Herramienta de conformación con taladros de canal de refrigeración ramificados dentro de partes de herramienta.
Herramienta de conformación para la conformación en caliente de chapa metálica,
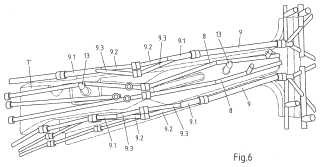
en particular para el templado por prensado de chapa metálica, con varias partes de herramienta adyacentes (2.21, 2.22, 2.23, 2.24, 2.25, 2.31, 2.32, 2.33, 2.34) que definen una superficie de conformación, estando la superficie de conformación configurada de manera complementaria con respecto a al menos un tramo de un elemento constructivo de conformación de chapa (7`) a fabricar mediante conformación en caliente, y presentando las partes de herramienta (2.21, 2.22, 2.23, 2.24, 2.25, 2.31, 2.32, 2.33, 2.34) canales de refrigeración (9, 9.1, 9.2, 9.3) en forma de taladros que se extienden a lo largo de la superficie de conformación, caracterizada por que al menos dos de las partes de herramienta (2.23, 2.24) presentan en cada caso al menos un canal de refrigeración (9.1) que se ramifica en al menos dos ramas de canal de refrigeración (9.2, 9.3) dentro de la parte de herramienta (2.23, 2.24), extendiéndose los ejes de taladro de las ramas de canal de refrigeración (9.2, 9.3) a lo largo de la superficie de conformación (11).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11180166.
Solicitante: Gestamp Umformtechnik GmbH.
Inventor/es: DOMANGE,NICOLAS, OVERRATH,DR. JENS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D37/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Calentado o enfriamiento.
- B23P15/24 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de matrices (B21C 3/18, B21C 25/10, B21D 37/20 tienen prioridad).
PDF original: ES-2458932_T3.pdf
Fragmento de la descripción:
Herramienta de conformación con taladros de canal de refrigeración ramificados dentro de partes de herramienta La invención se refiere a una herramienta de conformación para la conformación en caliente de chapa metálica, en particular para el templado por prensado de chapa metálica, con varias partes de herramienta adyacentes que definen una superficie de conformación, estando la superficie de conformación configurada de manera complementaria con respecto a al menos un tramo de un elemento constructivo de conformación de chapa a fabricar mediante conformación en caliente, y presentando las partes de herramienta canales de refrigeración en forma de taladros que se extienden a lo largo de la superficie de conformación.
En la conformación en caliente de chapas metálicas, platinas de chapa de acero se calientan en un dispositivo de tratamiento térmico hasta una temperatura de austenitización, a continuación se insertan en el estado caliente en una herramienta de conformación (herramienta de prensado) y se conforman. Aun estando sujetas en la herramienta de conformación, los elementos constructivos de conformación de chapa se templan mediante una refrigeración de la herramienta de conformación. Mediante la conformación y el enfriamiento al mismo tiempo de las platinas de acero calientes tras la austenitización se consigue una estructura martensítica en el producto final que confiere al elemento constructivo un límite de expansión y una resistencia frente a tracción superior a 1000 MPa o 1500 MPa. En el caso de las chapas de acero utilizadas en este caso se trata habitualmente de calidades de acero con una aleación de boro, por ejemplo de la calidad de acero 22MnB5. Piezas de conformación de chapa de acero templadas por prensado se caracterizan por una resistencia elevada a muy elevada con un peso relativamente bajo de elementos constructivos.
Herramientas de conformación conocidas para el templado por prensado de chapas de acero presentan canales de 25 refrigeración taladrados para la circulación de líquido refrigerante.
Además, se conocen herramientas de conformación para el templado por prensado de chapas de acero cuyos troqueles y cuya matriz están formados respectivamente por una pieza exterior que define la superficie de conformación y una pieza interior complementaria con respecto a la misma (pieza de inserción) , estando configurado en al menos una de las superficies dirigidas unas hacia otras de la pieza exterior y de la pieza interior al menos un canal de refrigeración para la circulación de líquido refrigerante, y concretamente mediante un mecanizado de fresado y/o al colar la pieza exterior o la pieza interior (véase el documento DE 10 2007 047 314 A1) . La fabricación de las piezas exteriores e interiores adyacentes de manera complementaria de herramientas de conformación de este tipo implica mucho trabajo, siendo difícil en particular el sellado sin fugas del canal de refrigeración que discurre en la zona de la superficie de división entre la pieza exterior y la pieza interior.
