Herramienta de conformación y procedimiento para la generación de una superficie en una herramienta de conformación.
Herramienta de conformación con un cuerpo base y un revestimiento resistente al desgaste hecho de material duro,
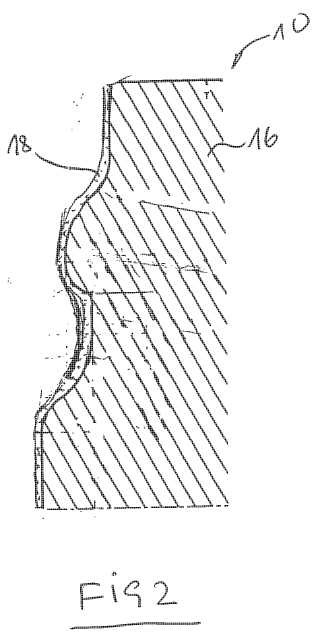
caracterizada porque el revestimiento (18) de material duro está aplicado por medio de soldadura indirecta de recargue.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09014770.
Solicitante: LMT Fette Werkzeugtechnik GmbH & Co. KG.
Nacionalidad solicitante: Alemania.
Dirección: GRABAUER STRASSE 24 21493 SCHWARZENBEK ALEMANIA.
Inventor/es: Immich,Philipp.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H3/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 3/00 Fabricación de cuerpos helicoidales o de cuerpos con ciertas partes en forma helicoidal (engranajes helicoidales B21H 5/00; curvado en hélice de fleje o similar B21D 11/06; formación de tubos o de paredes de tubos en forma de hélice B21D 15/04). › Fabricación por medio de rodillos perfilados.
- B21H3/06 B21H 3/00 […] › Fabricación por medio de elementos perfilados que no sean rodillos, p. ej. por medio de mandíbulas que se desplazan longitudinalmente o que describen curvas una en relación con otra.
- B23G7/02 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23G FILETEADO; TRABAJO MECANICO DE TORNILLOS, CABEZAS DE TORNILLOS O TUERCAS, EN COMBINACION CON EL FILETEADO (formación de roscas por ondulación de tubos B21D 15/04; por laminado B21H 3/02; por forjado, prensado o martillado B21K 1/56; fabricación de ranuras helicoidales por torneado B23B 5/48; por fresado B23C 3/32; por trabajo con muela B24B 19/02; dispositivos para copiar o controlar B23Q). › B23G 7/00 Formación de roscas por medio de herramientas semejantes a la vez por su forma y por su modo de utilización a las herramientas de fileteado, pero que trabajan sin levantamiento de virutas (características de las máquinas o de los dispositivos no especialmente adaptados a este modo particular de formación de roscas B23G 1/00). › Herramientas a este fin.
- B23P15/24 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de matrices (B21C 3/18, B21C 25/10, B21D 37/20 tienen prioridad).
- B23P15/52 B23P 15/00 […] › de machos de aterrajar.
PDF original: ES-2382589_T3.pdf
Fragmento de la descripción:
Herramienta de conformación y procedimiento para la generación de una superficie en una herramienta de conformación La invención se refiere a una herramienta de conformación según el preámbulo de la reivindicación 1 y a un procedimiento para la fabricación de una superficie en una herramienta de conformación según la reivindicación 7.
Las herramientas de conformación son, por ejemplo, rodillos de perfilado, en particular rodillos para labrar roscas, vástagos de laminación o herramientas singulares con las que, a partir de fuerza de compresión y, bajo ciertas circunstancias, de calor, se realiza una conformación en la pieza de trabajo, por ejemplo se imprime una rosca. Este tipo de herramientas están sometidas a un elevado rozamiento. Debido a ello también se conoce el hecho de proveerla de un revestimiento resistente al desgaste.
Por el documento US 5, 509, 287 A se conoce el hecho de hacer este tipo de útiles de moldeo más resistentes al desgaste por medio de un procedimiento de capa delgada, por ejemplo por medio de la evaporación de una o varias capas de material duro.
Por el documento DE 10 2006 030 661 B4, que conforma la base para el preámbulo de la reivindicación 1 y 7, también se conoce el hecho de aplicar capas resistentes al desgaste sobre el cuerpo base metálico por medio de un procedimiento de soldadura de recargue. Finalmente también se conoce el hecho de atornillar segmentos de metales duros sobre el cuerpo base.
