Procedimiento para fabricar un componente de aparato doméstico con una estructuración por láser del lado interior del componente, y componente de aparato doméstico.
La invención hace referencia a un procedimiento para fabricar un componente de aparato doméstico (3),
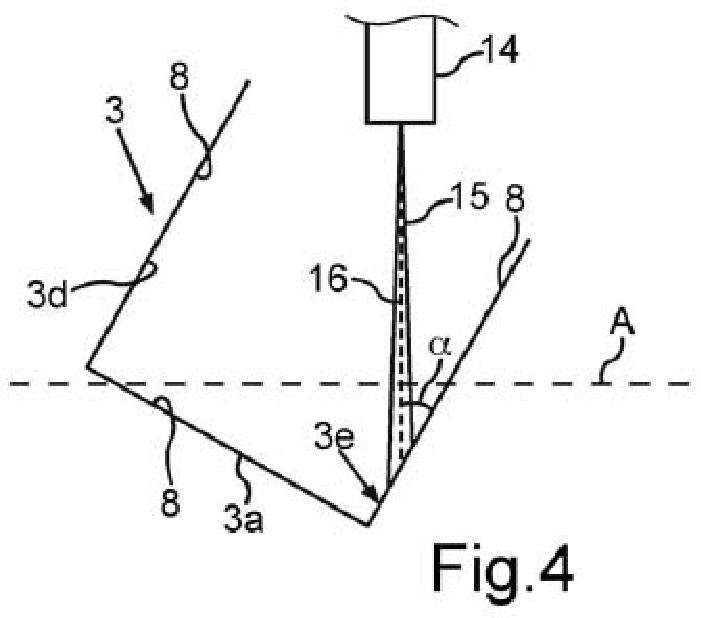
en el cual una superficie del componente de aparato doméstico (3) es procesada con un láser (14), donde, entre una dirección principal de haz (16) de un haz láser (15) del láser (14) y un lado interior (7), a procesar con el haz láser (15), de una pared (3a a 3e) del componente de aparato doméstico (3), se ajusta un ángulo que difiere de 90º y, con esta posición relativa entre la dirección principal del haz (16) y el lado interior (7), el componente de aparato doméstico (3) es estructurado con el haz láser (15). La invención también hace referencia a un componente de aparato doméstico (3).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201430488.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Inventor/es: ROMEO GIMENEZ,DANIEL, BUÑUEL MAGDALENA,MIGUEL ANGEL, PLANAS LAYUNTA,FERNANDO, Ester Sola,Francisco Javier, ESCARTÍN BARDUZAL,ANDRÉS, URRUTIA ANGOS,David, GIMENO ASIN,Manuel.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
- F24C15/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F24 CALEFACCION; HORNILLAS; VENTILACION. › F24C ESTUFAS U HORNILLAS DE USO DOMESTICO (exclusivamente para combustibles sólidos F24B ); DETALLES DE LAS ESTUFAS U HORNILLAS DE USO DOMESTICO, DE APLICACION GENERAL. › Detalles.
Fragmento de la descripción:
P201430488
PROCEDIMIENTO PARA FABRICAR UN COMPONENTE DE APARATO DOMÉSTICO CON UNA ESTRUCTURACIÓN POR LÁSER DEL LADO INTERIOR DEL COMPONENTE, Y COMPONENTE DE APARATO DOMÉSTICO
DESCRIPCION
La invención hace referencia a un procedimiento para fabricar un componente de aparato doméstico, en el cual una superficie del componente de aparato doméstico es procesada con un láser, y a un componente de aparato doméstico.
A partir de la solicitud de patente DE 10 2007 034 683 A1, es conocido un cuerpo estratificado para un componente de aparato doméstico en el cual se aplica sobre un cuerpo base una capa adhesiva y, sobre ésta, una capa de limpieza. La capa adhesiva es una capa de esmalte, y la capa de limpieza es una capa de tal tipo que mejora la limpieza del mencionado componente durante el funcionamiento o durante un proceso específico, a modo de ejemplo, durante un ciclo de limpieza como, por ejemplo, un ciclo Ecolyse (perfeccionamiento del procedimiento de limpieza por pirólisis) (por ejemplo, a aproximadamente 320º C) o un ciclo de pirólisis (por ejemplo, a temperaturas en torno a los 500º C o más) , de un aparato de cocción.
