Instalación de fabricación y procedimiento para la impresión de superficies de placas de material con una imagen multicolor.
Instalación de fabricación para la impresión de superficies de placas de material,
en particular placas de madera, con una imagen multicolor que comprende:
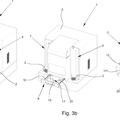
- un dispositivo de impresión (100) con una unidad de impresión (110) desplazable para la impresión de una superficie de la placa de material (30), en la que la unidad de impresión (110) presenta respectivamente una pluralidad de cabezales de impresión (112) dispuestos unos junto a otros para una multiplicidad de colores conforme a la anchura de la superficie a imprimir,
- un dispositivo de orientación (200) para la orientación de la placa de material (30) en una primera dirección y en una segunda dirección perpendicular a la primera dirección, en la que el dispositivo de orientación (200) está dispuesto dentro del o fuera del dispositivo de impresión (110), en la que en el caso de un dispositivo de orientación (200) situado en el exterior están previstos medios para el transporte de la placa de material (30) en el dispositivo de impresión (110) en posición orientada,
- medios para la sujeción de la placa de material (30) dentro del dispositivo de impresión (100) durante el proceso de impresión,
- medios para el desplazamiento de la unidad de impresión (110) a lo largo de una zona de desplazamiento sobre la superficie de la placa de material (30) sujeta de forma fija,
- un dispositivo de secado para el secado de la superficie impresa, y
- un sistema de almacenamiento (300) para el almacenamiento intermedio y almacenamiento tampón de las placas de material antes de un procesamiento adicional, en la que el sistema de almacenamiento (300) es apropiado para almacenar las placas de material (30), en particular en varios planos, sin que se toquen las superficies impresas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/000774.
Solicitante: DIEFFENBACHER SYSTEM-AUTOMATION GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Heibronner Strasse 20 75031 Eppingen ALEMANIA.
Inventor/es: PETER,Thomas, GRIESDORN,Martin, SATTLER,Sven, SOLAWA,Thilo.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B41J11/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41J MAQUINAS DE ESCRIBIR; MECANISMOS DE IMPRESION SELECTIVA, es decir, MECANISMOS QUE IMPRIMEN DE OTRA MANERA QUE NO SEA POR UTILIZACION DE FORMAS DE IMPRESION; CORRECCION DE ERRORES TIPOGRAFICOS (composición B41B; impresión sobre superficies especiales B41F; marcado para el lavado B41K; raspadores, gomas o dispositivos para borrar B43L 19/00; productos fluidos para corregir errores tipográficos por recubrimiento C09D 10/00; registro en materia de medidas G01; reconocimiento o presentación de datos, marcado de soportes de registro en forma numérica, p. ej. por punzonado, G06K; aparatos de franqueo o aparatos de impresión y entrega de tiquets G07B; conmutadores eléctricos para teclados, en general H01H 13/70, H03K 17/94; codificación en relación con teclados o dispositivos similares, en general H03M 11/00; emisores o receptores para transmisión de información numérica H04L; transmisión o reproducción de imágenes o de dibujos invariables en el tiempo, p. ej. transmisiones en facsímil, H04N 1/00; mecanismos de impresión especialmente adaptados para aparatos, p. ej. para cajas-registradoras, máquinas de pesar, produciendo un registro de su propio funcionamiento, ver las clases apropiadas). › B41J 11/00 Dispositivos o disposiciones para soportar o manipular un material de copia en hojas o en bandas (especialmente adaptados para soportar o manipular un material de copia en longitudes pequeñas B41J 13/00, en continua B41J 15/00; soportes para el texto a copiar B41J 29/00). › Apoyos planos de la dimensión de una página.
- B41J3/28 B41J […] › B41J 3/00 Máquinas de escribir o mecanismos de impresión o de marcado selectivo caracterizados por la finalidad para la cual han sido construidos (máquinas de escribir criptográficas G09C 3/00). › para la impresión de arriba a abajo de superficies planas, p. ej. libros, dibujos, cajas.
PDF original: ES-2535238_T3.pdf
Fragmento de la descripción:
Instalación de fabricación y procedimiento para la impresión de superficies de placas de material con una imagen multicolor.
