Procedimiento para la fabricación de botellas de cuello inclinado, y máquina para la puesta en práctica de dicho procedimiento.
Procedimiento para la fabricación de botellas de cuello inclinado,
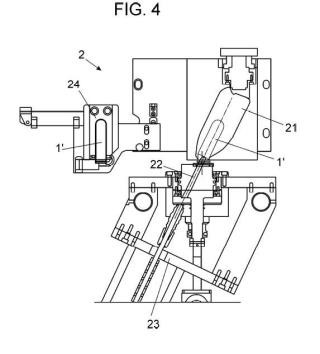
y máquina para la puesta en práctica de dicho procedimiento, botellas (1) fabricadas de material plástico, por ejemplo PET (tereftalato de polietileno), obtenidas por moldeo de soplado y estirado a partir de una preforma (1'), en que tras la fase de creación de la preforma (1') y previamente a su introducción en el molde (21) donde se procede a su estiramiento mediante varilla (22) y a su presoplado y/o soplado mediante soplado de aire a presión, contempla una fase donde se somete a un proceso de doblado en que se efectúa un desvío angular entre el eje del cuello (11) y el eje del cuerpo (12') de la preforma (1'). La máquina para dicho procedimiento incorpora un pre-molde (24) con un mecanismo de doblado para recibir la preforma (1').
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201530195.
Solicitante: MECCANOPLASTICA IBÉRICA PET DIVISION, S.L.
Nacionalidad solicitante: España.
Inventor/es: VILLA LUNA,Rafael.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/42 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Fragmento de la descripción:
Procedimiento para la fabricación de botellas de cuello inclinado, y máquina para la puesta en práctica de dicho procedimiento.
OBJETO DE LA INVENCIÓN
La invención, tal como expresa el enunciado de la presente memoria descriptiva, a un procedimiento para la fabricación de botellas de cuello inclinado y a una máquina para la puesta en práctica de dicho procedimiento. 10
El objeto de la presente invención recae, concretamente, en procedimiento para la fabricación de un envase en forma de botella cuyo cuello está inclinado respecto del eje longitudinal del cuerpo de la misma y que, siendo de material plástico, preferentemente tereftalato de polietileno, normalmente conocido como PET, y que obtenida mediante un proceso de 15 fabricación por moldeo de soplado y estirado a partir de una preforma, presenta la innovadora particularidad de contemplar la implementación de una actuación previa sobre dicha preforma para desviar el eje del cuello mediante un pre-molde que permite la inserción de la varilla de estirado, permitiendo con ello la obtención de dicho tipo de botella con dicho material y dicho tipo de proceso de fabricación, cosa actualmente desconocida en el estado de la técnica. 20
CAMPO DE APLICACIÓN DE LA INVENCIÓN
El campo de aplicación de la presente invención se enmarca dentro del sector de la industria dedicada a la fabricación de envases y botellas de plástico, abarcando, por una parte, las 25 botellas de cuello inclinado y, por otra los procesos de fabricación por moldeo de soplado y estirado a partir de una preforma inyectada.
ANTECEDENTES DE LA INVENCIÓN
Como es sabido, los procesos de fabricación por moldeo de soplado y estirado a partir de una preforma (SBM Strech blow molding) son un tipo de proceso muy utilizado en la industria para la obtención de envases de material plástico.
En dicho proceso se parte de una pieza inyectada inicial, denominada preforma, en la que el 35 cuello de la botella está perfectamente definido y ya no sufrirá ninguna alteración, pero en la que el resto determina el material a transformar, según las diferentes formas o geometrías que se le quiera dar, para conformar el cuerpo de la botella, mediante un estirado y soplado.
Para ello, una vez calentada la preforma, se sitúa en el interior del molde y el proceso 40 contempla las siguientes etapas:
- Estirado. Proceso mecánico que consiste en el estiramiento del cuerpo de la preforma por la acción de una varilla a lo largo del eje del mismo y que se inserta en dicho cuerpo en coincidencia con dicho eje. 45
- Presoplado. Soplado de aire a presión (entre 1 y 10 bar normalmente) a través de la boca de la preforma.
- Soplado. Soplado con alta presión (con un máximo de 40 bar) a través de la boca de la preforma, para darle la forma definitiva.