Al ser fabricados, los componentes de aparato doméstico con tal sucesión de capas suelen ser procesados mediante procesos de sinterización, de forma que las capas correspondientes se endurecen y se unen entre sí. Al realizarse una sinterización de este tipo, se pueden formar grietas en la capa de limpieza, que también recibe la denominación de capa Ecolyse (que funciona mediante el anteriormente mencionado perfeccionamiento del procedimiento de limpieza por pirólisis) .
Sin embargo, justamente los componentes de aparato doméstico con forma de recipiente sólo pueden ser estructurados de manera limitada, ya que las instalaciones de producción no posibilitan la accesibilidad de un aparato de procesamiento a zonas específicas del componente.
La presente invención resuelve el problema técnico de proporcionar un procedimiento para fabricar un componente de aparato doméstico, y un componente de aparato doméstico, con los cuales se flexibilice el procesamiento del componente de aparato doméstico.
P201430488
Dicho problema técnico se resuelve mediante un procedimiento y un componente de aparato doméstico según las características de las reivindicaciones independientes.
En un procedimiento según la invención, se fabrica un componente de aparato doméstico, procesándose una superficie del mismo con un láser. Entre un haz láser, en concreto, entre la dirección principal del haz láser, del láser y un lado interior, que deba ser procesado con el haz láser, de una pared lateral del componente de aparato doméstico con forma cóncava, se ajusta un ángulo que difiera de 90º y, con esta posición relativa entre el haz láser y el lado interior del componente de aparato doméstico, se estructura el componente de aparato doméstico con el haz láser. De esta forma, también en los componentes de aparato doméstico profundos tipo recipiente se puede hacer posible un procesamiento y una estructuración de dichas zonas situadas en el interior y que son de difícil acceso, así como generar en ellas una estructura definida deseada. Así, mediante esta estructura se puede al menos reducir la propensión a la formación de grietas de los materiales también en este lado interior.
De manera preferida, entre el haz láser, en concreto, la dirección principal del haz, y el lado interior, se ajusta un ángulo de entre 40º y menos de 90º, preferiblemente, de entre 50º y 70º y, a continuación, se genera la estructuración con dicho ángulo. De esta forma, es posible llevar a cabo la estructuración de manera particularmente precisa en relación a la acción del haz láser en el punto de procesamiento, en particular cuando el haz láser es focalizado sobre el punto a procesar.
Preferiblemente, el haz láser, en concreto con su dirección principal de haz, es ajustado con orientación vertical, y el componente de aparato doméstico es dispuesto con su lado interior dispuesto en el ángulo que difiere de 90º con respecto al haz láser. De esta forma, se puede disponer la posición del láser con exactitud, y se puede manejar el componente con mayor facilidad.
De manera preferida, junto al lado interior se conforma un recubrimiento que es estructurado con el láser.
Preferiblemente, el recubrimiento es producido con una capa adhesiva, sobre la cual se aplica como capa externa una capa de limpieza en la que se realizan una o más cavidades con el haz láser.
Por tanto, el recubrimiento es producido con dos o más capas realizadas una sobre otra, y sólo la capa externa es estructurada con el haz láser. Precisamente en esta forma de realización resulta ventajosa una posición oblicua entre el haz láser y el lado interior a P201430488
procesar, ya que no se puede dañar la capa adhesiva, así que aquí es necesario que el procesamiento se lleve a cabo con gran precisión. Hasta ahora, esto no era posible en puntos difícilmente accesibles y, por tanto, la formación de grietas en tales puntos de las capas aplicadas se ha venido produciendo de manera recurrente.
El término "capa adhesiva" incluye el concepto de una capa que presente dos o más lados y en la cual al menos partes de dos o más de los lados se adhieran y/o fijen y/o aseguren a otros dos o más cuerpos y/o capas, donde la capa adhesiva esté prevista para hacer posible una mayor adherencia de la capa de limpieza en comparación con un acoplamiento directo entre el cuerpo base y la capa de limpieza.
La capa adhesiva presenta una temperatura de reblandecimiento y/o un rango de transformación que se encuentren por debajo de una temperatura de reblandecimiento y/o de un rango de transformación del cuerpo base. El término "temperatura de reblandecimiento" de un material y/o de un cuerpo incluye el concepto de una temperatura a la cual el material y/o el cuerpo presenten la mayor modificación de su deformabilidad. El término "rango de transformación" incluye el concepto de un rango de temperaturas en el que el comportamiento mecánico de un material y/o de un cuerpo se modifique sustancialmente y, de manera ventajosa, incluye el concepto de un rango de temperaturas de transición entre la materia fundida y la materia sólida. De manera preferida, la temperatura de reblandecimiento y/o una temperatura de fusión de la capa adhesiva se encuentran aproximadamente en torno a 500º C o más, por ejemplo, hasta 820º C.