Por el documento US 2006/0138698 A1 se conoce una herramienta de conformación para el templado por prensado de chapas metálicas, cuyo troquel y matriz están configurados respectivamente a partir de una pluralidad de partes de herramienta en forma de disco, unidas entre sí, discurriendo las superficies adyacentes de las partes de herramienta del troquel o de la matriz en cada caso de manera transversal al eje longitudinal de la herramienta de conformación o del elemento constructivo de chapa a fabricar en la misma mediante conformación en caliente. En este caso, las partes de herramienta en forma de disco del troquel o de la matriz presentan respectivamente tramos conectados entre sí de canales de distribución o recogida taladrados para líquido refrigerante, estando fresados en las superficies adyacentes de las partes de herramienta canales de refrigeración que se ramifican de los canales de 45 distribución o recogida y que discurren de manera paralela al contorno con respecto a la superficie de conformación de la respectiva parte de herramienta en forma de disco. El sellado sin fugas de las partes de herramienta adyacentes en forma de disco debería ser posible de manera más sencilla y más fiable que en el caso de herramientas de conformación según el documento DE 10 2007 047 314 A1. Sin embargo, la fabricación de la herramienta de conformación conocida por el documento US 2006/0138698 A1 implica mucho tiempo y costes debido al número elevado de las partes de herramienta en forma de disco. Además, debido a la disposición de canales de refrigeración, que se caracteriza por una pluralidad de canales de refrigeración fresados que discurren de manera transversal al eje longitudinal de la herramienta de conformación así como por un número pequeño de conexiones de agua de refrigeración en los canales de distribución o recogida, se produce una velocidad de flujo muy irregular en los canales de refrigeración fresados individuales y, con ello, una potencia de refrigeración 55 correspondientemente irregular por la respectiva superficie de conformación.
La presente invención se basa en el objetivo de crear una herramienta de conformación (herramienta de prensado) que proporcione una potencia de refrigeración elevada y uniforme por una superficie de conformación grande y que se pueda fabricar de manera económica en comparación.
Este objetivo se consigue mediante una herramienta de conformación con las características indicadas en la reivindicación 1.
La herramienta de conformación según la invención está configurada a partir de varias partes de herramienta 65 adyacentes que definen una superficie de conformación, estando la superficie de conformación configurada de manera complementaria con respecto a al menos un tramo de un elemento constructivo de conformación de chapa a fabricar mediante conformación en caliente, y presentando las partes de herramienta canales de refrigeración en forma de taladros que se extienden a lo largo de la superficie de conformación. Según la invención, al menos dos de las partes de herramienta presentan en cada caso al menos un canal de refrigeración que se ramifica en al menos dos ramas de canal de refrigeración dentro de la parte de herramienta, extendiéndose los ejes de taladro divergentes o convergentes de las ramas de canal de refrigeración a lo largo de la superficie de conformación.
La configuración de los canales de refrigeración como taladros resulta ventajosa con respecto a la técnica de fabricación. El caso es que los taladros se pueden fabricar de manera económica en comparación, y debido a su distancia radial con respecto a la superficie de conformación de las partes de herramienta están sellados de manera fiable en este sentido. Además, los extremos de taladro asociados unos a otros de las partes de herramienta adyacentes se pueden unir de manera relativamente sencilla sin fugas. Mediante la ramificación de los canales de refrigeración taladrados dentro de las partes de herramientas es posible por un lado una mejor adaptación del desarrollo de los canales de refrigeración al desarrollo de contorno de la superficie de conformación o del elemento constructivo de chapa a fabricar. Por otro lado, es posible, debido a la disposición de canales de refrigeración según 15 la invención, mantener la clasificación de la herramienta de conformación en partes de herramienta adyacentes lo menor posible. Cuanto menor sea la clasificación de la herramienta de conformación en varias partes de herramienta adyacentes, menor es el trabajo de fabricación con respecto a la herramienta de conformación y menor es el trabajo necesario para conseguir el sellado mutuo de las partes de herramienta. En particular, mediante la configuración y la disposición según la invención de los canales de refrigeración se puede conseguir una velocidad de flujo muy elevada del líquido refrigerante en los canales de refrigeración así como una distribución de velocidad relativamente uniforme por los canales de refrigeración adyacentes, de modo que se produce una potencia de refrigeración correspondientemente elevada y uniforme con respecto a la superficie de conformación de la herramienta de conformación. Sin embargo, también entra en el marco de la invención el hecho de influir de manera controlada en la potencia de refrigeración, en particular adaptarla a una distribución de solidez deseada para el elemento constructivo a fabricar, al ajustarse diferentes potencias de refrigeración locales en la herramienta de conformación. Un templado adaptado de este tipo ("Tailored Tempering") se puede conseguir por ejemplo mediante canales de refrigeración o diámetros de taladro de canal de refrigeración con un dimensionamiento diferente.
