Fabricación de una moldura de material compuesto reforzado con fibra.
Un procedimiento de fabricación de una moldura de material compuesto reforzado con fibra,
comprendiendo elprocedimiento las etapas de:
depositar al menos una capa (24, 26) de material fibroso de refuerzo dentro de un molde (10);
disponer al menos una capa (101) de preimpregnación adyacente al material fibroso de refuerzo,comprendiendo la capa (101) de preimpregnación un refuerzo fibroso (800) al menos parcialmenteimpregnado con un primer material (801) de resina no endurecido para formar un conjunto laminar de almenos una capa (24, 26) de material fibroso de refuerzo y la al menos una capa (101) de preimpregnacióndentro del molde (10);
aplicar un vacío al conjunto;
infundir un segundo material autosuspensible de resina no endurecida al vacío mediante moldeo portransferencia de resina asistido por vacío en la al menos una capa (24, 26) de material fibroso de refuerzo;
y
endurecer los materiales resinosos primero y segundo al menos parcialmente de manera simultánea paraformar la moldura de material compuesto reforzado con fibra, que comprende, al menos, una primeraporción estructural formada del refuerzo fibroso (800) y del primer material resinoso (801) endurecido ligadoa al menos una segunda porción estructural formada de la al menos una capa (24, 26) de material fibrosode refuerzo y del segundo material resinoso endurecido, en el que el segundo material de resina infundidotiene un intervalo de temperaturas de endurecimiento que es inferior al intervalo de temperatura deendurecimiento del primer material resinoso (801) de impregnación, la etapa de endurecimiento se lleva acabo a una temperatura dentro del intervalo de temperaturas de endurecimiento del segundo materialresinoso infundido, y el endurecimiento del segundo material resinoso es exotérmico y genera calor,elevando la temperatura del primer material resinoso (801) hasta dentro del intervalo de temperaturas deendurecimiento del primer material resinoso (801).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2008/001032.
Solicitante: GURIT LTD.
Nacionalidad solicitante: Reino Unido.
Dirección: ST CROSS BUSINESS PARK NEWPORT ISLE OF WIGHT PO30 5WU REINO UNIDO.
Inventor/es: JONES, DANIEL, THOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › conformación o impregnación por compresión.
- B29C70/36 B29C 70/00 […] › impregnación por colada, p. ej. colada en vacío.
PDF original: ES-2394178_T3.pdf
Fragmento de la descripción:
Fabricación de una moldura de material compuesto reforzado con fibra La presente invención versa acerca de un procedimiento de fabricación de una moldura de material compuesto reforzada con fibras. En particular, la presente invención versa acerca de la fabricación de una moldura de material compuesto reforzada con fibras adecuada para grandes estructuras de material compuesto, tales como palas de turbina, puentes y cascos de buque.
Los tres procedimientos principales de procesamiento de termoendurecimiento de material compuesto usados actualmente para la fabricación de palas de turbina son:
1. laminado en húmedo (también denominado moldeo abierto) : en este procedimiento, la resina termoendurecible puede endurecerse en condiciones ambiente, pero los instrumentos se calientan habitualmente hasta una temperatura elevada, 50-90°C, para acelerar el proceso de endurecimiento de la resina;
2. el uso de materiales preimpregnados y el material compuesto preimpregnado seco al tacto, del propio solicitante, comercializado con el nombre de producto SPRINT®. Tales materiales se endurecen normalmente a una temperatura elevada entre 85°C y 120°C; y
3. moldeo de transferencia de resina asistido por vacío (también denominado VARTM, infusión de resina o infusión al vacío) : en este procedimiento se infunde resina líquida al vacío en un compuesto de fibras secas, y luego puede endurecer en condiciones ambiente, aunque los instrumentos (es decir, los moldes) se calientan habitualmente hasta una temperatura elevada entre 50 y 90°C para acelerar el proceso de endurecimiento.
Los dos conceptos principales de diseño de una turbina eólica son el concepto del mástil estructural y el concepto de la envoltura estructural. En el concepto del mástil estructural, se fabrica una viga separada de soporte de carga y se une en dos secciones de perfil aerodinámico. En el concepto de la envoltura estructural, se fabrican dos envolturas exteriores de perfil aerodinámico que contienen los principales materiales estructurales de fibra. Luego se usa una banda separada de cizalladura para proporcionar la conexión de cizalladura para formar la viga estructural.