La capa adhesiva está realizada preferiblemente como frita de vidrio y/o como aglutinante silíceo. El término "frita de vidrio" incluye el concepto de un producto intermedio durante la producción de materiales de vidrio fundido. El término "silíceo" incluye el concepto de un tipo de silicato.
De manera preferida, la capa adhesiva es una capa de esmalte.
El término "capa de limpieza" incluye el concepto de una capa de tal tipo que, en uno o más modos de funcionamiento del aparato doméstico, pueda ejercer y/o facilitar una acción de limpieza y/o una función de limpieza y que, además, lo haga mejor en comparación con el propio cuerpo base. De manera preferida, está previsto que la capa de limpieza se realice como capa que facilite una limpieza catalítica. El término "limpieza catalítica" incluye el concepto de una limpieza que tenga lugar como consecuencia de que se posibilite una reacción química y/o de la aceleración de ésta, en particular, en comparación con la
P201430488
reacción correspondiente sobre el cuerpo base. Con ello, se puede conseguir una limpieza muy exhaustiva de la capa de limpieza, la cual se denomina también capa Ecolyse.
En relación a la descripción de la capa adhesiva y la capa de limpieza, también es oportuno remitir a lo expuesto en la solicitud de patente DE 10 2007 034 683 A1.
De manera preferida, las cavidades se realizan en la capa de limpieza como franjas o líneas. Esta geometría específica hace posible una distensión mecánica de la capa de limpieza muy adaptada a la necesidad de cada momento, así que la formación de grietas se ve reducida en gran medida.
Puede estar previsto que las cavidades se hagan rectilíneas o curvadas. De esta forma, en la capa de limpieza se pueden realizar la forma y/o posición deseadas de las cavidades, en función de la situación y de manera acorde con la necesidad concreta.
De manera preferida, está previsto que la cantidad y/o forma de las cavidades se produzcan dependiendo de la geometría del componente de aparato doméstico a fabricar. Mediante tal realización, se puede proceder adaptándose a las particularidades del componente de aparato doméstico, con gran flexibilidad y...
Reivindicaciones:
1. Procedimiento para fabricar un componente de aparato doméstico (3) , en el cual una superficie del componente de aparato doméstico (3) es procesada con un láser (14) , caracterizado porque, entre un haz láser (15) del láser (14) y un lado interior (7) de una pared (3a a 3e) del componente de aparato doméstico (3) , se ajusta un ángulo que difiere de 90º y, con esta posición relativa entre el haz laser (15) y el lado interior (7) , el componente de aparato doméstico (3) es estructurado con el haz láser (15) .
2. Procedimiento según la reivindicación 1, caracterizado porque, entre el haz láser (15)
y el lado interior (7) , se ajusta un ángulo de entre 40º y menos de 90º, preferiblemente, de entre 50º y 70º.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el haz láser (15) es ajustado con orientación vertical, y el componente de aparato doméstico (3) es dispuesto con su lado interior (7) dispuesto en el ángulo que difiere de 90º con respecto al haz láser (15) .
4. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque junto al lado interior (7) se conforma un recubrimiento (8) que 20 es estructurado con el haz láser (15) .
5. Procedimiento según la reivindicación 4, caracterizado porque el recubrimiento (8) es producido con dos o más capas (12, 13) realizadas una sobre otra, y sólo la capa (12) externa es estructurada con el haz láser (15) .
6. Procedimiento según la reivindicación 5, caracterizado porque el recubrimiento (8) es realizado con una capa adhesiva (13) sobre la cual se aplica como capa externa una capa de limpieza (12) , en la que se realizan como estructura (9) una o más cavidades (10, 11) con el haz láser (15) .
7. Procedimiento según la reivindicación 6, caracterizado porque la o las cavidades (10, 11) se realizan con una profundidad que asciende al 30% o más, preferiblemente, al 60% o más, del grosor de capa (d1) de la capa de limpieza (12) .
8. Procedimiento según la reivindicación 7, caracterizado porque la o las cavidades (10, 11) se realizan eliminándose localmente la capa de limpieza (12) por completo hasta la capa adhesiva (13) .