La presente invención se refiere a una instalación de fabricación y un procedimiento para la impresión de superficies de placas de material, en particular placas de madera, con una imagen multicolor.
En el estado de la técnica ya era conocido que las placas de madera se pueden imprimir directamente con una imagen multicolor a la manera de una impresión por chorro de tinta. Así el documento WO 2/449 propone imprimir placas frontales para una cocina, moviéndose una placa frontal sobre una cinta transportadora respecto a un dispositivo de impresión y moviendo el dispositivo de impresión un único cabezal de impresión en un carro en movimiento sobre la placa frontal, a fin de imprimir la zona por debajo del cabezal de impresión. Después de un paso de impresión, la placa frontal se mueve posteriormente por una distancia correspondiente gracias a la cinta transportadora, después de lo que se lleva a cabo el siguiente proceso de impresión etc., hasta que la superficie de la placa frontal está completamente impresa.
Este procedimiento, en el que la impresión se lleva a cabo en varios pasos, en el así denominado "multi-pass" (multipaso), no es económico para una producción industrial, dado que un pequeño cabezal de impresión debe circular varias veces sobre la pieza de trabajo para imprimir una superficie mayor. De este modo el procedimiento es muy lento y por consiguiente requiere mucho tiempo. Además, el procedimiento no proporciona una calidad de impresión satisfactoria dado que, en el caso de la impresión repetida sólo de bandas individuales sobre la placa frontal, con frecuencia se produce un decalado perceptible entre las bandas individuales.
En el documento WO 2/449 ya se ha propuesto modificar este procedimiento de multipaso, de manera que el único cabezal en movimiento se sustituye por barras de boquillas dispuestas una tras otra en la dirección de transporte y que se extienden transversalmente sobre la cinta transportadora a fin de imprimir con ello las placas frontales en toda su anchura.
Lo correspondiente también se conoce por el documento EP 1 872 959 A1. Este documento propone un procedimiento para la impresión de superficies de elementos planos a base de madera, que está representado en la fig. 1. En aquel procedimiento una placa de madera 1 se mueve por una cinta transportadora 14 respecto a los cabezales de impresión 12 fijos para varios colores. Los cabezales de impresión 12 cubren en este caso toda la anchura de la superficie a imprimir. Mientras que la cinta transportadora 14 transporta la placa de madera, los cabezales de impresión 12 entregan pequeñas gotitas de tinta para imprimir la superficie de la placa de madera.
Por el documento JP 2-334684 se conoce igualmente, para la impresión de objetos de madera, conducirlos por delante de un cabezal de impresión fijo con una cinta transportadora.
Estos procedimientos, en los que las placas de madera se imprimen en un paso sencillo ("single pass") con cabezales de impresión fijos, moviéndose las placas de madera de forma continua a través de la instalación y por delante de los cabezales de impresión con una cinta transportadora, representan una mejora considerable en la rentabilidad respecto a los procedimientos de multipaso. No obstante, estos procedimientos también poseen varias desventajas.
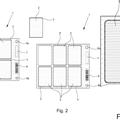
En particular en estos procedimientos, en los que los cabezales están dispuestos de forma fija y las placas de madera se mueven tendidos sobre una cinta transportadora respecto a los cabezales de impresión, no es posible obtener resultados de impresión que satisfagan requisitos elevados y más elevados. En particular el transporte de las piezas de trabajo a imprimir sobre la cinta transportadora conduce a que, debido a las elasticidades inherentes de la cinta transportara, se produzcan fluctuaciones en la velocidad con la que se mueven las piezas de trabajo por delante de los cabezales de impresión. Otras influencias exteriores, como cambio de carga, exactitud de medida, errores de medición de sistemas de medición externos (acompañantes) sobre los medios de transporte, marcha en línea recta de las placas de madera y similares, influyen en el resultado de impresión correspondientemente. Esto conduce a que los puntos de impresión o "dots" de colores individuales ya no lleguen a estar en los lugares previstos. Mejor dicho, la pieza de trabajo pasa con un decalado temporal por debajo de los cabezales de color individuales y la impresión de los puntos de color individuales se lleva a cabo entonces forzosamente con un decalado respecto al siguiente cabezal de impresión. Correspondientemente los puntos de impresión, por ejemplo para cian C, magenta M, amarillo Y o negro K, se mueven sobre la superficie de la pieza de trabajo en su posición de forma relativa entre sí, según se muestra en la fig. 3, en lugar de a las distancias regulares previstas, según se muestra en la fig. 2. Esto conduce en particular entonces a un menoscabo perceptible de la calidad de impresión, cuando los puntos de diferente color se deben imprimir de forma congruente unos sobre otros, para representar un color mixto. Por el decalado debido a la velocidad de transporte fluctuante, estos puntos sólo se recubren en zonas parciales para permitir que se origine el color mixto, pero en las zonas marginales conducen a una mezcla de color que menoscaba negativamente la coloración.
