma la parte del sistema de alimentación adyacente a la cavidad (8) para el barniz (1).
2. Herramienta según la reivindicación 1, caracterizada porque la pieza de inserción de herramienta de separación (5) está revestida con un polímero de silicona reactivo semipermanente.
3. Herramienta según la reivindicación 1, caracterizada porque la pieza de inserción de herramienta de separación (5) se sujeta en la herramienta por medio de un dispositivo neumático o magnético.
4. Procedimiento para la fabricación de piezas de moldeo de plástico de varias capas de sustrato de plástico (7) y pintura de recubrimiento (1) con una herramienta según una de las reivindicaciones 1 a 3, que comprende los siguientes pasos:
i) Conformación de un sustrato (7) en una primera cavidad (4) de una herramienta de moldeo,
ii) Conformación de una segunda cavidad (8), introduciendo el sustrato fabricado (7) en i) en una segunda herramienta de moldeo, o introduciendo una mitad de herramienta (1) de la herramienta de moldeo conjuntamente con el sustrato (7) fabricado en i) en una segunda herramienta de moldeo, o generando una segunda cavidad (8) en la parte superior del sustrato por medio de una abertura de herramienta parcial.
iii) Revestimiento del sustrato (7) fabricado según i) en la segunda cavidad (8) con un barniz o una mezcla de reacción para la generación de un barniz (1), en el que el barniz (1) o la mezcla de reacción para la generación de un barniz (1) se suministra a través de un sistema de colada (9) con un bebedero y una pieza de inserción de herramienta de separación (5) intercambiable, que conforma la parte adyacente a la cavidad (8) del sistema de colada (9) para el barniz (1).
iv) Desmoldeo de la pieza de moldeo fabricada bajo iii), y dado el caso separación de los salientes de la pieza de moldeo (11),
v) Reemplazo de la pieza de inserción de herramienta de separación (5) al disminuir el efecto de separación de la pieza de inserción por desgaste o deterioro.
5. Procedimiento según la reivindicación 4, caracterizado porque el revestimiento se lleva a cabo según el paso iii) según el procedimiento de Reaction Injection Molding (RIM).
6. Procedimiento según la reivindicación 4, caracterizado porque la conformación del sustrato (7) se realiza según el paso i) por medio de moldeo por inyección, moldeo por transferencia, compresión, espumeado o reacción y moldeo por inyección.
7. Procedimiento según la reivindicación 4, caracterizado porque se usa un sistema de barniz de reacción que endurece por radicales, iónicamente o a través de multiadición.
8. Procedimiento según la reivindicación 4, caracterizado porque se usa un sistema de poliuretano, un sistema de poliurea o un sistema de poliuretano alifático sin disolvente como sistema de barniz de reacción.
Patentes similares o relacionadas:
Molde de soplado, del 27 de Mayo de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Molde de soplado para recipientes de plástico que comprende - al menos dos semimoldes , - al menos dos soportes de semimolde […]
Molde de soplado, del 8 de Abril de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado, que define un eje longitudinal (X), para recipientes de plástico que comprende al menos dos semimoldes ; al menos dos soportes […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
Fabricación de paneles de material compuesto rígido, del 8 de Enero de 2020, de THE BOEING COMPANY: Aparato para la fabricación de un panel de material compuesto rígido, que comprende: una celda de formación que incluye una pluralidad de módulos de bloques de formación […]
Sistema de anuncio con conexión magnética, del 8 de Enero de 2020, de Sürücü, Mehmet: Un sistema de anuncio con conexión magnética utilizado para marcar las paredes laterales del neumático dentro de un molde de fabricación en un sector de fabricación […]
Aparato de moldeo de pulpa y moldes para su uso en el mismo, del 20 de Noviembre de 2019, de OrganoClick AB: Un par de mitades de molde de metal adecuadas para el moldeo de pulpa por compresión y calentamiento, que comprende una primera mitad […]