Cuando se usan procedimientos de laminado en mojado o de infusión de resina (VARTM) , es sumamente común usar el concepto de diseño de envoltura estructural. La mayoría del laminado de material compuesto es unidireccional (UD) para dar a la turbina su rigidez a la flexión en el sentido de la hoja. Los restantes materiales de fibra son habitualmente productos multiaxiales cosidos para dar refuerzo de cizalladura. También se usan núcleos de espuma o de madera para dar rigidez localmente las secciones de la pala. En la porción principal de la viga estructural, el laminado reforzado con fibras puede superar los 30 mm de espesor, y puede alcanzar un grosor de 80 mm en algunas de las palabras mayores del mercado, para dar la rigidez y la resistencia necesarias. En la porción principal de la viga, el material UD es intercalado en distintos puntos con materiales biaxiales para dar la necesaria resistencia a la cizalladura, porque en estas secciones gruesas se producirían grietas transversales si no estuvieran reforzadas periódicamente de esta manera.
Cuando se usan sistemas de resina con endurecimiento a temperatura ambiente, puede ocurrir una elevación significativa de la temperatura en estas secciones gruesas debido a la generación de calor exotérmico del proceso de endurecimiento. Para permitir esta exotermia y poder introducir calor para acelerar la velocidad de endurecimiento, normalmente se requeriría un instrumento tolerante a temperaturas típicamente de 90-130 grados centígrados. Esto aumenta el costo y la complejidad del instrumento.
Para fabricar manipulables las fibras unidireccionales en el molde, las fibras UD son suministras como un tejido prefabricado que actúa manteniendo juntas las fibras. Este procedimiento añade costo e introduce ondulación en la fibra, lo que disminuye su resistencia, particularmente en la compresión. En secciones gruesas de material compuesto, se ha demostrado que también los tejidos unidireccionales de fibra de carbono son difíciles de impregnar de manera fiable con un procedimiento de VARTM. Esto se debe principalmente al menor diámetro de las fibras de carbono, lo que lleva a mayor compactación y a una menor permeabilidad al vacío.
La manipulación de grandes volúmenes de fibra de carbono puede llevar a volúmenes significativos de hebras pequeñas y sueltas de fibra de carbono que sean transportadas por el aire, por el desgaste debido a la manipulación del material, lo que es peligroso tanto para la salud como para el equipo eléctrico (dado que pueden formarse cortocircuitos sin querer) .
Estos factores hacen sumamente atractivo el uso de preimpregnaciones unidireccionales, ya que el material puede ser impregnado correctamente en la máquina de preimpregnación y ser fabricado directamente a partir de hilados de fibra de bajo coste. En la impregnación, la resina mantiene las fibras juntas y en columnas rectas, manteniendo un módulo compresivo y una resistencia mayores. Con una máquina de preimpregnación resulta más fácil aislar los materiales de fibra seca de forma compacta dentro de un espacio dedicado de extracción para evitar que alguna fibra suelta contamine el área de la fábrica en su conjunto. Una vez impregnada, se limitan las fibras sueltas transportadas por el aire y los peligros asociados de seguridad y eléctricos.
Cuando se considera el costo por kilo para adquirir una preimpregnación en comparación con la fibra seca y la resina asociada de infusión de resina, el costo de la impregnación es más elevado sobre el papel. Es complicado generar el costo punto por punto, ya que a menudo hay un costo de la calidad con los procedimientos de infusión, que, generalmente, son menos fiables que los procedimientos de preimpregnación. Hay también un desperdicio significativo de resina generado en las tuberías de inyección y otros consumibles de infusión que depende de la pieza que se esté fabricando.
Cuando se compara el costo de las preimpregnaciones unidireccionales con respecto a las multiaxiales, la preimpregnación unidireccional tiene un costo por kilo menor, dado que no hay costo alguno asociado con convertir en primer lugar los hilados de fibra en un tejido. Por ello, cuando se compara el costo por kilo de la preimpregnación unidireccional con un tejido unidireccional infundido, la preimpregnación unidireccional es rentable antes de realizar un análisis detallado del costo adicional de los procedimientos de infusión. Existe una diferencia mayor en costo por kilo cuando se compara una preimpregnación multiaxial con respecto a un tejido multiaxial infundido, lo que hace que el análisis de beneficio de costo resulte menos claro.