Las fluctuaciones mencionadas en la velocidad de transporte de la pieza de trabajo también conducen a problemas para comenzar la impresión a tiempo en el borde de la pieza de trabajo. El documento WO 2/449 propone para ello prever sensores para la detección de la posición de la pieza de trabajo sobre la cinta de transporte, así como el contorno y espesor de la pieza de trabajo. Entonces con un sensor se detecta, por ejemplo, el borde frontal de la pieza de trabajo antes de que la pieza de trabajo llegue a una zona por debajo del cabezal de impresión. Por consiguiente, mediante la velocidad de transporte y la distancia entre el sensor y el cabezal de impresión se puede emitir la señal de Inicio para el comienzo de la impresión. No obstante, debido a las fluctuaciones de velocidad mencionadas de la cinta transportadora se producen fluctuaciones de posición correspondientes, de modo que la impresión comienza demasiado pronto o demasiado tarde y correspondientemente termina demasiado pronto o demasiado tarde. Esto también repercute negativamente sobre el aspecto como zona visible no impresa.
Además, con una cinta transportadora sólo es posible con dificultades el sujetar una pieza de trabajo siempre a una distancia fija definida respecto a los cabezales de impresión. Condicionado por el principio, tales cabezales de Impresión requieren que, para calidad de imagen constantemente buena, se deba observar una distancia predeterminada entre el cabezal de impresión y la superficie a imprimir, siendo la distancia muchas veces sólo de 1 mm o menos. Incluso pequeñas desviaciones pueden influir negativamente en la imagen impresa. Dado que las cintas transportadoras se desgastan con el paso del tiempo y/o pueden aumentar en espesor debido a depósitos de tinta indeseados, no apareciendo uniformemente estos efectos sobre toda la cinta, en los procedimientos conocidos se llega a que las cintas transportadoras conduzcan las piezas de trabajo con distancias variables por delante de los cabezales de impresión, pudiéndose modificar las distancias de pieza a pieza y con el paso del tiempo. Por ello no se puede garantizar una calidad de impresión buena constantemente con estos procedimientos. Además, existe el peligro de que las piezas de trabajo se transporten demasiado elevadas, de modo que existe el peligro de un toque y deterioro de los cabezales de Impresión.
Además, según se muestra en la fig. 4, condicionado por el movimiento de la placa de madera 1, respectivamente de la placa de material 3, con frecuencia se producen turbulencias de aire 2 en los bordes, cuando se mueve por la cinta transportadora 14 y se aproxima a los cabezales de impresión 12 con velocidad elevada.