9. Procedimiento según una de las reivindicaciones 6 a 8, caracterizado porque, tras sinterizarse la capa de limpieza (12) y la capa adhesiva (13) , la capa adhesiva (13) se realiza en la zona situada verticalmente debajo de la o las cavidades (10, 11) con un grosor de capa (d2) residual de 35 µm o más, preferiblemente, de 40 µm o más.
10. Procedimiento según una de las reivindicaciones 6 a 9, caracterizado porque, tras sinterizarse la capa de limpieza (12) y la capa adhesiva (13) , la capa adhesiva (13) se realiza en la zona situada verticalmente debajo de la o las cavidades (10, 11) con un grosor de capa (d2) del 50% o más, preferiblemente, del 75% o más, de manera más preferida, del 90% o más, del grosor de capa existente antes de sinterizarse la capa de limpieza (12) y la capa adhesiva (13) .
11. Procedimiento según una de las reivindicaciones 6 a 10, caracterizado porque como capa adhesiva (13) se produce una capa de esmalte.
12. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque, durante la estructuración del recubrimiento (8) junto al lado interior (7) , el componente de aparato doméstico (3) es movido de manera relativa al haz láser (15) y/o el haz láser (15) es movido de manera relativa al componente de aparato doméstico (3) .
13. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque como estructura (9) se realizan cavidades en forma de líneas (10, 11) , en concreto, para producir toda la longitud de una línea (10, 11) , se focaliza el haz láser (15) sobre un primer punto de la superficie a procesar, y se realiza una primera longitud parcial (18) de la longitud total de la línea (10, 11) mediante un movimiento relativo entre el haz láser (15) y el componente de aparato doméstico (3) basándose en este primer ajuste de focalización y, al llegar al final de la primera longitud parcial (18) , se efectúa otra focalización del haz láser (15) sobre el siguiente punto de la superficie a procesar, alcanzado al final de la primera longitud parcial (18) y, a continuación, se realiza una segunda longitud parcial (18) de la línea (10,
11) mediante otro movimiento relativo entre el haz láser (15) y el componente de aparato doméstico (3) basándose en este otro ajuste de focalización.
14. Procedimiento según una de las reivindicaciones enunciadas anteriormente, 5 caracterizado porque como componente de aparato doméstico se fabrica una mufla (3) de un aparato de cocción (1) .
15. Componente de aparato doméstico fabricado de conformidad con un procedimiento según una de las reivindicaciones enunciadas anteriormente, y componente (3) que 10 delimita un espacio de cocción (4) de un aparato de cocción (1) .
Patentes similares o relacionadas:
Máquina de mecanización con láser, del 29 de Abril de 2020, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina de mecanización con láser • con una zona de mecanización que presenta un cerramiento de protección , • con un dispositivo de mecanización […]
Sistema y método para procesamiento con láser, del 22 de Abril de 2020, de Yaskawa Slovenija d.o.o: Sistema para procesamiento con láser de una pieza , comprendiendo el sistema: - una fuente láser para generar un haz de trabajo , […]
Método para grabar, marcar y/o inscribir una pieza de trabajo con un trazador láser y trazador láser para ello, del 8 de Abril de 2020, de Trotec Laser GmbH: Método para grabar, marcar y/o inscribir una pieza de trabajo con un trazador láser , en el que en una carcasa del trazador láser se […]
Procedimiento de medición de la alineación del procedimiento láser, del 26 de Febrero de 2020, de Tecnomar Oy: Un procedimiento de medición de alineación del procedimiento láser aplicable a un procedimiento de fabricación bobina a bobina que incluye […]
Aparato y procedimiento para marcar objeto comestible, del 12 de Febrero de 2020, de Qualicaps Co., Ltd: Un aparato para marcar un objeto comestible (E), que comprende: un medio portador para transportar el objeto comestible (E), […]
Método para llevar a cabo cortes por láser precisos en una hoja de cinta y aparato para llevar a cabo el método, del 25 de Diciembre de 2019, de DALLAN S.P.A.: Un método para llevar a cabo un corte por láser preciso en una hoja de cinta de longitud Lu y anchura Le posicionada en una estación de corte por láser […]
MÁQUINA PARA CORTE DE LÁMINAS POR PROYECCIÓN DE FLUIDOS, del 10 de Diciembre de 2019, de GOITI, S.COOP: Máquina para corte de láminas por proyección de fluidos que comprende un cabezal desplazable en tres dimensiones, dispuesto sobre una mesa de apoyo de láminas a […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]