Es importante señalar que, tanto en la fase de presoplado como en la de soplado la obtención correcta de la forma, viene determinada por la posición correcta de la varilla de estiro durante su recorrido, ya que, para un buen reparto del material, es muy importante que la incidencia de dicha varilla de estiro coincida con el punto de inyección de la misma que no es otro que el situado en el extremo opuesto de la boca o extremo abierto del cuerpo cilíndrico que constituye dicha preforma.
Por otra parte, cabe señalar que son conocidos en el mercado multitud de modelos, tipos y formas diferentes de envase de botella, entre ellos los que poseen la boca inclinada respecto 5 del cuerpo de la misma, siendo aplicables para múltiples usos. Sin embargo ninguno de dichos envases, en el estado actual de la técnica, está realizado mediante fabricación por moldeo de soplado y estirado SBM, procedimiento que, sin embargo, aporta una mejora en las características mecánicas del envase y también permite la reducción de peso del mismo. Además, al igual que para otro tipo de envases, debido a las ventajas que ofrece el soplado de 10 preformas respecto a la extrusión y soplado (calidad del envase, rentabilidad del proceso...) existe una demanda en el mercado para este tipo de envases.
Efectivamente, hasta ahora, era posible obtener envases con cuello inclinado a partir de máquinas de extrusión y soplado, pero este proceso no permite la utilización de PET, ya que 15 este material no puede ser procesado de manera estable con esta tecnología ni permite la bi-orientación típica del proceso por moldeo de soplado y estirado.
Por tanto, en lo referente al estado actual de la técnica, al menos por parte del solicitante, se desconoce la existencia de ningún procedimiento y máquina para fabricar botellas de cuello 20 inclinado que presenten unas características técnicas, estructurales y constitutivas semejantes a lo que aquí se reivindica, estando los detalles caracterizadores que distinguen dicha botella, proceso y máquina convenientemente recogidos en las reivindicaciones finales que acompañan a la presente memoria descriptiva.
En dicho sentido, conviene mencionar que, si bien se tiene conocimiento de la existencia de una máquina que se comercializa como apta para poder obtener botellas con cuello inclinado a partir de preformas de PET, en ellas no existe ningún elemento innovador y específico para solventar la problemática anteriormente expuesta sobre este tipo de botellas, y en ella el estiramiento de dicha preforma se produce con un desvío angular respecto del cuello de la 30 preforma, con lo cual, la incidencia de la varilla de estiro se produce sobre un lateral de cuerpo de la preforma, en lugar de en el punto de inyección. Esto provoca, por tanto, que ni los envases obtenidos ni la repetitividad del proceso sean aceptables.
EXPLICACIÓN DE LA INVENCIÓN 35
Lo que la invención propone, es un procedimiento para la fabricación de botellas de cuello inclinado, más concretamente, botellas de material plástico, preferentemente PET (tereftalato de polietileno) , cuyo cuello está inclinado respecto del cuerpo de la misma, el cual, consistiendo en un proceso por moldeo de soplado y estirado a partir de una preforma estándar, comprende 40 las siguientes fases:
- De manera ya conocida, una fase previa de inyección en molde donde se crea la preforma, consistente en un cuerpo cilíndrico con un extremo abierto y otro cerrado, y en la que el cuello de la botella, en el extremo abierto de la preforma ya queda definido 45 y no sufrirá ninguna alteración.
- De manera innovadora, un proceso de doblado de la preforma en el que, mediante su introducción en un pre-molde con un mecanismo apropiado, se efectúa un desvío angular entre el eje del cuello de la preforma y el eje del cuerpo de la misma. 50
- Tras el proceso de doblado de la preforma y de su calentamiento, se sitúa ésta en el interior del molde y el proceso contempla el resto de fases convencionales de estirado, donde el eje del cuerpo de la preforma estará en coincidencia con la varilla de estiro,
siendo insertado oblicuamente a través del cuello ya inclinado, y de presoplado y soplado hasta otorgarle su forma definitiva.