Estas turbulencias de aire 2 conducen a que, durante la impresión cerca del borde de la placa de material 3, respectivamente de la placa de madera 1, las gotitas de tinta rociadas por los cabezales de impresión 12 individuales forman turbulencias de forma Incontrolada y ya no llegan a estar sobre los lugares previstos. Esto conduce a un empeoramiento de la imagen impresa, pudiéndose percibir un empeoramiento de este tipo a una distancia del borde en un rango de ,5 a 2 cm. Además, las turbulencias de aire 2 aparecen en cada uno de los cabezales de impresión 12 previstos por separado... [Seguir leyendo]
Reivindicaciones:
1. Instalación de fabricación para la impresión de superficies de placas de material, en particular placas de madera, con
una imagen multicolor que comprende:
- un dispositivo de impresión (1) con una unidad de impresión (11) desplazable para la impresión de una superficie de la placa de material (3), en la que la unidad de impresión (11) presenta respectivamente una pluralidad de cabezales de impresión (112) dispuestos unos junto a otros para una multiplicidad de colores conforme a la anchura de la superficie a imprimir,
- un dispositivo de orientación (2) para la orientación de la placa de material (3) en una primera dirección y en una segunda dirección perpendicular a la primera dirección, en la que el dispositivo de orientación (2) está dispuesto dentro del o fuera del dispositivo de impresión (11), en la que en el caso de un dispositivo de orientación (2) situado en el exterior están previstos medios para el transporte de la placa de material (3) en el dispositivo de impresión (11) en posición orientada,
- medios para la sujeción de la placa de material (3) dentro del dispositivo de impresión (1) durante el proceso de impresión,
- medios para el desplazamiento de la unidad de impresión (11) a lo largo de una zona de desplazamiento sobre la superficie de la placa de material (3) sujeta de forma fija,
- un dispositivo de secado para el secado de la superficie impresa, y
- un sistema de almacenamiento (3) para el almacenamiento intermedio y almacenamiento tampón de las placas de material antes de un procesamiento adicional, en la que el sistema de almacenamiento (3) es apropiado para almacenar las placas de material (3), en particular en varios planos, sin que se toquen las superficies impresas.
2. Instalación de fabricación según la reivindicación 1, en la que como medios para el transporte de las placas de material (3) entre el dispositivo de orientación (2) y el dispositivo de impresión (11) están previstas cintas transportadoras o un sistema de cassettes.
3. Instalación de fabricación según la reivindicación 1 ó 2, en la que, para evitar un contacto de las superficies, las placas de material (3) se pueden introducir sobre cintas (31, 32) en el sistema de almacenamiento (3), almacenar en éste en varios planos y sacar de éste.
4. Instalación de fabricación según una de las reivindicaciones anteriores, en la que la unidad de impresión (11) es desplazada en una dirección que es perpendicular a una dirección en la que se suministra una placa de material al dispositivo de impresión (1).
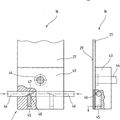
5. Instalación de fabricación según una de las reivindicaciones anteriores con un dispositivo para la supervisión de la calidad de impresión, un dispositivo de limpieza (16), un dispositivo de limpieza parcial (15) y un sistema para evitar colisiones de la unidad de impresión (11) con un objeto (4) sobre la placa de material (3).
6. Procedimiento para la impresión de superficies de placas de material, en particular placas de madera, con una imagen multicolor, que presenta:
orientar la placa de material (3) en una posición y altura definidas de la superficie, en el que la orientación se lleva a cabo con un dispositivo de orientación (2) en una primera dirección y en una segunda dirección perpendicular a la primera dirección, en el que el dispositivo de orientación (2) está dispuesto dentro del o fuera del dispositivo de impresión (11), y en el que en el caso de un dispositivo de orientación (2) situado en el exterior están previstos medios para el transporte de la placa de material (3) en el dispositivo de impresión (11) en la posición orientada,
sujetar la placa de material (3) dentro del dispositivo de impresión (11);
desplazar una unidad de impresión (11) a lo largo de una recorrido de desplazamiento sobre la superficie de la placa de material (3) sujeta de forma fija e imprimir de la superficie de la placa de material (3) sujeta con la unidad de impresión (11), en el que la unidad de impresión (11) presenta respectivamente una pluralidad de cabezales de impresión (112) dispuestos unos junto a otros para una multiplicidad de colores conforme a la anchura de la superficie a imprimir;
secar la superficie impresa; almacenar de forma intermedia las placas de material (3) impresas en un sistema de almacenamiento (3), que es apropiado para almacenar las placas de material (3) sin que se toquen las superficies impresas.