Las... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de conformación para la conformación en caliente de chapa metálica, en particular para el templado por prensado de chapa metálica, con varias partes de herramienta adyacentes (2.21, 2.22, 2.23, 2.24, 2.25, 2.31,
2.32, 2.33, 2.34) que definen una superficie de conformación, estando la superficie de conformación configurada de manera complementaria con respecto a al menos un tramo de un elemento constructivo de conformación de chapa (7‘) a fabricar mediante conformación en caliente, y presentando las partes de herramienta (2.21, 2.22, 2.23, 2.24, 2.25, 2.31, 2.32, 2.33, 2.34) canales de refrigeración (9, 9.1, 9.2, 9.3) en forma de taladros que se extienden a lo largo de la superficie de conformación, caracterizada por que al menos dos de las partes de herramienta (2.23, 2.24) presentan en cada caso al menos un canal de refrigeración (9.1) que se ramifica en al menos dos ramas de canal de refrigeración (9.2, 9.3) dentro de la parte de herramienta (2.23, 2.24) , extendiéndose los ejes de taladro de las ramas de canal de refrigeración (9.2, 9.3) a lo largo de la superficie de conformación (11) .
2. Herramienta de conformación según la reivindicación 1, caracterizada por que la suma de las secciones transversales interiores de las al menos dos ramas de canal de refrigeración (9.2, 9.3) se sitúa en el intervalo de 1, 0 veces a 1, 3 veces, preferiblemente en el intervalo de 1, 0 veces a 1, 2 veces la sección transversal interior del canal de refrigeración (9.1) que se ramifica.
3. Herramienta de conformación según las reivindicaciones 1 o 2, caracterizada por que la distancia radial más corta de la respectiva rama de canal de refrigeración (9.2) con respecto a la superficie de conformación (11) es igual a la distancia radial más corta de una rama de canal de refrigeración adicional (9.3) de las al menos dos ramas de canal de refrigeración (9.2, 9.3) o no se diferencia en más de un 20 %, preferiblemente no se diferencia en más de un 10 %, con respecto a la misma.
4. Herramienta de conformación según una de las reivindicaciones 1 a 3, caracterizada por que la distancia radial más corta del respectivo canal de refrigeración (9, 9.1) que se ramifica con respecto a la superficie de conformación (11, 12) es igual a la distancia radial más corta de una de las al menos dos ramas de canal de refrigeración (9.2, 9.3)
o no se diferencia en más de un 20 %, preferiblemente no se diferencia en más de un 10 %, con respecto a la misma.
5. Herramienta de conformación según una de las reivindicaciones 1 a 4, caracterizada por que la distancia radial más corta de la respectiva rama de canal de refrigeración (9.2, 9.3) y/o del canal de refrigeración (9.1) que se ramifica con respecto a la superficie de conformación (11, 12) de la parte de herramienta (2.24) se sitúa en el intervalo de 0, 5 a 1, 2 veces el diámetro de la respectiva rama de canal de refrigeración (9.2, 9.3) o del respectivo canal de refrigeración (9.1) que se ramifica.
6. Herramienta de conformación según una de las reivindicaciones 1 a 5, caracterizada por que al menos una de las ramas de canal de refrigeración de una de las partes de herramienta (2.21, 2.22, 2.23, 2.24, 2.25, 2.31, 2.32, 2.33, 2.34) está conectada con un canal de refrigeración de la siguiente parte de herramienta, que se ramifica en al menos dos ramas de canal de refrigeración adicionales dentro de esta siguiente parte de herramienta, extendiéndose los ejes de taladro de estas ramas de canal de refrigeración adicionales a lo largo de la superficie de conformación.
7. Herramienta de conformación según una de las reivindicaciones 1 a 6, caracterizada por que los canales de
refrigeración (8, 9, 9.1, 10) y/o las ramas de canal de refrigeración (9.2, 9.3) conectados entre sí de las partes de herramienta adyacentes (2.23, 2.24) están dotados de entalladuras anulares (14, 15) para alojar una junta de estanqueidad (16, 18) .
