PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA ESLINGA TEXTIL REDONDA Y UNA ESLINGA ASÍ OBTENIDA.
Procedimiento para la fabricación de una eslinga textil redonda,
estando dicha eslinga prevista para el levantamiento y manipulación de cargas que comprende un núcleo interior provisto de una pluralidad de hilos sinfín que transcurren longitudinalmente y paralelos entre sí y una envoltura exterior hecha de un material textil que recubre dicho núcleo interior y con una configuración capaz de presentar una mayor resistencia al desgaste. Durante una etapa de tejido de la envoltura exterior se aplica en la urdimbre de dicha envoltura unos hilos de material de silicona y/o con una base siliconada y posteriormente se aplica una dispersión de una mezcla de poliuretano y un catalizador con una base de solución de poliisocianato alifático.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330964.
Solicitante: INDUSTRIAS PONSA, S.A..
Nacionalidad solicitante: España.
Inventor/es: PONSA BOSCH,JUAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B66C1/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B66 ELEVACION; LEVANTAMIENTO; REMOLCADO. › B66C GRUAS Y PUENTES-GRUA; ELEMENTOS O DISPOSITIVOS DE TOMA DE CARGA PARA GRUAS, PUENTES GRUA, CABRESTANTES, CABRIAS O POLIPASTOS (mecanismos de enroscadura de cuerda, de cable o de cadena, dispositivos de frenado o de parada de su uso B66D; adaptados especialmente para los reactores nucleares G21). › B66C 1/00 Elementos o dispositivos de toma de carga fijados a los mecanismos de subida, bajada o arrastre de las grúas o adaptados para ser utilizados con estos mecanismos y transmitir los esfuerzos a los objetos o grupos de objetos (medios para unir cables o cuerdas F16G 11/00). › Eslingas del tipo de bandas.
Descripción:
Procedimiento para la fabricación de una eslinga textil redonda y una eslinga así obtenida.
OBJETO DE LA INVENCIÓN
La presente solicitud de patente de invención tiene por objeto el registro de un procedimiento para la fabricación de una eslinga textil redonda que incorpora notables 5 innovaciones y ventajas.
Más concretamente, la invención propone el desarrollo de una eslinga textil redonda que está prevista para ser utilizada en el levantamiento y manipulación de grandes cargas, aportando una mayor resistencia al desgaste con respecto a las eslingas convencionales.
ANTECEDENTES DE LA INVENCIÓN 10
Las eslingas textiles redondas son utilizadas en el levantamiento de grandes cargas, estando habitualmente constituidas por un núcleo determinado de hilos de alta resistencia cubiertos en su totalidad por un tejido tubular textil. Éstas se confeccionan según una longitud predeterminada y en forma de aro o rectilínea con gazas o bucles cerrados dispuestos en dos extremos opuestos. 15
Durante la vida útil de una eslinga redonda ésta está sometida a un deterioro originado principalmente por el rozamiento, ya sea por el contacto directo de la eslinga con la carga a manipular así como el contacto de la misma con el suelo, de modo que este rozamiento provoca un desgaste en la superficie exterior o envoltura de la eslinga, especialmente en los cantos u orillos de ésta, de modo que se reduce la vida útil de la eslinga, y con el 20 consiguiente riesgo de provocar un accidente en el caso de rotura de la eslinga durante su utilización, por lo que existe una necesidad de mejorar la configuración y proceso de fabricación de las eslingas actualmente conocidas en la técnica anterior.
DESCRIPCIÓN DE LA INVENCIÓN
La presente invención se ha desarrollado con el fin de proporcionar un procedimiento para la 25 fabricación de una eslinga que se configura como una novedad dentro del campo de aplicación y resuelva los inconvenientes anteriormente mencionados, aportando, además, otras ventajas adicionales que serán evidentes a partir de la descripción que se acompaña a continuación.
Es por lo tanto un objeto de la presente invención proporcionar un nuevo procedimiento para 30 la fabricación de una eslinga textil redonda, estando dicha eslinga prevista para el levantamiento y manipulación de cargas que comprende una núcleo interior provisto de una pluralidad de hilos sinfín que transcurren longitudinalmente y paralelos entre sí y una envoltura exterior hecha de un material textil que recubre dicho núcleo interior. Más en particular, durante la etapa de tejido de la envoltura exterior se aplica en la urdimbre de 35 dicha envoltura unos hilos de alta resistencia con una base de silicona y posteriormente se aplica una dispersión de una mezcla de poliuretano y un catalizador con una base de solución de poliisocianato alifático.
En esta memoria se entiende por eslinga redonda aquella que presenta una sección transversal de contorno circular, sensiblemente circular o elíptico. 40
La finalidad de tales hilos con material de silicona junto al urdimbre es proteger la eslinga redonda de cortes y/o daños debidos al posible contacto de la misma con cantos, aristas u otras superficies susceptibles de rasgar o dañar la eslinga.