Finalmente, un último aspecto de la invención se refiere a la máquina para la puesta en práctica del descrito procedimiento de fabricación de la botella, la cual, consistiendo en una 5 máquina convencional para procesos por moldeo de soplado y estirado a partir de una preforma estándar, en la que se contempla esencialmente, al menos, un molde para soplado que da la forma definitiva a la botella y, al menos, una varilla de estiro asociada a un mecanismo de inserción para su introducción en la preforma colocada en el citado molde y a través de la que se insufla aire a presión, se distingue por incorporar, de manera innovadora, 10 una unidad de pre-moldeo con un mecanismo capacitado para doblar preformas, consistente en un cuerpo cilíndrico con un extremo abierto y el otro cerrado siendo dicho extremo abierto el cuello de la botella a formar, de tal modo que se efectúa un desvío angular entre el eje del cuello y el eje del cuerpo de la preforma.
Con todo ello, y en definitiva, con la presente invención se propone:
- el procedimiento de fabricación que permite la obtención de botellas con cuello inclinado fabricadas en material plástico, particularmente en PET, mediante un proceso por moldeo de soplado y estirado a partir de una preforma, consistente en una pieza 20 estándar, y en el que, además de las fases convencionales en este tipo de procesos, contempla de manera innovadora el doblado previo de la preforma para conseguir la inclinación angular del cuello antes de su introducción en el molde, de tal modo que el el cuerpo de la botella a obtener está orientado con el eje de estirado de la varilla de estiro; y 25
- la...
Reivindicaciones:
1. Procedimiento para la fabricación de botellas de cuello inclinado, que fabricadas de material plástico, por ejemplo PET (tereftalato de polietileno) , y comprendiendo una fase previa de inyección en molde donde se crea una preforma (1) , consistente en un cuerpo cilíndrico con un 5 extremo abierto con el cuello (11) ya definido y otro cerrado, y una fase posterior en la que se sitúa la preforma (1) en el interior de un molde (21) donde se procede a su estiramiento mediante la inserción de una varilla (22) y a su pre soplado y/o soplado mediante soplado de aire a presión a través de la boca de la preforma (1) , está caracterizado porque, tras la fase de creación de la preforma (1) y previamente a su introducción en el molde (21) , se contempla 10 una fase en la que dicha preforma (1) se somete a un proceso de doblado en el que se efectúa un desvío angular entre el eje del cuello (11) de la preforma (1) y el eje longitudinal del cuerpo (12) de la misma.
2. Máquina para la puesta en práctica de un procedimiento como el descrito en la 15 reivindicación 1 que, comprendiendo, al menos, un molde (21) para soplado que da la forma definitiva a la botella y, al menos, una varilla (22) de estiro asociada a un mecanismo de inserción (23) para su introducción en la preforma (1) una vez colocada en el citado molde (21) y a través de la que se insufla aire a presión, está caracterizada porque, además, incorpora un pre-molde (24) para recibir la preforma (1) en el que se contempla un mecanismo de doblado 20 que efectúa un desvío angular entre el eje del cuello (11) y el eje del cuerpo (12) de dicha preforma (1) .
3. Máquina según la reivindicación 2, caracterizada porque dicho mecanismo de doblado es un sistema térmico y mecánico, que contando con medios de sujeción para fijar el cuello (11) 25 de la preforma (1) , calienta una parte próxima al mismo y, mediante un elemento mecánico de giro, desplaza el cuerpo (12) de la preforma sujeto en otro elemento del pre-molde, inclinándolo hasta alcanzar el ángulo previsto y deseado.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Método y aparato para esterilizar una botella, del 3 de Junio de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para esterilizar una botella , que comprende las operaciones de: gasificar una solución de peróxido de hidrógeno, descargar desde una boquilla un […]
Método y dispositivo para fabricar botellas, del 25 de Marzo de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para fabricar una botella esterilizada , que comprende las etapas de: esterilizar bacterias que se adhieren a una preforma hecha […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
Contenedor moldeado por soplado con estiramiento que tiene un agarre profundo moldeado integralmente y proceso para fabricar dicho contenedor, del 26 de Febrero de 2020, de Plastipak BAWT S.à.r.l: Un proceso para fabricar un contenedor moldeado por soplado con estiramiento que tiene al menos un agarre concavo profundo (G), dicho proceso comprende las etapas de: a) […]
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
 Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Método y aparato para producir una botella SBM llena, del 27 de Noviembre de 2019, de FRESENIUS KABI DEUTSCHLAND GMBH: Método para producir un recipiente lleno de una solución de infusión y que tiene un cuerpo principal que incluye un ancho que se extiende a lo largo de un […]