8. Herramienta de conformación según la reivindicación 7, caracterizada por que la junta de estanqueidad está formada a partir de una pieza de inserción (16) en forma de manguito, en cuya superficie de envoltura están configuradas al menos dos ranuras anulares (17) axialmente separadas en las que están dispuestas juntas tóricas (18) gomoelásticas.
9. Herramienta de conformación según las reivindicaciones 7 u 8, caracterizada por que la junta de estanqueidad 55 (16, 18) permite una desplazabilidad axial y/o radial de las partes de herramienta adyacentes (2.23, 2.24) .
10. Herramienta de conformación según una de las reivindicaciones 1 a 9, caracterizada por que comprende una matriz (2) que presenta al menos una parte de base móvil (2.1; 2.11, 2.12) .
11. Herramienta de conformación según la reivindicación 10, caracterizada por que al menos dos de las partes de herramienta (2.23, 2.24, 2.32, 2.33) , que presentan en cada caso al menos un canal de refrigeración (9.1) que se ramifica en al menos dos ramas de canal de refrigeración (9.2, 9.3) dentro de la parte de herramienta, están unidas de manera separable con una parte de base (2.4) de la matriz (2) que sirve como soporte.
12. Herramienta de conformación según las reivindicaciones 10 u 11, caracterizada por que comprende un troquel (1) , estando al menos dos de las partes de herramienta (1.11, 1.12, 1.13, 1.14, 1.15, 1.16) , que presentan en cada caso al menos un canal de refrigeración que se ramifica en al menos dos ramas de canal de refrigeración dentro de la parte de herramienta, unidas de manera separable con una parte de base (1.2) del troquel (1) que sirve como soporte.
Patentes similares o relacionadas:
 Diseño de sobrante sin secciones, del 31 de Mayo de 2019, de Hexagon Manufacturing Intelligence Canada Limited: Un método para el diseño de un sobrante , en donde todo o parte del sobrante se diseña con un enfoque sin secciones, que comprende las etapas de: introducir […]
Diseño de sobrante sin secciones, del 31 de Mayo de 2019, de Hexagon Manufacturing Intelligence Canada Limited: Un método para el diseño de un sobrante , en donde todo o parte del sobrante se diseña con un enfoque sin secciones, que comprende las etapas de: introducir […]
Matriz de forjado en caliente, del 23 de Abril de 2019, de HITACHI METALS, LTD.: Un matriz de forjado en caliente para el forjado en caliente en matriz cerrada de discos de turbina y discos de motores a reacción de aviones de aleación […]
Procedimiento de duplicación de una textura de patrón nanoescalado sobre la superficie de un objeto por impresión y electroconformación, del 25 de Febrero de 2019, de SAMWON ACT CO., LTD: Procedimiento de duplicación de una textura de patrón nanoescalado de una superficie de un objeto por electroconformación utilizando un molde de impresión, que comprende: […]
Molde de inyección con recubrimiento superficial de la superficie interior, del 31 de Enero de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE AUTOMAZIONE - S.P.A.: Un molde que tiene paredes de acero para la producción de preformas hechas de PET mediante moldeo por inyección, que comprende un recubrimiento […]
Procedimiento para la producción de una herramienta de moldeo para el procesamiento de plástico, del 9 de Mayo de 2018, de SMP Deutschland GmbH: Procedimiento para la producción de una herramienta de moldeo para el procesamiento de plástico con al menos un perfil de […]
Método para producir piezas con altas demandas mecánicas y especialmente herramientas con cerámicas de bajo coste o polímeros, como el hormigón, mediante moldeo de la forma deseada y posterior recubrimiento con una capa metálica o una capa cerámica de altas propiedades, del 18 de Abril de 2018, de ROVALMA, S.A. (50.0%): Una pieza o herramienta que comprende un material base con una resistencia mecánica superior a 60 MPa, seleccionado del grupo que consiste en: - un hormigón basado […]
Procedimiento de recarga de un molde para vidriería por recarga láser de polvos, del 17 de Agosto de 2016, de ETABLISSEMENTS CHPOLANSKY: Procedimiento de recarga de un molde para vidriería de fundición, de bronce, o de acero, durante el cual se suelda un material de recarga, que comprende la etapa siguiente: […]
Cuerpo de prensa para una máquina de peletización, del 27 de Julio de 2016, de A. H. Meyer Maschinenfabrik GmbH: Cuerpo de prensa para un dispositivo de peletización de material a granel, con al menos una parte rotativa, que presenta una cavidad interior y que en su superficie […]