GRUA CON CHAPA DE REFUERZO.
Grúa, especialmente grúa de carga transportable en camiones, que está provista en al menos una zona sometida a cargas altas con una chapa de refuerzo (2),
que está soldada sobre el componente (1) correspondiente de la grúa, caracterizada porque la costura de soldadura (3) y la zona de la chapa de refuerzo (2), adyacente a la costura de soldadura (3), es rectificada y conformada en frío, al menos por secciones, especialmente a través de martilleo o punzonado, en la que secciones terminadas en punta de la chapa de refuerzo (2) están rectificadas
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2006/000419.
Solicitante: PALFINGER AG.
Nacionalidad solicitante: Austria.
Dirección: F.-W.-SCHERER-STRASSE 24-28,A-5101 BERGHEIM.
Inventor/es: HABERL,WALTER.
Fecha de Publicación: .
Fecha Concesión Europea: 13 de Enero de 2010.
Clasificación Internacional de Patentes:
- B23K31/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
- B23P9/04 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 9/00 Tratamiento o acabado mecánico de superficies, con o sin calibrado, con el fin primordial de resistir mejor al desgaste o a los golpes, p. ej. tratamiento de aletas de turbina o de palieres para tornarlos lisos o rugosos (tratamiento cubierto por una sola de las otras subclases, ver la subclase en cuestión, p. ej. B24C, C21D 7/00, C22F 1/00 ); Características, no previstas en otro lugar, de tales superficies cuando su tratamiento no está precisado. › Tratamiento o acabado por martillado o por presión repetida.
- B66C23/62 B […] › B66 ELEVACION; LEVANTAMIENTO; REMOLCADO. › B66C GRUAS Y PUENTES-GRUA; ELEMENTOS O DISPOSITIVOS DE TOMA DE CARGA PARA GRUAS, PUENTES GRUA, CABRESTANTES, CABRIAS O POLIPASTOS (mecanismos de enroscadura de cuerda, de cable o de cadena, dispositivos de frenado o de parada de su uso B66D; adaptados especialmente para los reactores nucleares G21). › B66C 23/00 Grúas que constan esencialmente de una viga, aguilón o una estructura triangular que actúan como brazo de palanca, montadas de forma que permitan movimientos de traslación o de orientación en planos verticales u horizontales, o bien una combinación de esos movimientos, p. ej. grúas de aguilón, derricks o grúas sobre torres (estructuras de torres que soportan la base B66C 5/00; adaptaciones de armazones que soportan las vías de rodadura B66C 6/00). › Características de estructura o detalles (relativas a las dragas E02F).
- B66C23/64 B66C 23/00 […] › Aguilones.
- B66F9/075 B66 […] › B66F ELEVACION, LEVANTAMIENTO, REMOLQUE O EMPUJE, NO PREVISTOS EN OTRO LUGAR, p. ej. DISPOSITIVOS CUYA FUERZA DE LEVANTAMIENTO O EMPUJE SE APLICA DIRECTAMENTE SOBRE LA SUPERFICIE DE LA CARGA (montaje de islas artificiales sobre pilotes o soportes similares E02B 17/00; andamiajes combinados con aparatos de elevación E04G 1/22, E04G 3/28; dispositivos de elevación para encofrados deslizantes E04G 11/24; sobreelevación de edificios E04G 23/06; puntales o tirantes E04G 25/00; elevadores u otros dispositivos de elevación de escaleras E06C 7/12; puntales para minería E21D 15/00). › B66F 9/00 Dispositivos para elevación o descenso de mercancías voluminosas o pesadas con fines de carga o descarga (ascensores móviles o transportables instalados o asociados a edificios, especialmente adaptados para permitir la transferencia de una a otra parte del edificio u otra construcción B66B 9/16; grúas B66C). › Características o detalles de estructura.
Clasificación PCT:
Descripción:
Grúa con chapa de refuerzo.