Según otro aspecto de la invención, la dispersión de la mezcla de poliuretano y un catalizador con una base de solución de poliisocianato alifático se lleva a cabo mediante un baño de inmersión de la envoltura exterior.
De forma ventajosa, tras la dispersión de la mezcla de poliuretano se aplica una etapa adicional de foulardado. De este modo, permite que la impregnación de la envoltura exterior 5 tubular sea tanto por su parte exterior como interior, asegurando así una protección antiabrasiva. Posteriormente a la etapa adicional de foulardado se lleva a cabo una etapa de secado, que permite fijar la red tridimensional conformada previamente en el presecado para proporcionar mayor estabilidad y por consiguiente mayor eficacia antiabrasiva.
Es también otro objeto de la invención proporcionar un eslinga textil redonda prevista para el 10 levantamiento y manipulación de cargas que comprende una núcleo interior provisto de una pluralidad de hilos de urdimbre que transcurren longitudinalmente y paralelos entre sí y una envoltura exterior tubular textil, caracterizada por el hecho de que la envoltura exterior tubular textil incluye una pluralidad de hilos de alta resistencia con una base de silicona que transcurren paralelos a los hilos de urdimbre que forman parte de la propia envoltura exterior 15 tubular textil.
Otras características y ventajas del procedimiento para la fabricación de una eslinga objeto de la presente invención resultarán evidentes a partir de la descripción de una realización preferida, pero no exclusiva, que se ilustra a modo de ejemplo no limitativo en los dibujos que se acompañan, en los cuales: 20
BREVE DESCRIPCIÓN DE LOS DIBUJOS
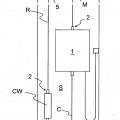
Figura 1. Es un diagrama de bloques de una realización del procedimiento para la fabricación de una eslinga de acuerdo con la presente invención;
Figura 2. es una vista en perspectiva de una eslinga obtenida con el procedimiento de la invención; Y 25
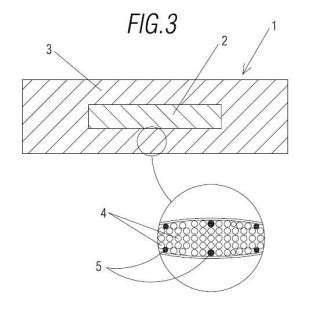
Figura 3. Es una vista en sección transversal esquematizada a lo largo de la línea A-A presente en la eslinga representada en la figura 1 con un detalle aumentado.
DESCRIPCIÓN DE UNA REALIZACIÓN PREFERENTE
A la vista de las mencionadas figuras y, de acuerdo con la numeración adoptada, se puede observar en ellas un ejemplo de realización preferente de la invención, la cual comprende 30 las partes y elementos que se indican y describen en detalle a continuación.
Haciendo particular referencia a las figuras 1 y 2, un procedimiento para la fabricación de una eslinga textil (1) , por ejemplo, constituida por un tramo alargado (11) provisto en sus dos extremos con bucles cerrados (12) que servirán como zonas de enganche, se detalle a continuación. Tal como se muestra en la figura 3, la eslinga textil (1) está constituida por un 35 núcleo interior (2) provisto de una pluralidad de hilos sinfín que transcurren longitudinalmente y paralelos entre sí y una envoltura exterior (3) que envuelve dicho núcleo interior (2) .
Para su fabricación, y haciendo particular referencia a la envoltura exterior (3) en una primera etapa (10) se aplica en su urdimbre (formada por una pluralidad de hilos (4) de alta 40 resistencia) unos hilos de material de silicona de alta resistencia (5) y posteriormente se aplica una etapa de dispersión (20) de una mezcla de poliuretano y un catalizador con una base de solución de poliisocianato alifático.
La etapa de dispersión (20) de la mezcla de poliuretano y un catalizador con una base de solución de poliisocianato alifático se lleva a cabo mediante un baño de inmersión de la envoltura exterior.
Seguidamente, tras la etapa de dispersión (20) de la mezcla de poliuretano se aplica una etapa adicional de foulardado (30) donde se hace pasar la eslinga a través de una serie de 5 cilindros de presión para reducir el volumen líquido presente en ésta y procedente del baño. Posteriormente se realiza una etapa de presecado (40) y una etapa de secado (50) que permiten una buena reticulación de la dispersión de poliuretano para lograr unas propiedades óptimas para ofrecer la máxima protección. En la etapa de presecado (40) se forma la red tridimensional de las cadenas poliméricas, por lo que es importante mantener 10 un rango de temperaturas adecuado, por ejemplo, entre 110ºC y 130ºC durante un periodo de 30 a 45 segundos aproximadamente, así como una velocidad de paso de la cinta para lograr una red tridimensional adecuada.
En la fase de secado, que tiene lugar en un rango de temperaturas de 160-180ºC aproximadamente, se fija la red tridimensional a nivel molecular para que se mantenga 15 estable y de este modo obtener la mayor eficacia antiabrasiva.