Las herramientas de conformación se fabrican en la actualizada a partir de aceros de alta aleación, preferentemente a partir de HSS o de aceros de herramientas para trabajos en caliente, que se endurecen de modo secundario en un segundo tratamiento térmico. Para incrementar la resistencia al desgaste, también se conoce el hecho de tratar estas herramientas después del tratamiento de pulido por medio de procesos de nitrurización o de carbonitrurización bajo un aporte de plasma o de gas. En los procesos de nitrurización representa una desventaja el hecho de que una resistencia al desgaste sólo se incrementa en las zonas del borde más exteriores, por ejemplo hasta una profundidad de 50 !m.
En el procedimiento de soldadura de recargue, la aplicación de una capa de material duro se realiza por medio de un procedimiento de soldadura. La propia unión se hace posible por medio de una mezcla dura entre el material adicional y el material. Para ello es necesario, desde el punto de vista del proceso, introducir una gran cantidad de calor en la herramienta. Esto tiene como consecuencia que la dureza y la resistencia del cuerpo base se reducen, y con ello el efecto de protección para la capa de material duro. Como consecuencia del calentamiento de la pieza de trabajo en la soldadura de recargue se puede producir una pérdida de dureza, que ha de ser compensada por medio de un nuevo tratamiento térmico. Esto lleva posiblemente, por su lado, a una deformación de la pieza de trabajo.
La invención se basa en el objetivo de fabricar una herramienta de conformación y de proporcionar un procedimiento para la fabricación de una herramienta de conformación, en el que una capa de material duro sobre un cuerpo base para la herramienta de conformación no influye negativamente sobre éste en sus características deseadas, y presenta una mejor unión al cuerpo base y un mayor contenido en material duro.
Este objetivo se consigue por medio de las características de las reivindicaciones 1 y 7.
En la herramienta de conformación conforme a la invención está aplicada una capa de material duro por medio de soldadura indirecta de recargue. La herramienta de conformación es, por ejemplo, un rodillo de perfilado, en particular un rodillo para labrar roscas, también un vástago de perfilado o un dispositivo para moldear roscas o un dispositivo para ranurar roscas.
Según una configuración de la invención, para la sustancia aglutinante para el revestimiento se elige, por ejemplo, níquel, cobalto, plata o hierro.
Según otra configuración de la invención, el material duro está hecho de carburos, nitruros, boruros, óxidos de los subgrupos IV, V o VI del sistema periódico, en particular de carburo de wolframio, carburo de vanadio, carburo de cromo, carburo de titanio, carburo de tántalo o carburo de niobio.
El cuerpo base está hecho, preferentemente, de acero, cerámica o metal duro. Al usar acero se emplea preferentemente un HSS o un acero de herramientas para trabajos en caliente o acero para trabajar en frío.
El procedimiento conforme a la invención para la generación de una superficie en una herramienta de conformación según la reivindicación 7 viene dado por el hecho de que la capa de material duro se aplica por medio de soldadura indirecta de recargue. La soldadura indirecta se aplica según una configuración de la invención antes el proceso de soldadura indirecta por medio de material no tejido, polvo o suspensión. El polvo, por ejemplo, se pulveriza. Otra posibilidad viene dada por el hecho de sumergir el cuerpo base en una suspensión, o aplicar la suspensión con un pincel sobre el cuerpo base. La aplicación se puede realizar en toda la superficie o solamente de modo parcial. Para la mejora de la adherencia inicial de la soldadura indirecta en la pieza de trabajo se le añade a la soldadura indirecta, preferentemente, una sustancia aglutinante orgánica.
Dependiendo del grosor de la capa se aplica la soldadura indirecta en un grosor de, por ejemplo, 0, 1 a 10 mm sobre el cuerpo base.
La soldadura indirecta de recargue se realiza, según otra configuración de la invención, por medio de una soldadura indirecta por inducción, con soplete, con gas inerte, con láser, con plasma o en horno.
La invención tiene la ventaja de que, como consecuencia de las temperaturas del proceso relativamente bajas, se realiza una aportación de calor reducida en el cuerpo base, y éste, debido a ello, no se ve perjudicado en su estructura. Por medio de la unión por difusión de la capa de soldadura indirecta se garantiza una elevada rigidez de la capa de desgaste. Por medio de las elevadas posibilidades de humidificación de la capa adhesiva en el proceso de soldadura indirecta se puede aumentar la capa de material duro en su contenido en material duro.