Las preimpregnaciones unidireccionales tienen propiedades mecánicas mejoradas que permiten que se use una viga de menos capas y menor peso. Por esta razón, ya se usan apilamiento de preimpregnaciones unidireccionales preendurecidas en turbinas eólicas infundidas de resina. En los procedimientos comerciales de fabricación actuales, son laminadas en primer lugar creando un apilamiento, luego se endurecen, después se preparan para su acoplamiento, y luego se insertan en el molde en varias etapas durante el procedimiento de laminado. Estas etapas añaden costo a la pala final. Para hacer manipulables estas planchas preendurecidas hay habitualmente una longitud máxima que puede ser tratada y subida al molde. Habitualmente, se endurecen y se meten como secciones múltiples con juntas biseladas (es decir, ahusadas) separadas longitudinalmente por toda la longitud de la pala, lo que proporciona una zona de debilidad en la pala.
Existe la necesidad en la técnica de una moldura de material compuesto reforzada con fibras, y de un procedimiento de fabricación de la misma, que superen, al menos parcialmente, los problemas de fabricación de tales molduras, en particular de molduras de grandes dimensiones, tales como las palas de turbinas eólicas, que normalmente tienen una longitud de 30 m o más.
El documento WO-A-02/28624 da a conocer una preimpregnación que comprende una capa central, una capa de refuerzo y una capa de acabado.
Según la presente invención se proporciona un procedimiento de fabricación de una moldura de material compuesto reforzada con fibras según la reivindicación 1.
En las reivindicaciones dependientes se definen características preferentes.
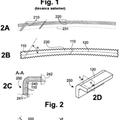
Preferentemente, el molde tiene una longitud y una anchura y las capas del material fibroso de refuerzo y de la preimpregnación se extienden sustancialmente de forma continua por toda la longitud del molde.
El tercer material... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de fabricación de una moldura de material compuesto reforzado con fibra, comprendiendo el procedimiento las etapas de:
depositar al menos una capa (24, 26) de material fibroso de refuerzo dentro de un molde (10) ;
disponer al menos una capa (101) de preimpregnación adyacente al material fibroso de refuerzo, comprendiendo la capa (101) de preimpregnación un refuerzo fibroso (800) al menos parcialmente impregnado con un primer material (801) de resina no endurecido para formar un conjunto laminar de al menos una capa (24, 26) de material fibroso de refuerzo y la al menos una capa (101) de preimpregnación dentro del molde (10) ;
aplicar un vacío al conjunto; infundir un segundo material autosuspensible de resina no endurecida al vacío mediante moldeo por transferencia de resina asistido por vacío en la al menos una capa (24, 26) de material fibroso de refuerzo; y endurecer los materiales resinosos primero y segundo al menos parcialmente de manera simultánea para formar la moldura de material compuesto reforzado con fibra, que comprende, al menos, una primera porción estructural formada del refuerzo fibroso (800) y del primer material resinoso (801) endurecido ligado a al menos una segunda porción estructural formada de la al menos una capa (24, 26) de material fibroso de refuerzo y del segundo material resinoso endurecido, en el que el segundo material de resina infundido tiene un intervalo de temperaturas de endurecimiento que es inferior al intervalo de temperatura de endurecimiento del primer material resinoso (801) de impregnación, la etapa de endurecimiento se lleva a cabo a una temperatura dentro del intervalo de temperaturas de endurecimiento del segundo material resinoso infundido, y el endurecimiento del segundo material resinoso es exotérmico y genera calor, elevando la temperatura del primer material resinoso (801) hasta dentro del intervalo de temperaturas de endurecimiento del primer material resinoso (801) .
4. Un procedimiento según cualquier reivindicación precedente en el que el conjunto laminar comprende una pluralidad de las capas (24, 26) de material fibroso de refuerzo intercaladas con una pluralidad de las capas 35 (101) de preimpregnación.
5. Un procedimiento según cualquier reivindicación precedente que, además, comprende la etapa, antes de la etapa (a) , de disponer una capa (12) de acabado en la superficie (10) del molde, comprendiendo la capa (12) de acabado un tercer material resinoso (14) no endurecido y estando en la forma de al menos una lámina sólida, y, en las etapas (a) y (b) , el conjunto laminar de la al menos una capa (24, 26) de material fibroso de refuerzo y la al menos una capa (101) de preimpregnación están dispuestos sobre la capa (12) de acabado dentro del molde (10) , y, en la etapa (e) de endurecimiento, el tercer material resinoso (14) se endurece, al menes parcialmente, de forma simultánea con los materiales resinosos primero (801) y segundo.
6. Un procedimiento según la reivindicación 5 en el que la capa (12) de acabado comprende una pluralidad de segmentos (106, 206, 306) de la capa de acabado ensamblados conjuntamente para formar una capa continua 45 de acabado, opcionalmente en el que cada segmento (106, 206, 306) de la capa de acabado tiene al menos un borde (107, 207, 307) del mismo que solapa parcialmente un segmento adyacente (106, 206, 306) de la capa de acabado.
