Herramienta de moldeo para soplado de varias partes, procedimiento para la fabricación de un cuerpo hueco y máquina de extrusión y soplado.
Herramienta de moldeo por soplado de varias piezas para fabricar un cuerpo hueco de moldeo por soplado,
enparticular, una preforma o un tubo flexible de material plástico extruido envuelto en un molde de soplado con:
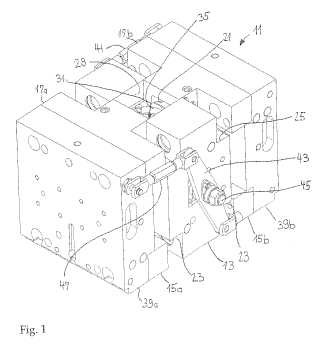
- un primer segmento de herramienta de una pieza con un taladro (31) pasante axial con un primer y segundoorificios (33, 35), definiendo dicho taladro (31) pasante una primera cavidad (37) para formar un primersegmento de cuerpo hueco sin rebabas,
- un segundo segmento (15) de herramienta de dos partes que define una segunda cavidad (19) en laposición de soplado que termina en el primer orificio (33) del taladro (31) pasante y que sirve para formar unaparte de la cabeza del cuerpo hueco y
- un tercer segmento (17) de herramienta de dos partes que define una tercera cavidad (21) en la posición desoplado que termina en el segundo orificio (35) del taladro (31) pasante y que sirve para formar la parte de labase del cuerpo hueco.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/003293.
Solicitante: ALPLA WERKE ALWIN LEHNER GMBH & CO. KG.
Nacionalidad solicitante: Austria.
Dirección: Allmendstrasse 6971 Hard.
Inventor/es: KUNZ,JOHANN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldes.
- B29C49/52 B29C 49/00 […] › que tienen medios de decoración o impresión.
- B29C49/70 B29C 49/00 […] › Desmoldeo o eyección de objetos soplados desde el molde.
PDF original: ES-2386757_T3.pdf
Fragmento de la descripción:
Herramienta de moldeo por soplado de varias partes, procedimiento para la fabricación de un cuerpo hueco, cuerpo hueco y máquina de extrusión y soplado
La invención se refiere a un herramienta de moldeo por soplado de varias partes, un procedimiento para la fabricación de un cuerpo hueco, en particular un tubo, un cuerpo hueco y una máquina de extrusión y soplado.
Se conoce la producción de tubos de material plástico. Para esto se puede utilizar el procedimiento de extrusión y soplado en el que en primer lugar se extruye un tubo flexible de material plástico deformable plásticamente introduciéndolo en un molde de soplado de dos partes y luego se sopla aire a presión en el molde de soplado cerrado con el tubo flexible presionando el material plástico la pared del molde enfriándose en ella y endureciéndose. Este procedimiento tiene, sin embargo, el inconveniente de que en los lados opuestos del tubo los planos de separación del molde de soplado se hacen visibles en forma de rebaba de separación. Los bordes visibles
se consideran estéticamente no deseados, sobre todo porque los bordes pueden seguirse viendo incluso después de la decoración subsiguiente de los tubos.
Por esta razón, en la producción de tubos una variante muy extendida utiliza un procedimiento en el que de un tubo flexible extruído se cortan los segmentos longitudinales deseados que a continuación se unen a una cabeza del tubo. Este procedimiento exige un coste relativamente alto puesto que los tubos se tienen que producir de dos partes y a continuación se tienen que unir el tubo flexible y la cabeza o conformarse. Este procedimiento tiene la ventaja de que el cuerpo del tubo no presenta bordes. Sin embargo el procedimiento de producción es mucho más costoso que el procedimiento de producción descrito en primer lugar.
Otros procedimientos de producción habituales para producir estos tubos son, por ejemplo, la producción de una preforma tubular de un material laminar que a continuación se sueldan a un segmento de boquilla producido con la tecnología de moldeo por inyección y con un talón conformado en ella. También existen procedimientos de extrusión y los llamados procedimientos de embutido profundo en los que los cuerpos en forma de tubo se producen a partir de preformas obtenidas con la tecnología de moldeo por inyección.