Los detalles, las formas, las dimensiones y demás elementos accesorios, así como los materiales empleados en la fabricación de la eslinga obtenida con el procedimiento de la invención podrán ser convenientemente sustituidos por otros que sean técnicamente equivalentes y no se aparten de la esencialidad de la invención ni del ámbito definido por las 20 reivindicaciones que se incluyen a continuación.
Reivindicaciones:
1. Procedimiento para la fabricación de una eslinga textil redonda (1) , estando dicha eslinga prevista para el levantamiento y manipulación de cargas que comprende una núcleo interior provisto de una pluralidad de hilos sinfín que transcurren longitudinalmente y paralelos entre sí y una envoltura exterior (3) hecha de un material textil que recubre dicho núcleo interior 5 (2) , caracterizado por el hecho de que durante una etapa (10) de tejido de la envoltura exterior se aplica en la urdimbre de dicha envoltura unos hilos de material de silicona y/o con una base siliconada y posteriormente se aplica una dispersión de una mezcla de poliuretano y un catalizador con una base de solución de poliisocianato alifático.
2. Procedimiento según la reivindicación 1, caracterizado por el hecho de que la dispersión 10 de la mezcla de poliuretano y un catalizador con una base de solución de poliisocianato alifático se lleva a cabo mediante un baño de inmersión de la envoltura exterior (3) .
3. Procedimiento según la reivindicación 1, caracterizado por el hecho de que tras la dispersión de la mezcla de poliuretano se aplica una etapa adicional de foulardado (30) .
4. Procedimiento según las reivindicaciones 1 y 3, caracterizado por el hecho de que 15 posteriormente a la etapa adicional de foulardado (30) es realizada una etapa de secado (50) .
5. Procedimiento según la reivindicación 4, caracterizado por el hecho de que previamente a la etapa de secado (50) se realiza una etapa de presecado (40) .
6. Eslinga textil redonda (1) prevista para el levantamiento y manipulación de cargas que 20 comprende una núcleo interior (2) provisto de una pluralidad de hilos de urdimbre que transcurren longitudinalmente y paralelos entre sí y una envoltura exterior (3) tubular textil, caracterizada por el hecho de que la envoltura exterior tubular textil incluye una pluralidad de hilos de material de silicona que transcurren paralelos a los hilos de urdimbre que forman parte de la propia envoltura exterior (3) tubular textil. 25
Patentes similares o relacionadas:
Dispositivo de transporte con eslinga de un barco neumático en configuración de funcionamiento bajo helicóptero, y conjunto que lo comprende, del 17 de Junio de 2020, de Zodiac Milpro International: Dispositivo de transporte con eslinga de un barco neumático en configuración de funcionamiento bajo helicóptero, siendo el barco neumático […]
Eslabón de cadena híbrida, del 6 de Marzo de 2019, de DSM IP ASSETS B.V.: Un eslabón de cadena que comprende una franja que comprende hilos de trama e hilos de urdimbre, conteniendo los hilos de urdimbre hilo A de urdimbre […]
Artículo conformado sin fin, del 26 de Julio de 2017, de DSM IP ASSETS B.V.: Un método para fabricar un artículo conformado sin fin, que comprende los pasos de a) proporcionar una tira de material, b) retorcer un primer tramo […]
Conjunto terminal de cable que incluye un medio de vigilancia del estado del cable, del 8 de Febrero de 2017, de KONE CORPORATION: Un conjunto terminal de cable y un cable (R) por medio de cuyo conjunto el cable puede ser fijado a una base tal como una unidad de ascensor u […]
Procedimiento para la fabricación de una eslinga textil redonda y eslinga así obtenida, del 11 de Enero de 2017, de INDUSTRIAS PONSA, S.A.: Procedimiento para la fabricación de una eslinga textil redonda , estando dicha eslinga prevista para el levantamiento y manipulación de cargas […]
 Un conjunto terminal de cable y un ascensor, del 2 de Julio de 2014, de KONE CORPORATION: Un conjunto terminal de cable para fijar un cable (R) a una base de fijación tal como una unidad de ascensor u otra máquina de izado, la anchura […]
Un conjunto terminal de cable y un ascensor, del 2 de Julio de 2014, de KONE CORPORATION: Un conjunto terminal de cable para fijar un cable (R) a una base de fijación tal como una unidad de ascensor u otra máquina de izado, la anchura […]
Sistema de elevación y procedimiento de construcción de una turbina eólica, del 12 de Marzo de 2014, de GENERAL ELECTRIC COMPANY: Un sistema de elevación para una turbina eólica , comprendiendo el sistema de elevación: una pala del rotor que tiene superficies […]
CORREO DEL TEJIDO SINTÉTICO, del 28 de Junio de 2011, de CARL STAHL GMBH: Correa de tejido sintético como correa de amarre para trinquetes de correa, eslinga llana de suspensión, lazo redondo, etc., con un cuerpo de correa plano […]