7. Un procedimiento según las reivindicaciones 5 o 6 en el que el tercer material resinoso (14) de la capa de acabado tiene un grosor entre 100 y 300 micrómetros y/o un gramaje aplicado entre 100 a 400 gramos por 50 metro cuadrado (g/m2) .
8. Un procedimiento según una cualquiera de las reivindicaciones 5 a 7 en el que el tercer material resinoso (14) de la capa (12) de acabado está soportado sobre un soporte de material laminar (16) , opcionalmente en el que el material laminar (16) de la capa (12) de acabado tiene un peso entre 10 y 90 g/m2, opcionalmente también en el que el material laminar (16) de la capa (12) de acabado comprende un material de malla de poliéster de 55 filamentos fusionados.
9. Un procedimiento según la reivindicación 8 en el que el material laminar (16) de la capa (12) de acabado está situado en una primera cara, o próximo a la misma, de la capa (12) de acabado, opcionalmente en el que la primera cara de la capa (12) de acabado está alejada de la superficie (10) del molde para que la mayoría del tercer material resinoso (14) esté entre el material laminar (16) y la superficie del molde (10) .
10. Un procedimiento según una cualquiera de las reivindicaciones 5 a 9 en el que el segundo material resinoso y el tercer material resinoso (14) tienen viscosidades diferentes, opcionalmente en el que el tercer material
resinoso (14) tiene una viscosidad mayor que la del segundo material resinoso (14) a temperatura ambiente (20 grados centígrados) , opcionalmente también en el que la proporción de la viscosidad, medida a una temperatura ambiente de 20°C, del tercer material r esinoso y del segundo material resinoso es de al menos 100/1, opcionalmente también de al menos 1000/1, y opcionalmente además de al menos 10.000/1.
11. Un procedimiento según una cualquiera de las reivindicaciones 5 a 10 en el que, en la etapa (e) de endurecimiento, el material resinoso está adaptado para iniciar el endurecimiento antes que el tercer material resinoso (14) .
12. Un procedimiento según cualquier reivindicación precedente en el que la etapa (e) de endurecimiento se lleva a cabo a una temperatura entre 40 y 90 grados centígrados.
13. Un procedimiento según una cualquiera de las reivindicaciones 5 a 11 en el que, en la etapa (e) de
endurecimiento, la reacción de endurecimiento del segundo material resinoso es exotérmica, lo que genera calor, lo que acelera el endurecimiento del tercer material resinoso (14) .
14. Un procedimiento según cualquier reivindicación precedente en el que la moldura de material compuesto reforzado con fibras es una pala de turbina eólica.
Patentes similares o relacionadas:
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Material de compuesto reforzado con fibra, del 6 de Mayo de 2020, de KABUSHIKI KAISHA TOYOTA JIDOSHOKKI: Un material de compuesto reforzado con fibra construido al impregnar una capa de paquete de fibras laminada formada al laminar una pluralidad de capas […]
Procedimiento de realización de preformas tridimensionales mediante el conformado de preformas iniciales con velos, del 26 de Febrero de 2020, de Coriolis Group: Procedimiento de realización de una preforma tridimensional que comprende - la realización de una preforma inicial que comprende varias capas superpuestas, […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de: […]
Un método para fabricar un cajón multilarguero de una sola pieza de material compuesto dentro de un molde cerrado, del 11 de Diciembre de 2019, de Leonardo S.p.A: Un método para fabricar un cajón multilarguero de una sola pieza hecho de material compuesto para aviones, que comprende dos paneles que están unidos por […]
Composición de resina epoxídica, material preimpregnado, material compuesto reforzado con fibra de carbono y métodos de fabricación para los mismos, del 11 de Diciembre de 2019, de TOHO TENAX CO., LTD: Composición de resina epoxídica, que comprende al menos: componente [A]; de 3 a 20 partes en masa de componente [B] con respecto a 100 partes en masa del componente […]
 Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Procedimiento de conformado por estampado de un material compuesto termoplástico con refuerzo de fibras continuo, del 30 de Octubre de 2019, de DAHER AEROSPACE: Procedimiento para la realización de una pieza en forma de extrusión constituida por un material compuesto con refuerzo de fibras continuo, […]
Proceso de moldeo por compresión de un material compuesto con escamas cuasiisotrópicas, del 4 de Septiembre de 2019, de THE BOEING COMPANY: Un método para formar una pieza moldeada que tiene propiedades cuasiisotrópicas, comprendiendo el método: consolidar una primera capa formada […]