El documento JP-A-07276483 divulga una herramienta de moldeo por soplado para fabricar un cuerpo hueco con formade botella con unsegmentocentral de herramienta para conseguir un segmento de cuerpo hueco sin rebaba con un talón hecho, un segmento superior de herramienta de dos partes para fabricar el cuello del cuerpo hueco con un cierre roscado y un segmento inferior de herramienta de dos partes para formar la base del cuerpo hueco. Con el 35 segmento central de herramienta se produce el cuerpo hueco en sí con el segmento del talón. En la fabricación del cuerpo hueco en primer lugar se extruye el tubo flexible y se introduce en la herramienta de moldeo por soplado que se mantiene perpendicular. A continuación se cierran las mitades superior e inferior de herramienta de moldeo por soplado y el extremo inferior del tubo que sobresale se machaca. En el lado opuesto el tubo flexible se separa con una cuchilla. A continuación se sopla la parte superior del cuerpo hueco con su boquilla. Seguidamente el mandril de calibración y de soplado se introduce en el orificio de presoplado del cuerpo hueco ya soplado y el cuerpo hueco se infla adquiriendo su forma final. Luego las dos mitades superior e inferior de la herramienta de moldeo por soplado se abren de nuevo y se retira el cuerpo hueco por abajo. No resulta posible la extracción por el lado de la boquilla de salida puesto que el segmento central de la herramienta de moldeo por soplado también comprende la zona del talón. Lo inconveniente del procedimiento descrito es que la extrusión del tubo flexible de material plástico e inflar a
45 continuación el cuerpo hueco se hace por el mismo lado de la herramienta de moldeo por soplado. Esto tiene el inconveniente de que la velocidad de producción queda limitada puesto que hace falta mover de un lado a otro la herramienta.
El objetivo de la presente invención es proporcionar una herramienta de moldeo por soplado con la que se pueda producir un cuerpo hueco, en particular, un tubo que al menos no tenga de rebabas por cada segmento y que elimine los inconvenientes que se acaban de mencionar. Otro objetivo es proporcionar un cuerpo hueco, en particular, un tubo, de un diseño particular. Otro objetivo es proponer un procedimiento de fabricación para fabricar un cuerpo hueco con el que se pueda fabricar un cuerpo de tubo que en la medida de lo posible no presente rebabas de separación longitudinales visibles y hacerlo económicamente. Otro objetivo es proporcionar un tubo cuyo
55 cuerpo de tubo prácticamente no tenga rebabas. Otroobjetivoes proponeruntubocuyocuerpo de tubosepueda diseñar todo lo individualizadamente que sea posible.
La solución para cumplir estos objetivos consiste en una herramienta de moldeo por soplado así como un procedimiento de fabricación y una máquina de extrusión y moldeo para cuerpos huecos, en particular, para tubos con las características indicadas en la parte caracterizadora de las reivindicaciones independientes respectivas. Son objeto de las reivindicaciones dependientes de la categoría respectiva las variantes de realización preferidas y/o perfeccionamientos de la invención.
De acuerdo con la invención, se consigue el objetivo con una herramienta de moldeo por soplado de acuerdo con el
65 preámbulo de la reivindicación 1alestar diseñado el segundo segmento de herramienta para la fabricación de la zona del cuello y del talón. La herramienta de moldeo por soplado según la invención tiene la ventaja de que se pueden fabricar cuerpos huecos, en particular, tubos cuya parte superior se puede diseñar de forma diferente. Otra ventaja más es que la parte restante del cuerpo hueco presenta un segmento cilíndrico sin rebabas que se puede imprimir o decorar bien. Una aplicación principal de la herramienta de moldeo por soplado según la invención es la producción de tubos. Estos se han venido produciendo hasta la fecha mediante procedimientos mucho más caros y
en parte de varias etapas para evitar las rebabas de separación no deseadas. Los tubos producidos según la invención se pueden diseñar individualmente puesto que las dimensiones axiales de los distintos segmentos de herramienta se pueden elegir arbitrariamente.
Ventajosamente la segunda cavidad define un talón con un orificio de salida. El talón con el orificio de salida termina directamente en el segmento del cuerpo hueco sin rebabas. El segundo segmento de la herramienta segundo puede estar diseñado a la vez para formar la parte superior del cuerpo del tubo. Esto hace posible diseñar un segmento superior del cuerpo del tubo, es decir, adyacente al talón, de otra manera que el resto del cuerpo del tuboque no tiene rebabas. El orificio de salida puede ser una abertura expulsión con una rosca externa o interna. También resulta concebible, sin embargo, que el orificio de expulsión tenga un cierre de un único uso que se genere durante
el procedimiento de inflado en el interior del molde de soplado. En principio la segunda cavidad se puede utilizar también para la fabricación de una parte del cuerpo hueco cilíndrico.
Ventajosamente el primer o segundo segmentos de herramienta tienen una boquilla en la que se puede introducir un mandril de soplado. En función del cuerpo hueco a fabricar el mandril de sopladosepuede introducir obienatravés de la parte de la cabeza o de la base. El mandril de soplado se introduce en la cavidad, por ejemplo, por la base si la cabeza del cuerpo hueco ya se tiene que haber soplado. Con el mandril de soplado y la aplicación de una presión a la preforma o al tubo extruídoenvueltoen los segmentos de la herramienta se le puede dar una forma determinada que queda determinada por las cavidades. Ventajosamente la boquilla ya tiene la forma del orificio de salida a producir.