La presente invención se refiere a una grúa, especialmente una grúa de carga transportable en camiones, que está provista en al menos una zona sometida a cargas altas con una chapa de refuerzo, que está soldada sobre el componente correspondiente de la grúa así como a un procedimiento para el tratamiento de una costura de soldadura, por medio de la cual una chapa de refuerzo está soldada sobe un componente de la grúa.
Las grúas se proveen con frecuencia en zonas sometidas a cargas altas con chapas de refuerzo, para absorber los picos de carga que se producen allí y para garantizar una estabilidad suficiente del componente correspondiente de la grúa. Durante la soldadura de chapas de refuerzo, sin embargo, debe tenerse en cuenta que la costura de soldadura no forme un punto débil, desde el que se generan grietas, que conducen de nuevo al fallo del componente. En este caso es esencial en primer lugar una configuración correspondiente de la chapa de refuerzo. Una grúa del tipo indicado al principio se publica, por ejemplo, en el documento CH 392 811 A. El problema de la presente invención es preparar una grúa, en la que exista una elevada resistencia a la fatiga.
Como complemento a ello, de acuerdo con la invención está previsto que la costura de soldadura y la zona de la chapa de refuerzo que está adyacente a la costura de soldadura estén rectificadas y conformadas en frío al menos por secciones, especialmente estén conformadas en frío a través de martilleo o punzonado, de manera que las secciones de la chapa de refuerzo que terminan en punta, en las que aparecen picos de tensión, están rectificadas.
De manera similar a ello, el procedimiento de acuerdo con la invención prevé que la costura de soldadura y la zona de la chapa de refuerzo que está adyacente a la costura de soldadura estén rectificadas al menos por secciones y a continuación sean conformadas en frío, de manera que las secciones de la chapa de refuerzo que terminan en punta, en las que aparecen picos de tensión, están rectificadas.
A través de la combinación de tratamiento de rectificado y conformación en frío se consigue una resistencia a la fatiga no alcanzada hasta ahora.
En la conformación en frío, el martilleo o punzonado con frecuencia de ultrasonido ha dado bien resultado, de manera que estos procedimientos se agrupan en el lenguaje técnico con "tratamiento de impacto ultrasónico" (UIT).
Otras características y detalles de la presente invención se deducen a partir de la siguiente descripción de las figuras. En este caso:
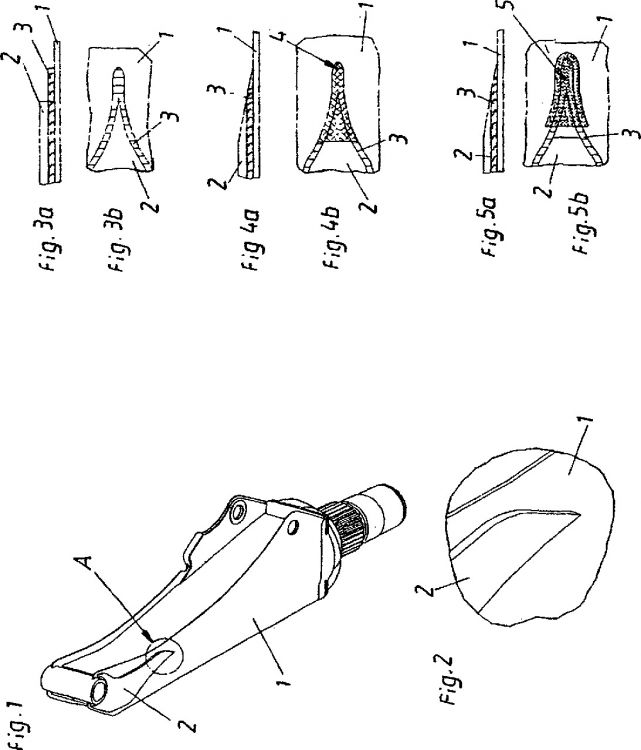
La figura 1 muestra una columna de grúa con chapa de refuerzo soldada.