7. Procedimiento según la reivindicación 6, que presenta además:
desplazar la unidad de impresión (11) a una posición de limpieza por encima de un dispositivo de limpieza (16) o a una posición de limpieza parcial por encima de un dispositivo de limpieza parcial (15), en el que la 1 posición de limpieza o la posición de limpieza parcial están dispuestas a lo largo de un recorrido de
desplazamiento, y
llevar a cabo un ciclo de limpieza para la unidad de impresión (11) o llevar a cabo una limpieza parcial, en la que las boquillas no utilizadas de los cabezales de Impresión se llevan a emitir pequeñas gotitas de color.
8. Procedimiento según una de las reivindicaciones 6 ó 7, que presenta además:
desplazar la unidad de impresión (11) a una posición para una impresión de control;
llevar a cabo una Impresión con un patrón de prueba sobre una banda de impresión de control (145) o una
banda de patrón de control (146);
detectar el patrón de prueba Impreso con un sistema óptico; y
comparar el patrón de prueba impreso detectado con una imagen de consigna para la supervisión de la
calidad de impresión.
Patentes similares o relacionadas:
Procedimiento para asegurar un proceso de impresión con una impresora e impresora para realizar el procedimiento, del 8 de Enero de 2020, de PHOENIX CONTACT GMBH & CO. KG: Procedimiento para asegurar un proceso de impresión con una impresora , presentando la impresora una carcasa con una cámara de impresión […]
 Dispositivo de marcado, del 25 de Diciembre de 2019, de PHOENIX CONTACT GMBH & CO. KG: El dispositivo de marcado para marcar soportes de información , con una carcasa , con una unidad de marcado , con un área de marcado formada […]
Dispositivo de marcado, del 25 de Diciembre de 2019, de PHOENIX CONTACT GMBH & CO. KG: El dispositivo de marcado para marcar soportes de información , con una carcasa , con una unidad de marcado , con un área de marcado formada […]
Dispositivo de impresión por inyección de tinta para sustratos de alto gramaje, del 11 de Diciembre de 2019, de AGFA NV: Dispositivo de impresión por inyección de tinta , que comprende: - una mesa plana para soportar sobre su superficie de soporte sustratos […]
 Hoja portadora para varios soportes de información, del 28 de Agosto de 2019, de PHOENIX CONTACT GMBH & CO. KG: Hoja portadora para varios soportes de información que pueden fijarse sobre la cara superior de la hoja portadora y que pueden marcarse mediante un dispositivo marcador, […]
Hoja portadora para varios soportes de información, del 28 de Agosto de 2019, de PHOENIX CONTACT GMBH & CO. KG: Hoja portadora para varios soportes de información que pueden fijarse sobre la cara superior de la hoja portadora y que pueden marcarse mediante un dispositivo marcador, […]
Dispositivo para el tratamiento de un sustrato, del 23 de Enero de 2019, de KBA-METALPRINT GMBH: Dispositivo para el tratamiento de un sustrato , con al menos un equipo para aplicar una tinta de impresión y/o un material de recubrimiento sobre el […]
Dispositivo y procedimiento para el pretratamiento y la impresión de superficies textiles, del 25 de Abril de 2018, de Schiestl, Angelo: Dispositivo para el pretratamiento y la impresión de superficies textiles con - al menos una paleta para recibir y sujetar un textil […]
Disposición de una mesa de imprimir, procedimiento destinado al funcionamiento de una disposición de mesa de imprimir, del 8 de Abril de 2015, de Ekra Automatisierungssysteme GmbH (100.0%): Disposición de una mesa de imprimir comprendiendo al menos un dispositivo de impresión para imprimir unos substratos y al menos […]
 DISPOSITIVO DE SUJECION PARA IMPRESORAS DE CHORRO DE TINTA, del 29 de Abril de 2010, de DURST PHOTOTECHNIK DIGITAL TECHNOLOGY GMBH: Dispositivo de impresión de chorro de tinta para diferentes medios que se han de imprimir , con una disposición de cabezal de impresión con al menos […]
DISPOSITIVO DE SUJECION PARA IMPRESORAS DE CHORRO DE TINTA, del 29 de Abril de 2010, de DURST PHOTOTECHNIK DIGITAL TECHNOLOGY GMBH: Dispositivo de impresión de chorro de tinta para diferentes medios que se han de imprimir , con una disposición de cabezal de impresión con al menos […]