Los segmentos de la herramienta de moldeo por soplado de dos partes tienen preferentemente una primera y una segunda mitades de herramienta. Estas mitadesdeherramienta se guíanlauna conrespectoalaotradeforma conocida mediante un pivote de centrado y un casquillo de centrado. Además entre los segmentos de herramienta individuales pueden estar previstos unos medios de guía. El objetivo es que la rendija entre... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de moldeo por soplado de varias piezas para fabricar un cuerpo hueco de moldeo por soplado, en particular, una preforma o un tubo flexible de material plástico extruido envuelto en un molde de soplado con:
- un primer segmento de herramienta de una pieza con un taladro (31) pasante axial con un primer y segundo orificios (33, 35) , definiendo dicho taladro (31) pasante una primera cavidad (37) paraformarunprimer segmento de cuerpo hueco sin rebabas, -un segundo segmento (15) de herramienta de dos partes que define una segunda cavidad (19) en la
posición de soplado que termina en el primer orificio (33) del taladro (31) pasante y que sirve para formar una parte de la cabeza del cuerpo hueco y -un tercer segmento (17) de herramienta de dos partes que define una tercera cavidad (21) en la posición de soplado que termina en el segundo orificio (35) del taladro (31) pasante y que sirve para formar la parte de la base del cuerpo hueco.
2. Herramienta para moldeo por soplado de acuerdo con la reivindicación 1 caracterizada por que la segunda cavidad define un segundo segmento de cuerpo hueco unido al primer segmento de cuerpo hueco y un talón que adyacente al segundo segmento del cuerpo hueco con un orificio de salida.
3. Herramienta de moldeo por soplado de acuerdo con la reivindicación 1 ó 2 caracterizada por que el primer y/o segundo segmentos (15) de herramienta tiene una boquilla (20) en la que se puede introducir un mandril (57) de soplado.
4. Herramienta de moldeo por soplado de acuerdo con una de las reivindicaciones 1 a 3 caracterizada por que los
segmentos (15, 17) de herramientas de dos partes comprenden cada una primera y segunda mitades (15a, 15b, 17a, 17b) de herramienta.
5. Herramienta de moldeo por soplado de acuerdo con una de las reivindicaciones 1a 4 caracterizada por que la primera cavidad (37) del primer segmento (13) de herramienta tiene rebajes o realces hechos en la pared interna y/o
la primera cavidad (37) presenta uno o más rebajes en la zona del borde del primer orificio (33) , por ejemplo, ranuras para fabricar el cuerpo hueco con realces.
6. Herramienta de moldeo por soplado de acuerdo con una de las reivindicaciones 1 a 5 caracterizada por que el taladro (31) pasante axial del primer segmento (13) de herramienta tiene sección circular, oval o poligonal (por 35 ejemplo de 3, 4, 5, 6 o más vértices) .
7. Procedimiento para fabricar un cuerpo hueco, en particular, un tubo mediante un procedimiento de extrusión y soplado en el que un tubo (53) flexible de material plástico extruido se introduce por una cabeza de extrusión en una cavidaddeunmolde de soplado, el tubo flexible de material plástico introducido se infla mediante un mandril (57) de
soplado desplazable a una sobrepresión cogiendo la forma de la cavidad y después se expulsa estando previsto:
- que se proporcione una herramienta (51) demoldeo por soplado de varias partes con varios segmentos de herramienta dispuestos uno tras de otro, de estos segmentos de herramienta al menos un primer segmento
(13) de herramienta es de una pieza y un segundo y tercer segmentos (15, 17) de herramienta son de dos
45 partes -que el primer segmento (13) de herramienta tiene un taladro (31) pasante axial con un primer y segundo orificios (33, 35) definiendo dicho taladro (31) pasante una primera cavidad para formar un segmento de cuerpo hueco sin rebabas. -que el segundo segmento (15) de herramienta de dos partes define una segunda cavidad (19) en la posición
50 de soplado que termina en el primer orificio (33) del taladro (31) pasante y sirve paraformarlacabezadel cuerpo hueco. -que el tercer segmento (17) de herramienta de dos partes define una tercera cavidad (21) enlaposición de soplado que termina en el segundo orificio (35) del taladro (31) pasante y que sirve para formar la base del cuerpo hueco.
55 -que el tubo (53) flexible de material plástico extruido se introduce en el taladro (31) pasante axial del primer segmento (13) de herramienta y que los segmentos del tubo flexible extruido de material plástico que sobresalen de la primera cavidad por arriba y por abajo quedan envueltos por el segundo y tercer segmentos (15, 17) de herramienta de dos partes adyacentes al primer segmento (13) de herramienta. -que el tubo flexible de material plástico se infla hasta alcanzar la forma determinada por las cavidades de los
60 segmentos (13, 15, 17) de herramienta individuales (ver reivindicación 1) caracterizado por que la cabeza comprende una zona de cuello y de talón y que el segundo segmento (15) de herramienta está diseñado para la fabricación de la zona del cuello y del talón.