La figura 2 muestra el detalle A de la figura 1 ampliado.
La figura 3a muestra una vista lateral del componente de grúa con chapa de refuerzo soldada, y
La figura 3b muestra la vista correspondiente desde arriba, ambas antes del tratamiento posterior.
La figura 4a muestra una vista lateral correspondiente a la figura 3aa después del rectificado.
La figura 4b muestra una vista lateral correspondiente a la figura 3b después del rectificado.
La figura 5a muestra una vista lateral correspondiente a las figuras 3aa y 4aa después de la conformación en frío, y
La figura 5b muestra una vista correspondiente a las figuras 3b y 4b desde arriba después de la conformación en frío.
La figura 1 muestra como componente de grúa 1, tomado como ejemplo, una columna de grúa, que está provista en su extremo superior con una chapa de refuerzo 2, que está soldada encima. No obstante, las zonas muy cargadas, que hacen necesaria y conveniente la soldadura de chapas de refuerzo, aparecen igualmente sobre el brazo de flexión o brazo de articulación de una grúa.
La figura 2 muestra ampliada la chapa de refuerzo 2 que se apoya en el componente de la grúa 1, en la que la costura de soldadura, con la que la chapa de refuerzo 2 está soldada de forma circundante con el componente de la grúa 1, está ausente todavía.
Esta costura de soldadura 3 se representa en las figuras 3aa y 3b, cuyas secciones muestran el extremo terminado en punta de la chapa de refuerzo 2. Principalmente se emplea soldadura MAG, siendo concebible, sin embargo, también cualquier otro procedimiento de soldadura.
Es esencial el tratamiento de rectificado siguiente, en el que al menos la sección de la chapa de refuerzo 2 terminada en punta así como la costura de soldadura 3 adyacente están rectificadas. A través del proceso de rectificado se consigue una transición armónica sin entalladuras. El medio de rectificado debe seleccionarse en este caso de tal forma que no permanezcan huellas de rectificado profundas. La zona de rectificado se muestra rayada en la figura 4b y se identifica con el signo de referencia 4.
La última etapa del procedimiento es la conformación en frío, especialmente a través de "tratamiento de impacto ultrasónico" (UIT). A través de punzonado o martilleo con frecuencia de ultrasonido se conforman en frío en este caso la chapa de refuerzo 2, la costura de soldadura 3 así como con preferencia la zona adyacente del componente de la grúa 1. La zona conformada en frío está representada rayada y está provista con el signo de referencia 5.
En lugar de punzonado o martilleo, de una manera similar al chorreado de arena, se puede realizar un chorreado de bolas, por ejemplo con bolas de acero de aproximadamente 2 mm de diámetro.
A través de la compactación de la superficie realizada durante la conformación en frío se lleva a cabo una conversión de la tensión propia de tracción ("tensión de retracción") que se genera durante la soldadura en tensión de compresión. En este caso, se introducen tensiones propias de presión tanto en la costura de soldadura como también en las zonas adyacentes de la pieza de trabajo.
La profundidad de penetración media de la tensión de presión aplicada está entre 0,7 y 1,3 mm. El máximo de la tensión de presión que se produce en este caso está en 50% aproximadamente del límite de estiramiento de la calidad del acero empleado.
A través de esta tensión propia de presión aplicada se eleva en una medida esencial, especialmente en zonas solicitadas a tracción y a flexión, por una parte, manteniendo la misma amplitud de la tensión, el número de ciclos de carga soportable y a la inversa, manteniendo el mismo número de ciclos de carga, se eleva la amplitud de la tensión soportable.
Reivindicaciones:
1. Grúa, especialmente grúa de carga transportable en camiones, que está provista en al menos una zona sometida a cargas altas con una chapa de refuerzo (2), que está soldada sobre el componente (1) correspondiente de la grúa, caracterizada porque la costura de soldadura (3) y la zona de la chapa de refuerzo (2), adyacente a la costura de soldadura (3), es rectificada y conformada en frío, al menos por secciones, especialmente a través de martilleo o punzonado, en la que secciones terminadas en punta de la chapa de refuerzo (2) están rectificadas.