Para la aplicación de la capa de material duro se ofrecen fundamentalmente dos posibilidades conformes a la invención. En una de las versiones se aplica la capa de material duro por medio de una soldadura indirecta de recargue sobre el cuerpo base con un exceso, y se moldea perfil de conformado a continuación en la capa de material duro. Esta posibilidad se ofrece, por ejemplo, cuando el perfil presenta una profundidad reducida y/o dimensiones reducidas. De este modo, el perfil de conformación se puede desmoldar de la capa de material duro por medio de pulido. La otra posibilidad reside en el hecho de proveer al cuerpo base de un perfil de conformación, y en concreto con una dimensión inferior a la medida. A continuación, por medio de la soldadura indirecta de recargue se aplica la capa de material duro sobre el perfil de conformación. En este caso, bajo ciertas circunstancias, se ha de considerar un exceso, que a continuación se pone a medida por medio de un mecanizado posterior, en particular pulido.
La invención se explica a continuación con más detalle a partir de los dibujos.
Fig. 1 muestra una sección a través de un rodillo para labrar roscas.
Fig. 2 muestra de modo aumentado una parte del rodillo para labrar roscas según la Fig. 1.
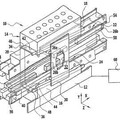
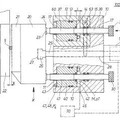
Fig. 3 muestra en una vista delantera y en sección de modo extremadamente esquemático una herramienta de roscar por rodadura con rodillos según la Figura 1 y 2.
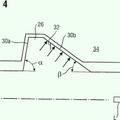
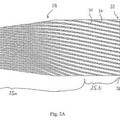
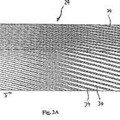
Fig. 4 muestra una imagen en sección de una capa de material duro aplicada a través de la soldadura indirecta de recargue.
Fig. 5 muestra una capa de material duro pasante sobre un cuerpo base.
Fig. 6 muestra un perfil de conformado, que ha sido conformado a partir de la capa de material duro según Figura 5.
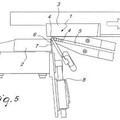
Fig. 7 muestra una capa de material duro aplicada parcialmente por medio de soldadura indirecta de recargue sobre un cuerpo base.
Fig. 8 muestra el cuerpo base conformado según la Figura 7 en una vista terminal.
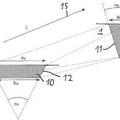
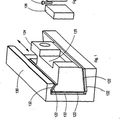
Fig. 9 muestra un dispositivo para moldear roscas o un dispositivo para ranurar roscas, cuyo perfil de conformación se fabrica por medio de la soldadura indirecta de recargue en un... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de conformación con un cuerpo base y un revestimiento resistente al desgaste hecho de material duro, caracterizada porque el revestimiento (18) de material duro está aplicado por medio de soldadura indirecta de recargue.
2. Herramienta de conformación según la reivindicación 1, caracterizada porque es un rodillo de perfilado, en particular, un rodillo para labrar roscas (10) , un vástago de perfilado, un dispositivo para moldear roscas
o un dispositivo para ranurar roscas.
3. Herramienta de conformación según la reivindicación 1 ó 2, caracterizada porque la sustancia aglutinante para el revestimiento (18) está conformada por níquel, cobalto, plata o hierro.
4. Herramienta de conformación según cualquiera de las reivindicaciones 1 a 3, caracterizada porque el material duro está hecho de carburos, nitruros, boruros de los subgrupos IV, V o VI del sistema periódico, en particular, de carburo de wolframio (WC) , carburo de vanadio (VC) , carburo de cromo (CrC) , carburo de titanio (TiC) , carburo de tántalo (TaC) o carburo de niobio (NbC) .
5. Herramienta de conformación según cualquiera de las reivindicaciones 1 a 4, caracterizada porque el cuerpo base (16) está conformado a partir de acero, cerámica o metal duro.
6. Herramienta de conformación según la reivindicación 5, caracterizada porque el acero es un HSS o un acero de herramientas para trabajos en caliente o acero para trabajar en frío.
7. Procedimiento para la generación de una superficie sobre una herramienta de conformación, aplicando para ello sobre un cuerpo base un material duro, caracterizado porque la capa se aplica por medio de soldadura indirecta de recargue.
8. Procedimiento según la reivindicación 7, caracterizado porque la soldadura indirecta se aplica antes del proceso de soldadura indirecta por medio de material no tejido, polvo o suspensión sobre el cuerpo base.
9. Procedimiento según la reivindicación 8, caracterizado porque la soldadura indirecta se aplica en un grosor de 0, 1 a 10 mm sobre el cuerpo base.
10. Procedimiento según cualquiera de las reivindicaciones 7 a 9, caracterizado porque la capa de material duro se suelda de modo indirecto sobre el cuerpo base por medio de soldadura indirecta por medio de inducción, con soplete, con gas inerte, con láser, con plasma o en horno.