8. Procedimiento de acuerdo con la reivindicación 17 caracterizado por que el tubo flexible (53) se introduce por el 65 mandril (57) de soplado y la cabeza (49) de extrusión.
9. Procedimiento de acuerdo con una de las reivindicaciones 7 u 8 caracterizado por que el tubo (53) flexible extruido se introduce perpendicularmente en la herramienta de moldeo por soplado y después de cerrar los elementos (15, 17) de herramienta de dos partes se introduce un mandril (57) de soplado desde abajo en la boquilla
(20) de la herramienta de moldeo por soplado. 5
10. Procedimiento de acuerdo con una de las reivindicaciones 7a9 caracterizado por que en la zona de la rebaba entre el tercer segmento de herramienta y el segmento de herramienta adyacente se corta la base del cuerpo hueco pudiéndose verter la cantidad prevista de una masa pastosa, líquida, en polvo o deslizante en el cuerpo de la mitad por el extremo longitudinal abierto.
11. Cuerpo hueco producido con una herramienta de moldeo por soplado de acuerdo con una de las reivindicaciones 1 a 6, en particular, con la forma de un tubo, con al menos un cuerpo parcialmente sin rebabas y una cabeza del cuerpo, comprendiendo dicha cabeza del cuerpo un talón y un cuello con un orificio de salida caracterizado por que el talón yelcuello del cuerpo hueco están hechos mediante un segmento (15) de
herramienta de dos partes de acuerdo con una de las reivindicaciones 1 a 6.
12. Cuerpo hueco de acuerdo con la reivindicación 11 caracterizado por que el cuerpo hueco es un tubo que está hecho mediante moldeo por extrusión y soplado y que el cuerpo hueco presenta un primer segmento de cuerpo hueco sin rebabas y un segundo segmento de cuerpo hueco adyacente al primer segmento de cuerpo hueco que se
puede producir conjuntamente con el talón y el cuello.
13. Cuerpo hueco de acuerdo con una de las reivindicaciones 11 ó 12 caracterizado por que el primer segmento de cuerpo hueco es circular u oval y el segundo segmento de cuerpo hueco es oval, o de 4, 5, 6, 7 u 8 vértices.
14. Máquina de moldeo por extrusión para fabricar cuerpos huecos, en particular, tubos con una cabeza de extrusión con una boquilla de extrusión, al menos un mandril de soplado, una herramienta de moldeo por soplado de acuerdo con una de las reivindicaciones 1 a 6 y medios motores para desplazar los segmentos de herramienta de dos partes desde una posición extrema abierta hasta una posición extrema cerrada o de soplado y viceversa caracterizado además por que la herramienta de moldeo por soplado está dispuesta por debajo de la boquilla (57) de extrusión de
tal manera que la boquilla (57) de extrusión y el taladro (31) pasante del primer segmento (13) de herramienta de una pieza están dispuestos en un eje perpendicularmente uno bajo el otro.
15. Máquina de extrusión de acuerdo con la reivindicación 14 caracterizada por que la cabeza (49) de extrusión y
el mandril (57) de soplado son móviles y la herramienta (11) de moldeo por soplado permanece estacionaria yque 35 están previstos un primer y segundo medios elevadores para levantar y bajar la cabeza (49) de extrusión y el mandril
(57) de soplado.
Patentes similares o relacionadas:
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Molde de soplado, del 27 de Mayo de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Molde de soplado para recipientes de plástico que comprende - al menos dos semimoldes , - al menos dos soportes de semimolde […]
Molde de soplado, del 8 de Abril de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado, que define un eje longitudinal (X), para recipientes de plástico que comprende al menos dos semimoldes ; al menos dos soportes […]
Aparato para el moldeo por soplado de recipientes de plástico, del 1 de Abril de 2020, de Sacmi Imola S.C: Un aparato para moldear por soplado recipientes de plástico, que comprende al menos una estación de moldeo por soplado que define al menos una cavidad de moldeo para formar […]
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
Dispositivo de moldeo para recipientes de material termoplástico, del 12 de Febrero de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Una máquina de soplado rotativa para recipientes de material termoplástico, adaptada para rotar en torno a un eje de rotación (Z), que comprende una […]
Dispositivo para moldeo por soplado de recipientes, del 1 de Enero de 2020, de Sacmi Imola S.C: Un dispositivo de moldeo por soplado de recipientes, que está provisto de un bastidor de soporte para al menos una estación para moldear preformas por […]