2. Grúa de acuerdo con la reivindicación 1, caracterizada porque la conformación en frío se extiende también sobre la zona del componente (1) de la grúa adyacente a la costura de soldadura (3).
3. Procedimiento para el tratamiento de una costura de soldadura (3) por medio de la cual una chapa de refuerzo (2) está soldada sobre un componente (1) de la grúa, caracterizado porque la costura de soldadura (3) y la zona de la chapa de refuerzo (2) adyacente a la costura de soldadura (3) son rectificadas y a continuación conformadas en frío, al menos por secciones, en el que secciones terminadas en punta de la chapa de refuerzo (2) están rectificadas.
4. Procedimiento de acuerdo con la reivindicación 3, caracterizado porque la conformación en frío se realiza a través de martilleo o punzonado.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque el martilleo o punzonado se realiza con frecuencia de ultrasonido.
6. Procedimiento de acuerdo con la reivindicación 3, caracterizado porque la conformación en frío se realiza a través de chorreado de bolas.
7. Procedimiento de acuerdo con una de las reivindicaciones 3 a 6, caracterizado porque la conformación en frío incluye también la zona del componente de la grúa adyacente a la chapa de refuerzo.
8. Procedimiento de acuerdo con una de las reivindicaciones 3 a 7, caracterizado porque la conformación en frío se prosigue hasta que en la costura de soldadura predomina, hasta una profundidad de al menos 0,5 mm, una tensión de presión de al menos 10% del límite de estiramiento del acero empleado.
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente, del 10 de Junio de 2020, de NIPPON STEEL CORPORATION: Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método: una etapa de calentamiento […]
SISTEMA Y PROCEDIMIENTO DE FABRICACIÓN DE SUBCONJUNTOS DE CARROCERÍA O CARROCERÍAS, del 4 de Junio de 2020, de REMOLQUES Y VOLQUETES S.L.: Sistema de fabricación de subconjuntos de carrocerías o carrocerías, estando conformado el subconjunto de carrocería o carrocería por un piso y/o laterales […]
Barrena para suelo y método de fabricación, del 27 de Mayo de 2020, de SENTEK PTY LTD: Un método para conformar una barrena que se puede utilizar para crear una abertura en el terreno, que incluye: conformar mediante torneado de metal […]
Rejilla de conjunto de combustible nuclear con resistencia a altas temperaturas, resistente a la corrosión, y con tolerancia a accidentes, del 6 de Mayo de 2020, de WESTINGHOUSE ELECTRIC COMPANY LLC: Un conjunto de combustible para un reactor nuclear que comprende: un conjunto paralelo y espaciado de una pluralidad de barras de combustible nuclear alargadas […]
Equipo de soldadura para la soldadura de los carriles de una vía férrea, del 11 de Marzo de 2020, de Plasser & Theurer Export von Bahnbaumaschinen GmbH: Equipo de soldadura para la soldadura de carriles de una vía férrea, con dos unidades de soldadura que se pueden mover la una respecto a la […]
Conjunto superabrasivo soldado con unión de soldadura metálica activa con capa de alivio de tensión; procedimiento de fabricación de tal conjunto, del 19 de Febrero de 2020, de DIAMOND INNOVATIONS, INC.: Un conjunto superabrasivo soldado , que comprende: una capa superabrasiva ; una capa de alivio de tensión acoplada a la capa superabrasiva […]
Tambor para un secador y método de fabricación de un tambor para un secador de aglomerado, del 12 de Febrero de 2020, de MARINI S.P.A.: Método de fabricación de un tambor para un secador para el secado de materiales en forma de aglomerados, donde el método proporciona: - […]