11. Procedimiento según cualquiera de las reivindicaciones 7 a 10, caracterizado porque una capa de material duro se aplica por medio de soldadura indirecta de recargue sobre el cuerpo base con un exceso, y a continuación se moldea un perfil de conformación en la capa de material duro.
12. Procedimiento según cualquiera de las reivindicaciones 7 a 10, caracterizado porque el cuerpo base está conformado con un perfil de conformación con dimensión inferior a la medida, y se aplica una capa de material duro sobre el perfil de conformación.
Patentes similares o relacionadas:
 Tornillo y procedimiento para producir una rosca de tornillo, del 16 de Marzo de 2016, de HILTI AKTIENGESELLSCHAFT: Tornillo, con al menos un filete de rosca, producido mediante un procedimiento de laminación, en particular un procedimiento de laminación con […]
Tornillo y procedimiento para producir una rosca de tornillo, del 16 de Marzo de 2016, de HILTI AKTIENGESELLSCHAFT: Tornillo, con al menos un filete de rosca, producido mediante un procedimiento de laminación, en particular un procedimiento de laminación con […]
 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
 Mordaza de laminación, del 4 de Diciembre de 2013, de HILTI AKTIENGESELLSCHAFT: Mordaza de laminación para moldear una rosca de tornillo sobre una pieza cruda de tornillo, con variasranuras , en donde las ranuras presentan […]
Mordaza de laminación, del 4 de Diciembre de 2013, de HILTI AKTIENGESELLSCHAFT: Mordaza de laminación para moldear una rosca de tornillo sobre una pieza cruda de tornillo, con variasranuras , en donde las ranuras presentan […]
 Dispositivo de inserción para máquinas de laminación, del 30 de Octubre de 2013, de S.M.A.R.T. S.R.L.: Una máquina de laminación que comprende un dispositivo de inserción, que comprende una placa fija yuna placa que se puede mover de forma […]
Dispositivo de inserción para máquinas de laminación, del 30 de Octubre de 2013, de S.M.A.R.T. S.R.L.: Una máquina de laminación que comprende un dispositivo de inserción, que comprende una placa fija yuna placa que se puede mover de forma […]
 Máquina laminadora de perfiles y método para el posicionamiento de una herramienta en la máquina laminadora de pérfiles, del 22 de Marzo de 2013, de E. W. MENN GMBH & CO. KG: Máquina laminadora de perfiles con un dispositivo para el posicionamiento de una herramienta en lamáquina laminadora de perfiles, en donde el dispositivo presenta:
un […]
Máquina laminadora de perfiles y método para el posicionamiento de una herramienta en la máquina laminadora de pérfiles, del 22 de Marzo de 2013, de E. W. MENN GMBH & CO. KG: Máquina laminadora de perfiles con un dispositivo para el posicionamiento de una herramienta en lamáquina laminadora de perfiles, en donde el dispositivo presenta:
un […]
 Procedimiento y matriz de laminación para la fabricación de un tornillo, del 12 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para la fabricación de un tornillo , en el cual una pieza en bruto es laminada entre dosmatrices de laminación en el que
- en cada matriz […]
Procedimiento y matriz de laminación para la fabricación de un tornillo, del 12 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para la fabricación de un tornillo , en el cual una pieza en bruto es laminada entre dosmatrices de laminación en el que
- en cada matriz […]
 Procedimiento y mordazas de laminación para fabricar un tornillo con paso de rosca variable, del 8 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para fabricar un tornillo con una rosca continua de paso variable, en el que una pieza enbruto se lamina entre dos mordazas […]
Procedimiento y mordazas de laminación para fabricar un tornillo con paso de rosca variable, del 8 de Marzo de 2013, de LUDWIG HETTICH & CO.: Procedimiento para fabricar un tornillo con una rosca continua de paso variable, en el que una pieza enbruto se lamina entre dos mordazas […]
 MÁQUINA LAMINADORA DE PERFILES, del 15 de Marzo de 2011, de E. W. MENN GMBH & CO. KG: Máquina laminadora de perfiles para la laminación de un perfil en una pieza bruta , en la que la máquina laminadora de perfiles presenta: una primera mordaza laminadora […]
MÁQUINA LAMINADORA DE PERFILES, del 15 de Marzo de 2011, de E. W. MENN GMBH & CO. KG: Máquina laminadora de perfiles para la laminación de un perfil en una pieza bruta , en la que la máquina laminadora de perfiles presenta: una primera mordaza laminadora […]